公司新闻
#螺旋钢管#-生产厂家
更新时间: 2025-10-31 21:47:57 ip归属地:深圳,天气:阴,温度:21-31 浏览:3次
以下是:深圳市西乡街道#螺旋钢管#-生产厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | #螺旋钢管#-供应范围覆盖广东省、深圳市、西乡街道、罗湖区、福田区、南山区、宝安区、龙岗区、盐田区、横岗街道、平湖街道、南山区、坂田街道、光明区、观澜街道、西丽街道、龙岗区、民治街道、沙井街道、石岩街道、公明街道、坪山区、松岗街道、梅林街道、蛇口街道、罗湖区、龙华街道、福永街道、大浪街道、福田区、南头镇、东门街道、布吉街道、坑梓街道、大梅沙社区、沙头角街道、宝安区等区域。 |
【全通】业务覆盖多元场景,提供以下产品和服务:大浪螺旋钢管厂家直销大量现货、沙头角螺旋钢管专注生产制造多年、南山螺旋钢管可定制有保障等。#螺旋钢管#-生产厂家,全通管道(深圳市西乡街道分公司)为您提供#螺旋钢管#-生产厂家,联系人:销售经理 王国忠,电话:【0317-6364677】、【13832702077】。
#螺旋钢管#-生产厂家视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:#螺旋钢管#-生产厂家的图文介绍
河北全通螺旋钢管厂以雄厚的实力、可靠的质量、储存钢管齐全、库存量大之优势,本着守法、守信、创新的理念,打造精品,现在螺旋钢管的常用标准一般分为:SY/T5037-2000(部标、也叫 普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-1997(国标、也叫石油天然气工业输送钢管交货技术条件第1部分:A级钢管(到目前要求严格的有GB/T9711.2 B级钢管)、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、SY/T5040-92(桩用螺旋缝埋弧焊钢管)。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。螺旋钢管在出厂之前应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。
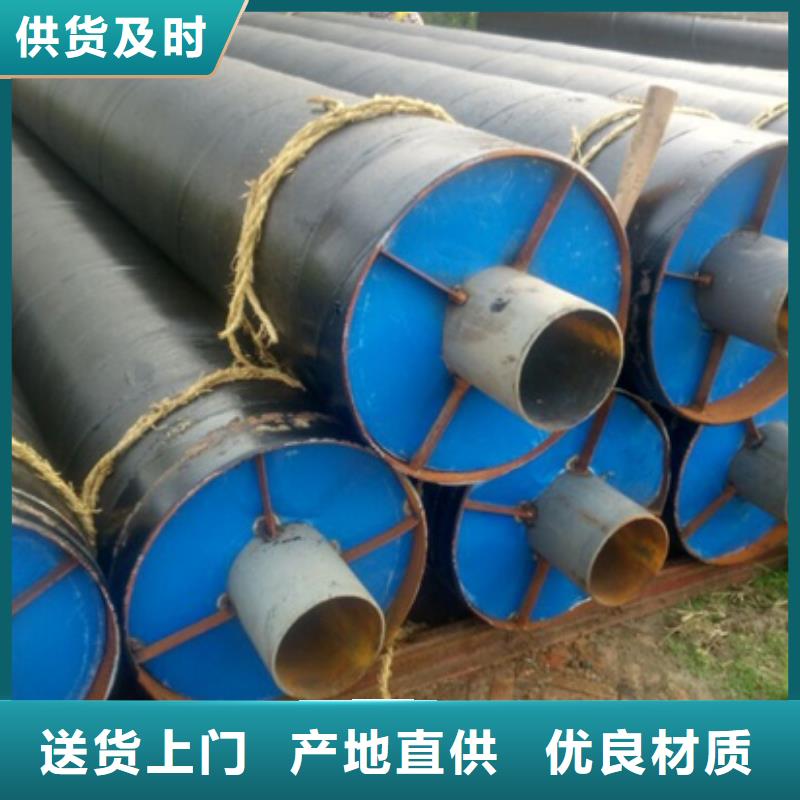
直缝钢管的质量检测方法如下:从表面上判断,也就是在外观检验。焊接接头的外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能。物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件内部缺陷情况的检查,一般都是采用无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,必须遵守相应的技术措施,以防试验过程中发生事故。
