弯供机厂家
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 弯供机供应范围覆盖山西省、太原市、大同市、长治市、晋城市、阳泉市、朔州市、晋中市、运城市、忻州市、临汾市、吕梁市 尧都区、曲沃县、翼城县、襄汾县、洪洞县、古县、乡宁县、大宁县、隰县、永和县、蒲县、汾西县、侯马市、霍州市等区域。 |

定制圆管弯管机厂家直销产品介绍:
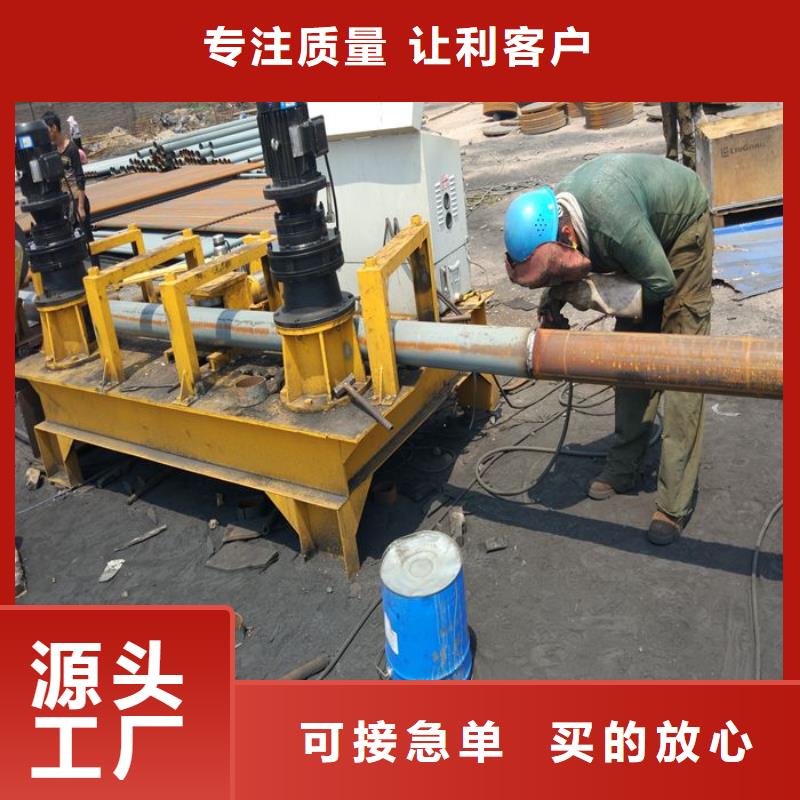
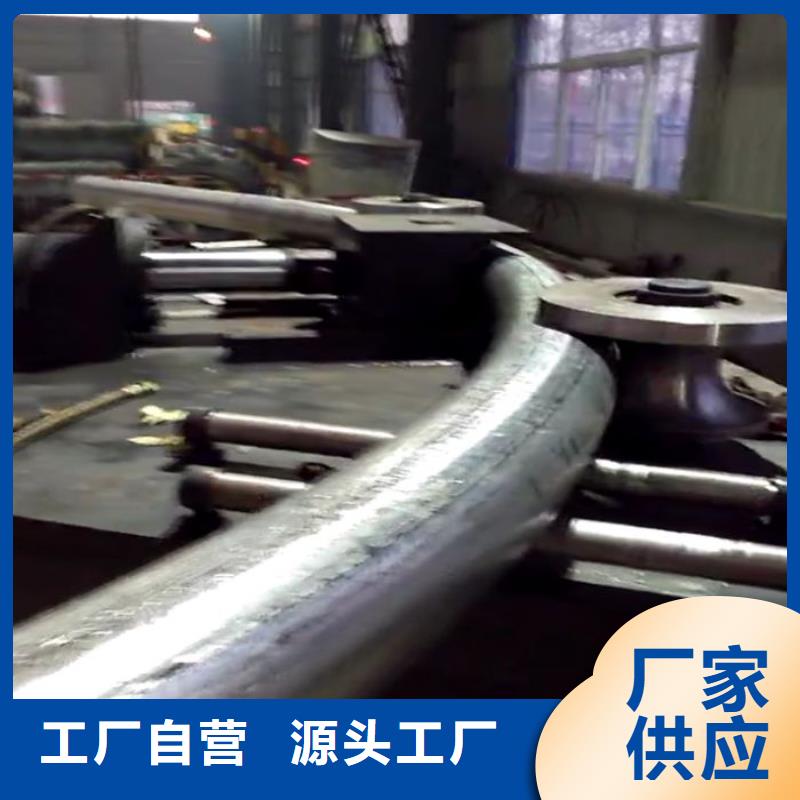
弯管机主要是通过液压系统顶进,对管材、型材进行冷弯,通过主电机的传动,带动了管材、型材往前行进,通过调节顶辊的顶进尺寸,可以调整弯曲半径。管材和钢材在冷弯压力的作用下,会有变形产生,根据钢材的变形系数不同,钢材的变形效果也不一样!
弯管机是我厂生产的母体,主要用于对管材、型钢等钢材的冷弯作业!主要适用的钢材有:圆管、方管、异型管,适用的材料有:不锈钢、铝型材等。本机主要可以用于对这些钢材的卷圆、弯弧的加工,同时,我们的设备按照工作原理可以分为:机械式、液压式、数控等类型!当然了,工作原理肯定都是相通的!只是在岁月的长河里,机械式的设备逐渐在被液压式的代替!
定制数控方管弯管机设备参数:
重量 1.5t
电机功率 4kw*3
生产速度 5m/min
配用电机 jy112m-4
外形尺寸 1200×1420×1150mm
电压 380v
安装、使用、维护全操作规程。
1、安装在坚硬的基础面上、设备保持平稳。开机前减速器应加润滑油。
2、使用设备前、请认真阅读说明书、再进行设备操作。严格遵守规章制度和安
3、操作人员应了解并掌握设备的结构及工作原理和保养检查点。掌握开机、停机的方法和顺序(按电磁调速电机的使用说明书操作)。
4、设备正在运行时如须打反转、则应先将调速开关复位、停机后停1分钟再开机。
5、被动轮进给时、应先将紧固螺栓松开、进给达到刻度后、再将圆螺母拧紧固定;被动轮两边的螺栓(4-m30)拧紧、固定。每次被动轮进给时需将工件完全退出后再进给。
6、使用过程中应及时清理压轮槽内及工作台表面的杂滓。请注意、本机电源为三项四线。


