您当前的位置:商助贸易宝 » 芗城商助贸易宝 »芗城产品 » 圆管弯曲机十年生产经验
圆管弯曲机十年生产经验
更新时间:2025-10-08 11:51:22 ip归属地:漳州,天气:多云转晴,温度:25-35 浏览:2次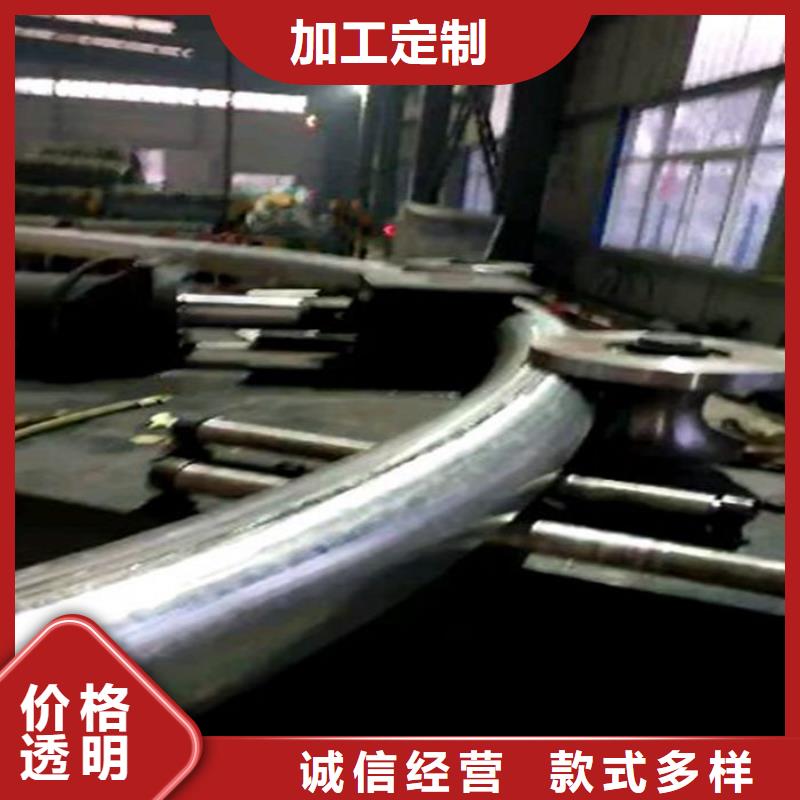

- 发布企业
- 万泽锦达机械制造(漳州市芗城区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 圆管弯拱机
- 所在地
- 山西太原小店区208国道东浦村东浦路一号
- 联系电话
- 0351-5620631
- 手机
- 18234130887
- 联系人
- 陈星经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:漳州市芗城区圆管弯曲机十年生产经验的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 圆管弯曲机十年生产经验供应范围覆盖福建省、漳州市、芗城区、龙文区、云霄县、漳浦县、诏安县、长泰区、东山县、南靖县、平和县、华安县、龙海区等区域。 |
【万泽锦达】业务覆盖多领域场景,主营南靖圆管弯拱机保质保量、云霄圆管弯拱机生产安装、平和圆管弯拱机诚信商家服务热情等产品服务。在漳州市芗城区采买圆管弯曲机十年生产经验到万泽锦达机械制造(漳州市芗城区分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:陈星经理-【18234130887】。 福建省,漳州市,芗城区 芗城区因九龙江西溪境内段别称芗江而得名,自梁大同六年(540年)置龙溪县,始有龙溪县城关。唐贞元二年(786年),州治迁入,龙溪县城关遂得名漳州。1985年,龙溪地区改为漳州市,同时设立芗城区。境内有尚书?探花”“三世宰贰”两座石牌坊和漳州文庙,为重点保护文物;漳州府衙旧址、中共福建临时省委旧址、嘉济庙碑、王升祠、比干庙、太平天国侍王府等,均是的文化古迹。
不要错过这部精心制作的圆管弯曲机十年生产经验产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:漳州芗城圆管弯曲机十年生产经验的图文介绍
随着规模的不断扩大,漳州芗城山西万泽锦达机械制造有限公司拥有一批专门从事设备设计、开发、生产的技术人员和的管理人才。建立比较完善的生产流程和质量管理体系。公司始终把 圆管弯拱机作为主业,不断更和开发产品来满足用户的需求。由于公司多年从事 圆管弯拱机的研究开发,在生产安装方面积累了大量的经验,以方便用户选购,以达到用户的满意效果。