致密性检验:贮存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等。根据螺旋钢管质量检验结果,通常将螺旋钢管分为三类:合格品、返修品和废品。合格品指外观质量和内在质量符合有关标准或交货验收技术条件的螺旋钢管;返修品指外观质量和内在质量不完全符合标准和验收条体,但允许返修,返修后能达到标准和验收条件的螺旋钢管;废品指外观质量和内在质量不合格,不允许返修或返修后仍达不到标准和验收条件的螺旋钢管。6、近年来,我公司以优质的产品质量与完善的售后服务获得了洛阳,成都,西安,兰州等全省工程建设指定制造商、河南省质量检测单位、省级评委AAA级管道企业、被评委*全通勇创佳绩*等荣誉称号。
直缝钢管的质量检测方法如下:从表面上判断,也就是在外观检验。焊接接头的外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能。物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件内部缺陷情况的检查,一般都是采用无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,必须遵守相应的技术措施,以防试验过程中发生事故。
致密性检验:贮存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等。根据螺旋钢管质量检验结果,通常将螺旋钢管分为三类:合格品、返修品和废品。合格品指外观质量和内在质量符合有关标准或交货验收技术条件的螺旋钢管;返修品指外观质量和内在质量不完全符合标准和验收条体,但允许返修,返修后能达到标准和验收条件的螺旋钢管;废品指外观质量和内在质量不合格,不允许返修或返修后仍达不到标准和验收条件的螺旋钢管。6、近年来,我公司以优质的产品质量与完善的售后服务获得了洛阳,成都,西安,兰州等全省工程建设指定制造商、河南省质量检测单位、省级评委AAA级管道企业、被评委*全通勇创佳绩*等荣誉称号。


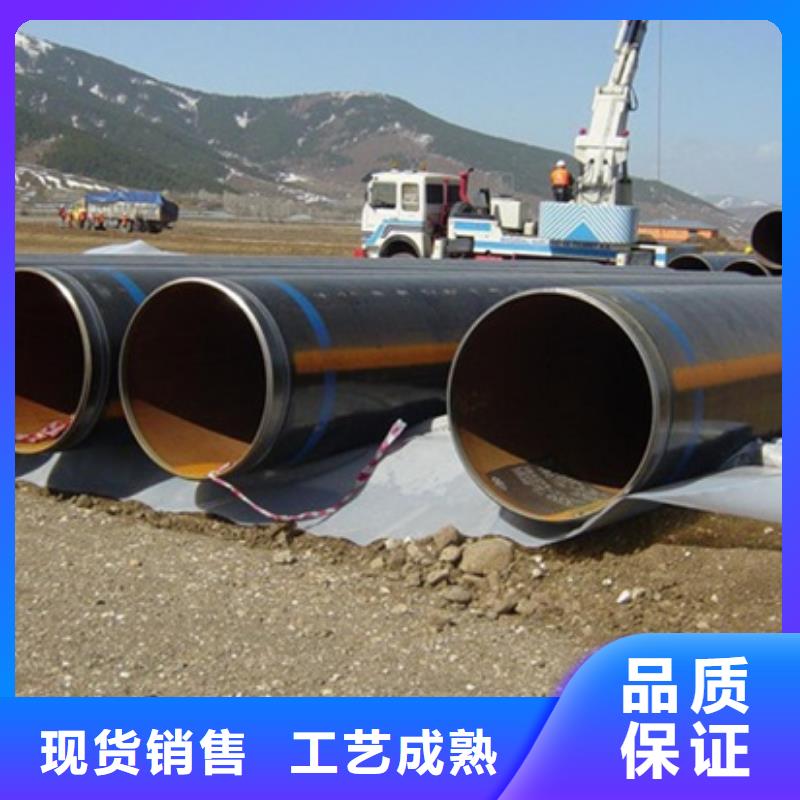
我公司现拥有国内先进的螺旋钢管生产线四条,年生产直径219-3620mm,壁厚5-26mm的双面埋弧螺旋焊钢管6万吨,产品执行SY/T5037-2000标准和GB/T9711-2011标准,直缝焊管生产线2条,直径57mm-711mmERW高频焊管,直径355mm-1820mmJCOE双面埋弧焊直缝管,年生产5万吨; 产品主要用于石油、天然气、煤气、排水、蒸汽等流体长途输送管线及供热、疏浚、化工、制冷、井壁套管、打桩等工程配套。用途:自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设;作液体输送用:给水、排水 ;作气体输送用:煤气、蒸气、液化石油气;作结构用:作打桩管(桩用螺旋钢管)、作桥梁、钢结构; 码头、道路、建筑结构用管等;螺旋管将热轧带钢按螺旋形弯曲成形,用埋弧自动焊进行内缝和外缝的焊接制成螺旋管。由于以下原因它能广泛地应用于大直径螺旋管的生产中:只要改变成形角度,就可以用同一宽度的带钢生产各种口径的螺旋管,因为是连续弯曲成形,所以螺旋管的定尺长度不受限制.
