您当前的位置:商助贸易宝 » 苍溪商助贸易宝 »苍溪产品 » 优质的皮带线生产厂家
优质的皮带线生产厂家
更新时间:2025-10-13 09:05:11 ip归属地:广元,天气:阴转小雨,温度:13-26 浏览:1次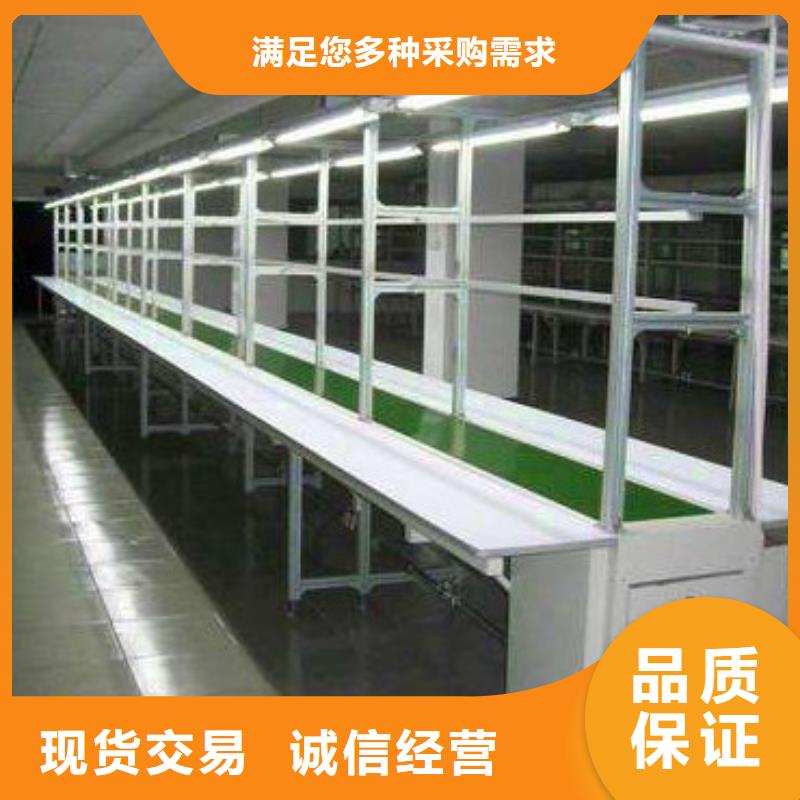



- 发布企业
- 依利达包装器材(广元市苍溪县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 热收缩包装机
- 所在地
- 佛山市禅城区南庄镇商业广场二座
- 联系电话
- 0757-85395000
- 手机
- 13927785571
- 联系人
- 陆经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:广元市苍溪县优质的皮带线生产厂家的产品参数
【依利达】为您提供青川热收缩包装机质优价保、利州热收缩包装机欢迎来厂考察等多元产品与服务。您是想要在广元市苍溪县采购高质量的优质的皮带线生产厂家产品吗?依利达包装器材(广元市苍溪县分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的优质的皮带线生产厂家产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:陆经理-【13927785571】,地址:《佛山市禅城区南庄镇商业广场二座》。 四川省,广元市,苍溪县 苍溪县古称“秦陇锁钥”、“蜀北屏藩”,因地处苍溪谷而得名。西晋太康六年(285年),于巴西郡阆中县境分置苍溪县,县治所在今陵江镇农坛村(又名县坝)。1985年9月9日,国务院批准苍溪县从南充地区划归广元市管辖。1986年1月起,苍溪县成为广元市属县。境内有G212国道、G75兰海高速、兰渝铁路穿境而过。苍溪县是现代农业示范县、中国雪梨之乡、中国红心猕猴桃之乡,境内有白鹭湖水利风景区、三溪口(玉带峡、武当山)森林公园、亭子湖市级风景名胜区、九龙山省级自然保护区等景点。
为了给您提供更的优质的皮带线生产厂家产品信息,解锁优质的皮带线生产厂家产品新体验,视频带你玩转每个细节!
以下是:广元苍溪优质的皮带线生产厂家的图文介绍


