无缝钢管库存量大


缺陷检查:
一般采用肉眼检查。对表面质量要求比较高,而且氧化铁皮比较厚的氧化铁皮比较厚的管坯,检查前可以采用酸洗或者喷丸处理将管坯表面氧化铁皮去除,是表面缺陷裸露出来,便于目视检查。
目视检查室常用的,但是其可靠性查。还可以采用磁感应探伤的方法检查管坯表面及表层的缺陷。电磁感应探伤的方法有很多,比如有:干荧光磁粉探伤法、涡流探伤法、电磁探伤法。
管坯的低倍组织检查一般采用硫印法和酸浸法。硫印检验是用相纸显示试样上的硫偏析。它可以显示管坯中的裂纹、偏析、低倍组织、夹杂分布。酸浸法是选用不同的腐蚀药、剂,对管坯缺陷和钢基体进行浸蚀由于管坯缺陷和钢基体的浸蚀程度不同,使原本难以鉴别的细小尺寸的管坯缺陷都可以显示出来。
缺陷的清理:
火焰清理、风铲清理、手动砂轮清理和自动砂轮清理、车削和砂带清理
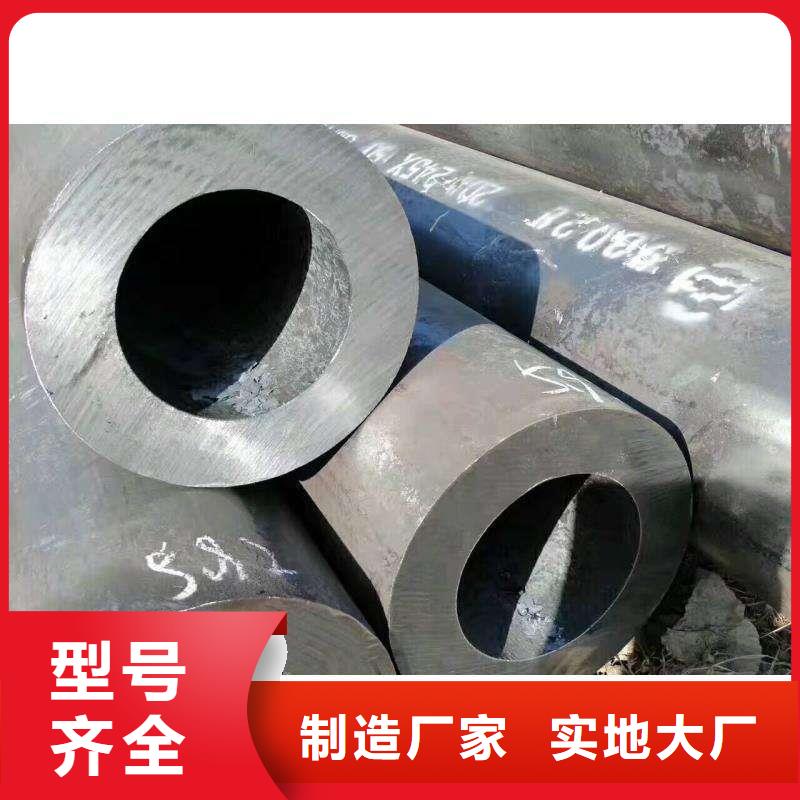
连铸圆管坯的低倍组织缺陷
连铸圆管坯低倍组织主要由3个区组成:靠外表层的等轴细晶区、像树枝状的晶体组成的柱状晶区、中心是粗大的的等轴晶区
连铸圆坯的低倍组织缺陷对管坯的加工性能、力学性能和钢管质量产生很大的影响。常见的低倍组织缺陷有:管坯皮下气泡、疏松、缩孔、皮下裂纹、中心裂纹、组织偏析等。
管坯的皮下气泡:存在连铸坯表面的附近,形态为椭圆形。一般认为钢水脱氧不足是管坯皮下气泡产生的主要原因。一般需要对保护渣、铁合金、钢包、中间包进行烘烤、注流采用保护浇注。对于要求更高的钢种,还要采用炉外精炼的方法对钢水进行脱气。存在皮下气泡的连铸圆管坯,在加热炉加热时气泡内表面会被氧化,轧后无法焊合就会形成钢管表面缺陷。
低倍组织缺陷.jpg



东营河口星腾伟业金属材料有限公司主营产品: 无缝钢管。公司拥有雄厚的开发能力、先进的工艺设备、严谨的质量管理、完善的售后服务、战略化的人力资源、卓越的企业文化、永争di yi的价值观念。坚持走引进,吸收与自主开发并重的技术道路, 建立了一支率、高素质的产品开发队伍。同时,建立了规模庞大、设施先进的技术中心,模块化生产方式的总装线、先进检测设备,确保产品质量稳定可靠。企业的服务宗旨:敬业 务实 创新,公司的质量目标:力争产品的合格率达到 、用户满意率达到。我们用“诚信”打造了“启豪”您的要求是我们的目标,我们向您承诺“启豪”产品 能给您带来更多的快乐。我们期待您的光临,让我们携手共进。
无缝钢管库存量大