沧州全通钢管制造有限公司再次获得由工商局颁发的“守合同重信用企业”,公司自2008年成立以来,连续多年获得此。企业信用不仅是企业的生命,也是社会信用建设的基础。一个企业只有真正树立“守合同,重信用”的诚信观,才能在日趋开放、日益竞争的全球市场经济中立稳脚根。公司专注于螺旋钢管的生产加工。在多年的发展过程中,非常重视企业信用建设,始终坚持诚信经营。用“诚实做事,诚信经营”的理念影响我们的员工、客户和合作伙伴。优质的产品、完善的服务为赢得了社会各界的好评。此次省级荣誉的获得正是社会对公司诚信经营的肯定,它将激励公司员工在今后的工作中,以更多的热情去为客户服务,认真做好企业合同信用管理,切实履行企业社会责任,为进一步推动企业信用体系建设贡献得高的力量。
公司的主导产品为规格φ219mm-φ3620mm壁厚3mm-60mm的螺旋双面埋弧焊钢管,规格Φ18mm-Φ820mm,壁厚2mm-50mm 的热轧热扩无缝化钢管,φ57mm-φ1420mm壁厚3mm-20mm直缝焊接钢管, Φ400mm-Φ3500mm,壁厚6mm-100mm 的大口径压力钢板卷管,及Φ400-Φ2000mm对焊法兰,钢级为Q235、Q345B、16锰、20#、L245、L290、L360、X42-X70B的材质。公司产品执行API Spec 5L、API Spec 5CT、API Spec 5B,SY/T5037-2000,GB/T9711.1-1997,GB/T8163-2008,GB/T8162-2008,GB/ T3091-2008标准。
焊缝处理:螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
沧州全通钢管制造有限公司再次获得由工商局颁发的“守合同重信用企业”,公司自2008年成立以来,连续多年获得此。企业信用不仅是企业的生命,也是社会信用建设的基础。一个企业只有真正树立“守合同,重信用”的诚信观,才能在日趋开放、日益竞争的全球市场经济中立稳脚根。公司专注于螺旋钢管的生产加工。在多年的发展过程中,非常重视企业信用建设,始终坚持诚信经营。用“诚实做事,诚信经营”的理念影响我们的员工、客户和合作伙伴。优质的产品、完善的服务为赢得了社会各界的好评。此次省级荣誉的获得正是社会对公司诚信经营的肯定,它将激励公司员工在今后的工作中,以更多的热情去为客户服务,认真做好企业合同信用管理,切实履行企业社会责任,为进一步推动企业信用体系建设贡献得高的力量。