以铸焊接盘滚筒为例具体说明如下:
(1)确保筒皮卷制精度 ①卷头用120°圆弧样板检查,不能出现大于0.3mm的间隙,并考虑防止焊接时的凹陷现象; ②卷板半径用样板或模具进行检查,并保持钢板厚度变化均匀; ③卷制精度必须保持在2mm范围以内,以保证滚筒的外径尺寸要求及筒皮加工后能达到至小壁厚尺寸要求。
(2)接盘加工过程中的工艺控制要点 ①以接盘内壁为找正粗基准,一次装夹车成外圆、内孔及各部端面; ②接盘壁厚精度不得大于3mm; ③铸焊接盘要做静平衡试验,不平衡允许值不得大于1kg。 (3)滚筒不允许先包接盘后焊筒皮纵缝,采取筒皮校圆再装接盘的工艺方法,且筒皮与接盘点焊在摆焊台上进行。 (4)筒体加工过程中的控制要点 ①重视镗内孔的找正,采取在镗杆上装夹百分表,以粗加工时内孔为基准,打表找正,精度应小于0.5mm; ②找正后串镗杆一次镗成两端面止口及内孔;③检测滚筒的至小壁厚与壁厚差。测量时,为了更准确地反映整个滚筒的壁厚差,对于铸焊接盘滚筒,采取在距环缝100mm处,沿圆周方向避开纵环缝50mm,每隔90°等分4条线,每条线上均匀地测4点壁厚,至小值大于至小壁厚,差值小于规定的壁厚差。



广元苍溪依利达包装器材有限公司服务于全国 热收缩包装机行业,建立了完善的检验体系,并以现代高科技研发为手段,以自主知识产权的先进制造工艺技术,提供全系列搭配方案供客户选择。


滚筒静不平衡对皮带输送线性能的影响:滚筒是皮带输送线的主要转动部件,材料组织不均匀、零件外形误差、加工误差、装配误差以及结构形状局部不对称等原因,都会引起滚筒质点对其重心轴线分布不均匀,造成旋转中的滚筒重心主惯性轴与旋转轴线不重合,产生不平衡离心力即静不平衡。尤其是重型或高转速的滚筒,即使具有很小的偏心距(滚筒转动部分的重心轴线对旋转轴线的偏心量),也会引起非常大的不平衡离心力,直接对轴或轴承座产生磨损,且由于受力不均,易使及其产生振动,使皮带输送线运行平稳性差,缩短输送机的使用寿命。所以,滚筒的这种不平衡离心力原则上是越小越好,实际生产过程中必须加以控制,使其在允许范围之内。
1、滚筒静不平衡允许值的确定: 根据GB-10595-1989《带式输送机技术条件》中要求,滚筒静平衡精度等级应达到G40标准,即滚筒转动部分的许用不平衡度以等于40为标准,凡小于40时符合要求。滚筒静不平衡允许值大小与滚筒的转动部分(即转子)质量、许用偏心距、转子转速有关。同一滚筒在不同带速下,静不平衡允许值不同,带速越高其允许值越小。
2、滚筒静不平衡的控制方法: 当滚筒的静不平衡值超过规定的允许值时,虽然可以通过在滚筒接盘上添加材料的办法予以补偿,但存在以下弊端:①增加生产制造成本;②影响产品外观;③经过长期运转,配重块易掉下来;④若超差太多,将无法进行补偿,也是设计、工艺上 不允许的。



elida

皮带输送机缓冲滚筒的结构及特点
1、产品用途:缓冲滚筒用于带式输送机转运落差环节中,在下落的煤流中设置一个满间旋转的缓冲装置,相当于把连续下落的煤流分割成两段,有效地降低了煤流到达输送受料点的终速度。在输送系统中,由于工艺布置要求存在着不可避免的大落差转运点,设置缓冲滚筒,可大大改善运行条件。
2、产品结构: 缓冲流筒由机壳、转子和传动部分组成,转子通过十子滑块联轴器与行星摆线针轮减速机相连,转子、机壳均采用焊接结构,结构紧凑、加工容易、耐冲击、耐磨损。机壳为封闭式,备有检查门。
3、产品特点: 在输送机系统转运点上,由于煤流的自由下落会带动和吸引周围空气进入煤管,在落煤管的下部产生正压,从导煤槽出口和其他缝隙中溢出,这样由煤流引起的风量称为诱导风量。试验指出诱导风量与转运点高度差成正比,在转运点设置缓冲滚筒之后,由于落差降低,诱导风量减少,从而可以减轻转运点落煤管粉尘外溢,有利于环境粉尘浓度,改善劳动条件。同时,由于煤流终速度的降低,可以减轻对皮带输送机受料点的冲击,改善受料工况,延长胶带机和受料段缓冲托辊等部件寿命。
选购优质的皮带线生产厂家来广元市苍溪县找依利达包装器材(广元市苍溪县分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:陆经理-【13927785571】,地址:[佛山市禅城区南庄镇商业广场二座]。
我们的其他产品