圆管弯弧机特点
1、具有手动、自动、半循环、全循环等多种功能任意选择。16种角度设置(0-185°任意选择。)
2、移动式脚踏开关,具有自动起动,紧急?停止,紧停连续三种功能,性高。
3、大容量冷却循环系统,使机器运行更稳定。模具更换简单方便,便于弹性生产。
弯管机对于煤矿,铁矿,金矿,电力施工,公铁路建设,锅炉、桥梁、船舶、家俱,装潢等方面的管道铺设及修造都有其重要的作用。
圆管弯管机操作规程
1、机床必须良好的接地,导线不得小于4mm2铜质软线。不允许接入高过规定范围的电源电压,不能带电插拔插件,否则可能损坏器件。定期在滑动部位加润滑油。
2、开机前准备:检查油箱油位是否到油位线,各润滑点加油,开机确认电机转向,检查油泵有无异常声音,开机后检查液压系统有无漏油现象。
3、机床开动时注意人体不得进入转臂旋转扫过的范围。机床工作时,所有人员禁止进入转臂及管件扫过的空间范围!
4、机床液压系统采用YA-N32普通液压油(原牌号20号),正常情况下每年更换一次,滤油器必须同时清洗。
5、调整机床(模具)时,应由调整者自已按动按钮进行调整。不可一人在机床上调整,另一人在控制柜上操作。
6、调整机床或开空车时应卸下芯杆。液压系统压力不可大于14Mpa。
7、手动调整侧推油缸速度时转臂应旋转至≥900时进行调整,调整速度为转臂转动弯管模具边缘的线速度同步,禁止在手动状态下侧推推进速度大于旋转模具边缘的线速度。
8、一般机器使用一段时间后应检查链条的涨紧程度,保持上下链条松紧一致。
9、自动操作时在有芯弯曲模式中,弯臂返回前,操作人员必须保证芯头在管子里面,或确保芯轴在弯臂返回时没有阻挡现象,否则,芯头或芯杆有可能被折弯或折断。