公司的主导产品为规格φ219mm-φ3620mm壁厚3mm-60mm的螺旋双面埋弧焊钢管,规格Φ18mm-Φ820mm,壁厚2mm-50mm 的热轧热扩无缝化钢管,φ57mm-φ1420mm壁厚3mm-20mm直缝焊接钢管, Φ400mm-Φ3500mm,壁厚6mm-100mm 的大口径压力钢板卷管,及Φ400-Φ2000mm对焊法兰,钢级为Q235、Q345B、16锰、20#、L245、L290、L360、X42-X70B的材质。公司产品执行API Spec 5L、API Spec 5CT、API Spec 5B,SY/T5037-2000,GB/T9711.1-1997,GB/T8163-2008,GB/T8162-2008,GB/ T3091-2008标准。
焊缝处理:螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。



全通管道公司位于中国三大钢管生产基地之一的沧州市盐山城南开发区,是一家专业双面埋弧焊螺旋钢管,螺旋钢管,厚壁螺旋钢管,螺旋焊管,双面埋弧螺旋焊管生产厂家螺旋焊接钢管,直缝焊管,螺旋管道等产品于一体的大型企业集团.材质为:Q235A,Q235B、20#、Q345(16Mn)、L245(B)、L290(X42)、等,产品执行API SPEC5L、5CT 、GB/T9711.2、SY/T5037、GB/T8163、GB/T8162标准。广泛用于天然气、石油、化工、电力、热力、给排水、蒸汽供热、水电站用压力钢管、火力发电、水源等长距离输送管线及打桩、桥梁、钢结构等工程领域。质量在我手中.客户在我心中.质量赢得市场.诚信铸就品质。由于市场价格不景气.我公司向您承诺:质量在我手中.客户在我心中.质量赢得市场.诚信铸就品质。责任是质量的保证.质量是品牌的生命。我公司专业生产的防腐管道价格低廉.规格齐全.物美价廉。我公司秉承:不收不良产品、不做不良产品、不出不良产品.严格把握质量要求的产品。让每一位客户放心选择我们.您的开始将是我们的 !合作愉快!
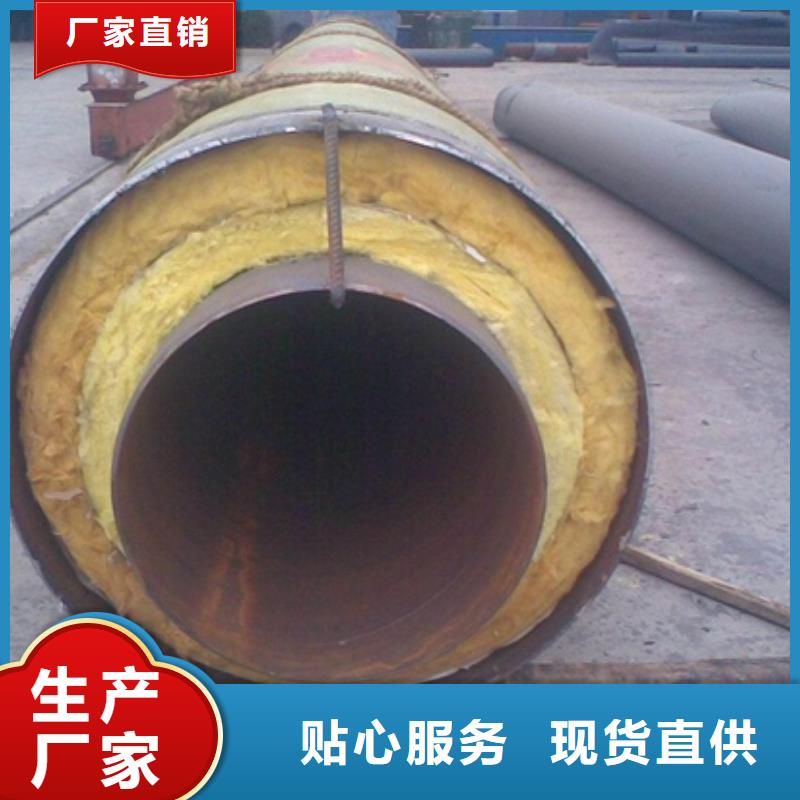
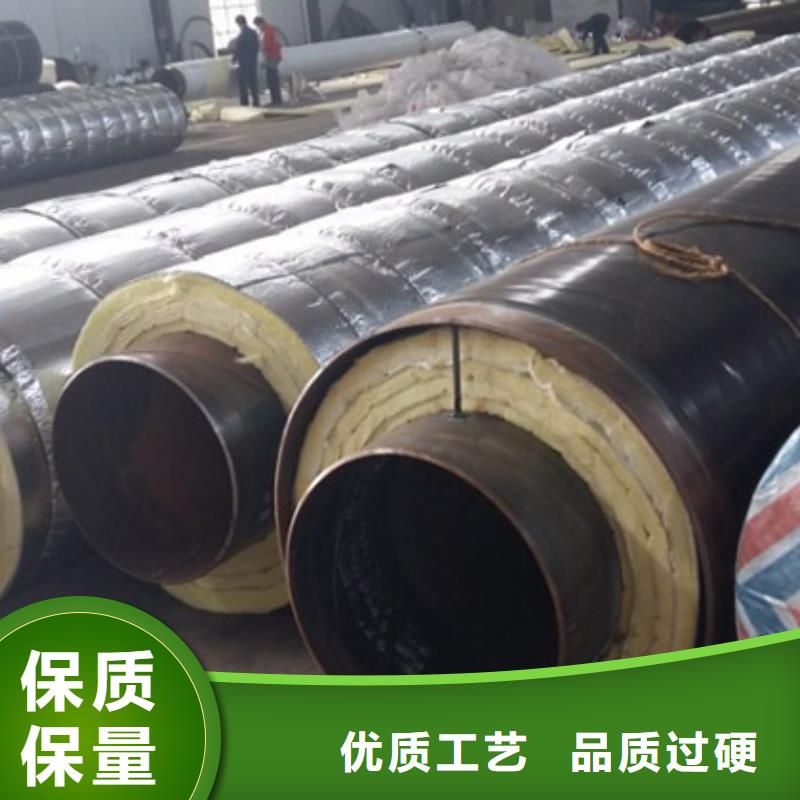
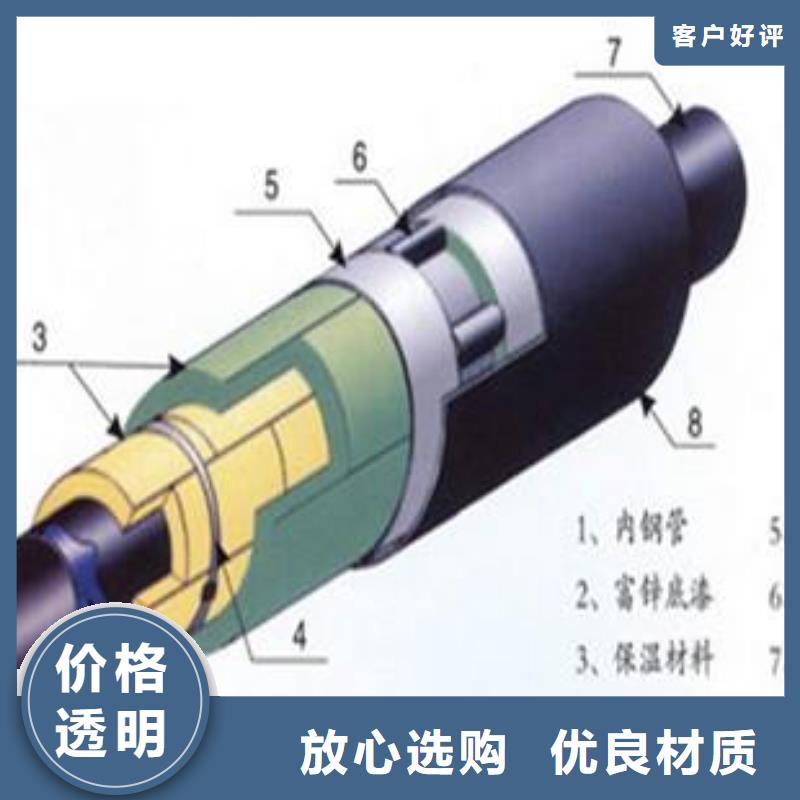