关于圆管弯弧机模具
卷圆机设备的模具制作,均采用模具45号钢制成,这是一种具是真空脱炼钢,内质纯净,机械加工性良好,切削明显提高,淬透性良好,空冷淬硬不易出现淬裂,耐磨性好,韧性良好的材料。我们通过热处理四把火:退火、正火、淬火、回火模具的各种性能,如模具的塑性、耐磨、耐腐蚀等,以利于进行各种冷加工。
大型弯管机的几个技术热点:
1.管型规整化:设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180°的圆弧。过大的圆弧不但使机械笨重,而且受弯管机机床尺寸的限制;任意曲线、复合弯设计造型很不合理,妨碍了机械化、自动化生产,使操作者不好摆脱笨重的体力劳动:大于180°的圆弧使弯管机无法卸模。
2.弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“两管一模”。对于一根管子来说,弯曲角度如何,其弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”就是相邻直径规格的管子应尽量采用同一套模具,也就是使用同一套模具弯曲两种相邻型号的圆管,这样才有利于减少模具的数量,减少了成本。
3.适当的弯曲半径值:圆管弯曲半径的大小,决定了圆管在弯曲成型时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的r值为管子直径的2、3倍为好。
大型圆管弯管机产品讲解
随着技术的不断发展,弯管机的形式日趋多样化,弯管性能也在大幅度地提高。微型计算机、单片机、可编程控制器、交流伺服系统以及新型液压元器件和液压技术的应用,使弯管机的功能更趋完善。而数控弯管机将是现代弯管生产的主要设备。


将圆管放在冷弯机上,与减速带动的滚轮接触后,将压紧手柄进给锁紧,启动电机油泵组,由电动油泵输出的高压溢流阀(可调整压力),进入集成块到电缆 阀,有电液阀和动点开关(点进,点退)控制油缸工作,工作油缸推进,将圆管与三个支撑游轮压紧并为发生弯曲变形是时开始计算,油缸推进的长度进程为10mm-15mm,开主电机带动圆管工作,反复操作,达到所需为止。
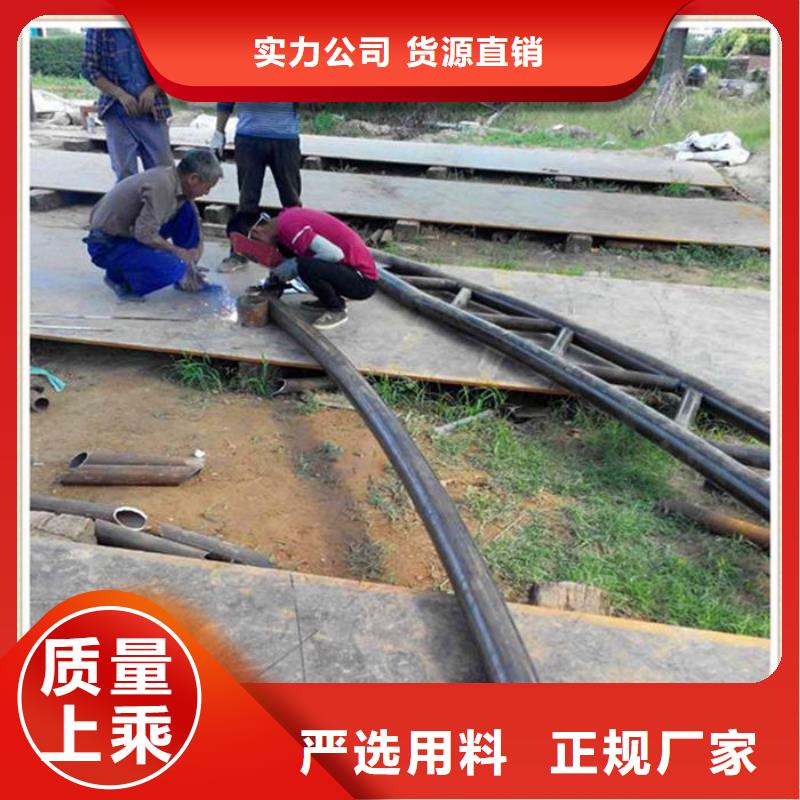
圆管弯拱机操作流程为:a.将所需冷弯加工的型钢由辅助系统的门式托架推放在两主动滚轮之间;b.启动液压系统使液压缸推动燕尾槽和冷弯滚轮冷压型钢;c.达到设计所需弧度时关闭液压系统,启动机械传动系统,使主动滚轮转动并依靠摩d.擦力带动型钢平稳缓慢前行,从而实现连续冷弯作业;e.冷弯结束时,关闭机械传动系统的同时,启动液压系统,将冷弯型钢放置在辅助系统 的门式托架上。
圆管冷弯机试机:为工作顺利,在开始工作前要把机器调试好。(1) 检查电源是否正常;(2) 检查电机和油泵,是否正转;(3) 将压力表开关打开,溢流阀调压手轮松开;(4) 点动电机,检查方向是否正确;(5) 检查液压换向阀手柄“前进”“后退”是否正常;(6) 工作无误后,起动电机,将油压调至10Mpa,试运三分钟左右,如果运转正常正式工作。



选购圆管弯曲机十年生产经验来漳州市芗城区找万泽锦达机械制造(漳州市芗城区分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:陈星经理-【18234130887】,地址:[山西太原小店区208国道东浦村东浦路一号]。
我们的其他产品