大型弯管机的几个技术热点:
1.管型规整化:设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180°的圆弧。过大的圆弧不但使机械笨重,而且受弯管机机床尺寸的限制;任意曲线、复合弯设计造型很不合理,妨碍了机械化、自动化生产,使操作者不好摆脱笨重的体力劳动:大于180°的圆弧使弯管机无法卸模。
2.弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“两管一模”。对于一根管子来说,弯曲角度如何,其弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”就是相邻直径规格的管子应尽量采用同一套模具,也就是使用同一套模具弯曲两种相邻型号的圆管,这样才有利于减少模具的数量,减少了成本。
3.适当的弯曲半径值:圆管弯曲半径的大小,决定了圆管在弯曲成型时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的r值为管子直径的2、3倍为好。
4.适中的弯曲成型速度:弯曲成型速度对成型质量的主要影响为:速度太快,容易造成圆管弯曲部分的扁平,圆度打不到要求,造成圆管的拉裂、拉断:速度太慢,容易造成圆管的起皱和压紧块打滑,大管径的管子易形成圆管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将圆管的弯曲速度定为机器弯曲速度的20%-40%为宜。
5.合适的芯棒及其位置:芯棒在弯曲过程中主要起着支撑圆管弯曲半径的内壁防止其变形的作用。目前管材在机床上弯曲成型若不适用芯棒。芯棒的形式有很多种,如柱式芯棒,定向单、多球头芯棒等。另外芯棒的位置对圆管弯曲成型也有影响:理论上,它的切线应与弯管模的切线平齐,单经过大量的试验证明,提前1-2mm较好,此时弯管质量比较理想。当然,提前量太大,会造成弯曲部分的外壁出现所谓“鹅头”的现象。



山西临汾万泽锦达机械制造有限公司拥有研发部、技术部、生产部、销售部,先进的 圆管弯供机生产设备,优化 圆管弯供机加工工艺,完善的管理流程,注重细节控制和出厂检验,为客户快速供货。企业管理和技术力量十分雄厚。 为了适应市场的发展,公司聘请了对 圆管弯供机有精深了解,是成熟设计和生产经验的技术人才,公司愿与各界朋友携手合作,共创美好未来!


将圆管放在冷弯机上,与减速带动的滚轮接触后,将压紧手柄进给锁紧,启动电机油泵组,由电动油泵输出的高压溢流阀(可调整压力),进入集成块到电缆 阀,有电液阀和动点开关(点进,点退)控制油缸工作,工作油缸推进,将圆管与三个支撑游轮压紧并为发生弯曲变形是时开始计算,油缸推进的长度进程为10mm-15mm,开主电机带动圆管工作,反复操作,达到所需为止。
圆管弯拱机操作流程为:a.将所需冷弯加工的型钢由辅助系统的门式托架推放在两主动滚轮之间;b.启动液压系统使液压缸推动燕尾槽和冷弯滚轮冷压型钢;c.达到设计所需弧度时关闭液压系统,启动机械传动系统,使主动滚轮转动并依靠摩d.擦力带动型钢平稳缓慢前行,从而实现连续冷弯作业;e.冷弯结束时,关闭机械传动系统的同时,启动液压系统,将冷弯型钢放置在辅助系统 的门式托架上。
圆管冷弯机试机:为工作顺利,在开始工作前要把机器调试好。(1) 检查电源是否正常;(2) 检查电机和油泵,是否正转;(3) 将压力表开关打开,溢流阀调压手轮松开;(4) 点动电机,检查方向是否正确;(5) 检查液压换向阀手柄“前进”“后退”是否正常;(6) 工作无误后,起动电机,将油压调至 10Mpa,试运三分钟左右,如果运转正常正式工作。


- 绗磨管工厂直供 2025-10-21
- 落水系统实力厂家质量稳定 2025-10-21
- 中厚板大厂质量可靠 2025-10-21
- 不锈钢复合管性价比高 2025-10-21
- 不锈钢复合管护栏-售后完善 2025-10-21
- 铸铁型材承接公司 2025-10-21
- 耐磨钢板热卖中 2025-10-21
- 优质全自动烙馍机的厂家 2025-10-21
- 扁钢-扁钢厂家批发 2025-10-21
- 服务至上【凯美】档案室移动密集架 2025-10-21
- 直螺纹钢筋滚丝轮-联系方式 2025-10-21
- NM450耐磨板_量大从优 2025-10-21
- 弯头市场报价 2025-10-21
- 服务周到的天沟经销商 2025-10-21
- 铝板厂家热线 2025-10-21
产品









联系方式