螺旋钢管分为单面埋弧焊的和双面埋弧焊:1.单面埋弧焊:单面焊成形方式分为强制成形和自由成形,现今一般使用强制成形,通常利用陶瓷衬垫。在焊接钢筋的时候,两个钢筋接头,只在接头的一面(或侧)施焊的焊接就叫单面焊。焊接长度为10倍d(d是钢筋直径)。例如两个直径25毫米的钢筋搭接,焊缝长度要到达25厘米或者25厘米以上。 焊缝的小厚度为0.05d。焊缝宽度小为0.1d。才能达到焊接的要求。2.双面埋弧焊:双面埋弧焊管采用双面埋弧螺旋焊接技术,将窄带(板)卷连续焊接而成的钢管。其在我国西气东输等油气长输管道工程中获得了广泛应用,是我国油气长输管道工程采用的主要管型。 钢管成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。
加工的钢管在直径和壁厚的钢管尺寸规格范围上,有更大的灵活性,尤其在生产高钢级厚壁钢管,特别是大口径厚壁管方面具有其他工艺无法比拟的优势,可满足用户在钢管规格方面更多的要求;采用先预焊后内外焊(精焊)的工艺,可在 位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量;进行整体机械扩径,可有效地提高钢管的尺寸精度,并改善钢管内应力的分布状态,从而避免由于应力腐蚀造成的破坏,同时有利于现场的焊接施工;对钢管进行9项的质量检查,使钢管生产的全过程均在有效的检测、监控之下,有效地保证了埋弧焊钢管产品质量;整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由中央控制室对生产过程中的技术参数和质量指标进行采质量其承压能力高 、阻力小、耐低温、抗腐蚀、安装维修方便等优点而越来越受到石油天然气、矿浆输送、城市建设等行业的欢迎,工艺流程首先进行全板超声波检验。
螺旋钢管焊接方式为埋弧焊;成型工艺,前摆式断续生产;机组速度,0.5--3m/min;焊接速度,0.5--3m/min。机组由开卷机、矫正机、对中装置、液压剪、铣焊机、圆盘剪、铣边机、板面清扫设备、递送机、板边预弯设备、成型机、内焊、外焊、飞边、拨出、倒渣、补焊、平头倒棱、水压检验、成品检验、除油收集组成。
螺旋钢管分为单面埋弧焊的和双面埋弧焊:1.单面埋弧焊:单面焊成形方式分为强制成形和自由成形,现今一般使用强制成形,通常利用陶瓷衬垫。在焊接钢筋的时候,两个钢筋接头,只在接头的一面(或侧)施焊的焊接就叫单面焊。焊接长度为10倍d(d是钢筋直径)。例如两个直径25毫米的钢筋搭接,焊缝长度要到达25厘米或者25厘米以上。 焊缝的小厚度为0.05d。焊缝宽度小为0.1d。才能达到焊接的要求。2.双面埋弧焊:双面埋弧焊管采用双面埋弧螺旋焊接技术,将窄带(板)卷连续焊接而成的钢管。其在我国西气东输等油气长输管道工程中获得了广泛应用,是我国油气长输管道工程采用的主要管型。 钢管成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。
