您当前的位置:商助贸易宝 » 邵武商助贸易宝 »邵武产品 » 不锈钢复合管工厂直营
不锈钢复合管工厂直营
更新时间:2025-10-28 09:07:34 ip归属地:南平,天气:阴转多云,温度:16-23 浏览:1次

- 发布企业
- 茂硕钢铁 (南平市邵武市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 不锈钢碳素钢复合管护栏厂家
- 所在地
- 开发区新区天津路18号
- 联系电话
- 13258995901
- 手机
- 13258995901
- 联系人
- 付经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:南平市邵武市不锈钢复合管工厂直营的产品参数
【茂硕 】为客户提供多样化产品,包括顺昌不锈钢碳素钢复合管护栏厂家选择我们选择放心、武夷山不锈钢碳素钢复合管护栏厂家应用广泛、光泽不锈钢碳素钢复合管护栏厂家来图加工定制、建阳不锈钢碳素钢复合管护栏厂家品质做服务等,适配多元场景需求。不锈钢复合管工厂直营,茂硕钢铁 (南平市邵武市分公司)为您提供不锈钢复合管工厂直营的资讯,联系人:付经理,电话:【13258995901】、【13258995901】。 福建省,南平市,邵武市 邵武市,素有“铁城”之称,福建省辖县级市,由南平市代管,地处福建省西北部,北纬26°55'~27°35',东经117°2'~117°52'之间,总面积2836.73平方千米。截至2022年10月,邵武市辖4个街道、12个镇、3个乡,市人民政府驻昭阳街道新建路8号。截至2022年末,邵武市常住人口为27.1万人。
不要错过这部精心制作的不锈钢复合管工厂直营产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:南平邵武不锈钢复合管工厂直营的图文介绍
目标:
公司做到:诚实守信,追求卓越。
产品做到:质量保证、客户至上、做优质优价的 不锈钢碳素钢复合管护栏厂家产品。
开发做到:做到诚信沟通,考虑实际需求,本着互相提高、友好协作、力求创新,力求你的满意!
市场做到:品质是 不锈钢碳素钢复合管护栏厂家产品的生命,管理出效益,培育市场!
管理做到:以人为本,珍重人才,服务行业、共同发展


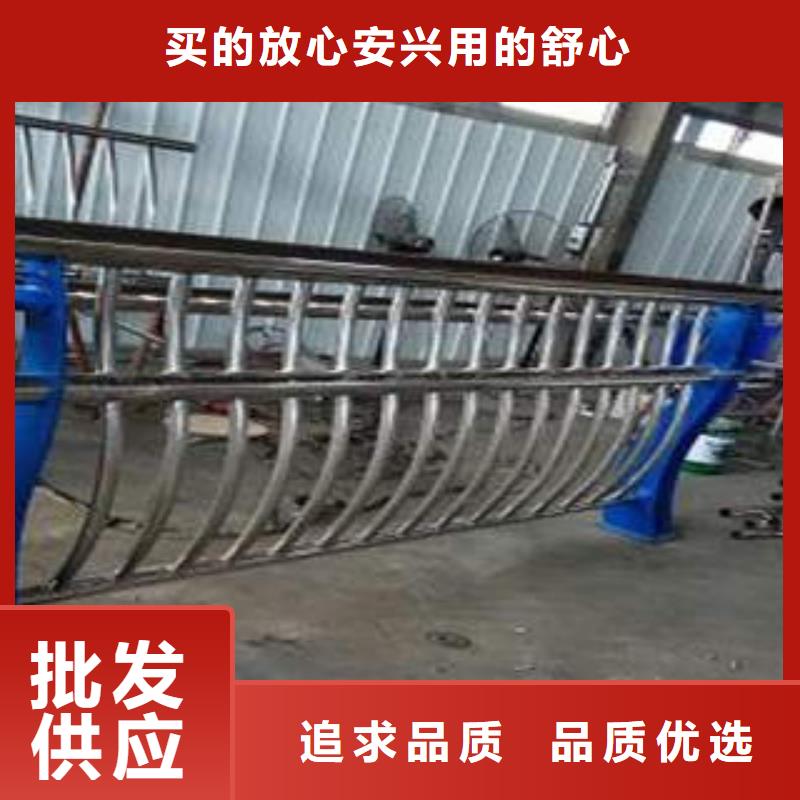
不锈钢复合管怎么焊接?
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。