加工的钢管在直径和壁厚的钢管尺寸规格范围上,有更大的灵活性,尤其在生产高钢级厚壁钢管,特别是大口径厚壁管方面具有其他工艺无法比拟的优势,可满足用户在钢管规格方面更多的要求;采用先预焊后内外焊(精焊)的工艺,可在 位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量;进行整体机械扩径,可有效地提高钢管的尺寸精度,并改善钢管内应力的分布状态,从而避免由于应力腐蚀造成的破坏,同时有利于现场的焊接施工;对钢管进行9项的质量检查,使钢管生产的全过程均在有效的检测、监控之下,有效地保证了埋弧焊钢管产品质量;整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由中央控制室对生产过程中的技术参数和质量指标进行采质量其承压能力高 、阻力小、耐低温、抗腐蚀、安装维修方便等优点而越来越受到石油天然气、矿浆输送、城市建设等行业的欢迎,工艺流程首先进行全板超声波检验。
螺旋钢管焊接方式为埋弧焊;成型工艺,前摆式断续生产;机组速度,0.5--3m/min;焊接速度,0.5--3m/min。机组由开卷机、矫正机、对中装置、液压剪、铣焊机、圆盘剪、铣边机、板面清扫设备、递送机、板边预弯设备、成型机、内焊、外焊、飞边、拨出、倒渣、补焊、平头倒棱、水压检验、成品检验、除油收集组成。



深圳西乡盐山全通管道有限公司主营 螺旋钢管,为客户提供优质的 螺旋钢管产品、良好的技术支持、健全的售后服务以及真诚的态度均得到新老客户的一致好评。公司组织机构健全且拥有一批经验丰富、高素质、率的员工队伍,深圳西乡盐山全通管道有限公司是深圳西乡 螺旋钢管企业,如果您对我公司的 螺旋钢管产品服务有兴趣,请在线留言或者来电咨询。



焊缝处理:为了对原材料和产成品质量检测控制能力公司先后购置了物理天平、分析天平、碳硫分析仪、直读光谱仪、冲击试验机、落槌试验机、断口图像分析仪、硬度测试仪、拉力试验机等先进的检测设备。可以地分析机械性能以及材质。“诚信、求实、拼搏、奋进”是河北全通管道有限公司的企业精神,这也是河北全通管道有限公司对每一位顾客的承诺:如今,河北全通管道有限公司已经迈开其高速发展的步伐致力于更优质的服务。信赖;欢迎来电垂询或亲临指导。我公司将凭借良好的信誉,雄厚的实力,优质的产品,低廉的价格服务于广大用户。 经营理念:“信誉 ,服务至上”——让客户买得放心,用得放心。 经营宗旨:“以诚为本,互惠双赢”——以优良的产品,低廉的价格,服务于广大新老客户。 在此,公司经理携全体员工,将凭借良好的信誉,雄厚的实力,优质的产品,低廉的价格服务于广大用户。谨向对公司一贯给予关怀、支持和帮助的新老朋友和广大客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互利,共求发展。 河北全通管道有限公司,愿与海内外朋友一起精诚合作,携手共创价值!
我公司是专业生产销售螺旋钢管,全通螺旋管,厚壁螺旋焊管,大口径螺旋管,Q235B矩管方管生产,全通螺旋管厂,q235螺旋管,大口径螺旋管,螺旋钢管价格,全通螺旋管,螺旋管生产厂家的企业,坐落在河北省沧州市工业开发区,交通便利,通讯设施发达。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
我公司是专业生产销售螺旋钢管,全通螺旋管,厚壁螺旋焊管,大口径螺旋管,Q235B矩管方管生产,全通螺旋管厂,q235螺旋管,大口径螺旋管,螺旋钢管价格,全通螺旋管,螺旋管生产厂家的企业,坐落在河北省沧州市工业开发区,交通便利,通讯设施发达。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。


选购#螺旋钢管#-生产厂家来深圳市西乡街道找全通管道(深圳市西乡街道分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:销售经理 王国忠-【13832702077】,地址:[盐山县城南开发区]。
产品


其他新闻
- 防撞护栏费用 2025-10-31
- 性价比高的方矩管公司 2025-10-31
- 复合管-欢迎新老客户实地考察 2025-10-31
- 钢板厂家直销 2025-10-31
- 电动洒水车、电动洒水车生产厂家—薄利多销 2025-10-31
- 精密管_[通圆钢管制造有限公司] 2025-10-31
- 电缆热销货源 2025-10-31
- 无缝钢管厂家-信守承诺 2025-10-31
- 快速接头足量供应 2025-10-31
- 阻燃同轴电缆ZRSYV供应 2025-10-31
- 弯头加工厂 2025-10-31
- 供应批发不锈钢复合管护栏-保量 2025-10-31
- 不锈钢管-不锈钢管本地厂家 2025-10-31
- 铸铁型材批发 2025-10-31
- 推拉雨蓬批发厂家价格优惠 2025-10-31
联系方式