什么是不锈钢复合管?不锈钢复合管由不锈钢和碳素结构钢两种金属材料使用压力同步复合材料新的无损,两个不锈钢耐腐蚀耐磨损和美丽的外表,以及碳钢良好的抗弯强度和抗冲击性。符合节能和普遍原则。不锈钢复合管在2002年正式颁布的标准GB / t18704 - 2002,从材料选择、质量检验等有一套严格的管理,由于外形美观,其价格低的优点。
不锈钢复合管的含义是什么?不锈钢管材料为铁管,铁管的外包裹着不锈钢层,比较坚固,在管口封闭良好的情况下可以确保防锈期和纯不锈钢一样。
防止不锈钢复合管焊接起裂纹的办法?首先在焊接前期要选择跟不锈钢复合管材质一样的焊条来焊接,一定要确定你的不锈钢复合管的材质规格,不一样的材质焊接到一起肯定会起反应的,焊材使用错误就会导致不锈钢复合管有裂纹现象出现,稀释率高也能导致裂纹,不锈钢复合管的焊接层面不应高于150度以上。你可以让电弧热量偏向不锈钢复合管侧。层间温度能够控制150度左右。
所谓不锈钢无缝钢管与碳钢无缝钢管的差异,主要是指在不锈钢和碳钢的设计规则的差异,也就是说这两种钢的设计规则不能通用。这些差异如下:
不锈钢设计规则不能用于碳钢是因为有3个根本区别,不锈钢和碳钢:,冷加工不锈钢硬化,例如,当弯曲是各向异性的,即:水平和垂直的性能差异。可以使用通过冷加工和增加强度,但如果与弯区总面积小,可以忽略不计的增加相比,增加了强度系数有一定程度的增加。第二,不同的应力-应变曲线的形状,不锈钢产量应力弹性极限约为50%,小值的情况下,标准中所规定的,屈服应力值低于产量碳钢的应力值。第三,不锈钢无屈服点,通常由ó0.2代表屈服应力被认为是相等的值。
不锈钢复合管的含义是什么?不锈钢管材料为铁管,铁管的外包裹着不锈钢层,比较坚固,在管口封闭良好的情况下可以确保防锈期和纯不锈钢一样。
防止不锈钢复合管焊接起裂纹的办法?首先在焊接前期要选择跟不锈钢复合管材质一样的焊条来焊接,一定要确定你的不锈钢复合管的材质规格,不一样的材质焊接到一起肯定会起反应的,焊材使用错误就会导致不锈钢复合管有裂纹现象出现,稀释率高也能导致裂纹,不锈钢复合管的焊接层面不应高于150度以上。你可以让电弧热量偏向不锈钢复合管侧。层间温度能够控制150度左右。
所谓不锈钢无缝钢管与碳钢无缝钢管的差异,主要是指在不锈钢和碳钢的设计规则的差异,也就是说这两种钢的设计规则不能通用。这些差异如下:
不锈钢设计规则不能用于碳钢是因为有3个根本区别,不锈钢和碳钢:,冷加工不锈钢硬化,例如,当弯曲是各向异性的,即:水平和垂直的性能差异。可以使用通过冷加工和增加强度,但如果与弯区总面积小,可以忽略不计的增加相比,增加了强度系数有一定程度的增加。第二,不同的应力-应变曲线的形状,不锈钢产量应力弹性极限约为50%,小值的情况下,标准中所规定的,屈服应力值低于产量碳钢的应力值。第三,不锈钢无屈服点,通常由ó0.2代表屈服应力被认为是相等的值。



不锈钢复合管工厂直营_茂硕钢铁 (南平市邵武市分公司),固定电话:【13258995901】,移动电话:【13258995901】,联系人:付经理,开发区新区天津路18号。
我们的其他产品