生产轴承钢管的轴承专用钢种有以下几种(标有表示“滚”的G):铬轴承钢如GCr6, GCr9(SiMn),GCrl5(SiMn);无铬轴承钢如GSiMnV(Re),GSiMnMoV(Re),GMnMoV(Re);渗碳轴承钢如G20CrMo,G20Cr2Mn2Mo;高碳铬不锈轴承钢如9Cr18(Mo)等。
生产轴承钢管的技术条件比较严格,成品要求化学成分、力学性能、工艺性能、晶粒尺寸、碳化物形状、脱碳层深度等都符合有关标准的规定。小口径钢管按照词类的可以说是外径小的钢管,就可以称为小口径钢管,小口径钢管还可以分为:无缝小口径钢管和直缝(也可以称为焊接)小口径钢管,一般在钢管的外径89以下的,都可以统称为小口径钢管按生产方法不同可分为热轧管 、冷轧管 、冷拔管 、挤压管等, 热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷截成所需长度, 在管坯穿孔端端面上定心 然后送往加热炉加热 在穿孔机上穿孔 在穿孔同时不断旋转和前进, 在轧辊和顶头的作用下, 管坯内部逐渐形成空腔称毛管, 再送至自动轧管机上继续轧制 经均整机均整壁厚, 经定径机定径, 达到规格要求, 利用连续式轧管机组生产热轧小口径钢管是较先进的方法, 若欲获得尺寸更小和质量更好的小口径钢管, 必须采用冷轧 冷拔或者两者联合的方法冷轧通常在二辊式轧机上进行,小口径钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制,山东无缝钢管 冷拔通常在单链式或双链式冷拔机上进行 挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动, 使挤压件从较小的模孔中挤出, 此法可生产直径较小的钢管。



产生偏心的钢管 在热轧钢管生产过程中 容易产生,产生的环节多半是在热穿孔时产生的:
根据对自动轧管机轧后钢管的解剖分析,我们认为穿孔毛管经自动轧管机轧制后,钢管纵横向壁厚不均的形式基本上保留了穿孔毛管壁厚不均的分布特征,即轧后钢管仍具有螺旋状的壁厚不均,而且横向壁厚不均显著增大。
自动轧管机产生壁厚不均的原因是:
①穿孔毛管壁厚不均的存在形式和严重程度,直接影响轧后钢管壁厚不均的存在形式和严重程度。
②在自动轧管机上轧管时,因顶杆弯曲,使顶头位置偏离孔型中心而导致壁厚不均,其管中和管头各横截面上的 壁厚和小壁厚位置几乎固定不变;而管尾到管头壁厚不均程度则逐渐增大,因此,减小顶杆残余弯曲度,降低轧管时顶杆的轴向力,对减小壁厚不均程度有显著作用。
③减壁量越大,荒管壁厚不均越严重,减壁量较小时,自动轧管机有减小穿孔毛管壁厚不均的作用。④孔型调整不正确,当辊缝不平行时,会使荒管的壁厚不均加剧。
我们无缝钢管厂对Φ400mm自动轧管机组,穿孔、二次穿孔(延伸)、自动轧管和均整4个轧制过程的荒管实测壁厚数据进行了傅立叶变换,得出了壁厚不均的定量分析及其形成原因,并以此为基础提出了改善钢管壁厚不均的途径:
①二次穿孔(延伸)后荒管上的螺旋形壁厚不均的分布特征一直保留到成品管,因此改善二次穿孔(延伸)是改善成品管壁厚精度的关键环节,主要措施是改进工具设计,提高顶杆和顶头在旋转过程中与轧制线的同心度。
②改善穿孔后毛管的壁厚不均是重要环节,主要措施是提高管坯的加热均匀性,提高定心孔的精度,加长顶头均整带的长度和反锥的长度,提高顶杆与顶头在旋转过程中与轧制线的同心度。
③轧管时虽会产生严重的对称性壁厚不均,但对减轻螺旋形的壁厚不均有一定的作用。因此,轧管时应轧制两道,道次之间应将荒管翻转90°。
④均整过程能基本上对称性壁厚不均,但对螺旋形壁厚不均的作用甚小,因此,应提高均整机的能力。
⑤傅立叶变换是研究斜轧过程壁厚不均的有效手段,这一方法也可用于其他钢管生产机组管体壁厚不均的研究。

产品





- 劈裂机当天发货 2025-10-24
- 不锈钢管-不锈钢管质量优 2025-10-24
- 桥梁护栏现货全国配送 2025-10-24
- 发货速度快的无缝钢管销售厂家 2025-10-24
- 马鞭草参数 2025-10-24
- PPT货到付款 2025-10-24
- 本地的镀锌管生产厂家 2025-10-24
- 不锈钢管销售厂家 2025-10-24
- 声测管放心选择 2025-10-24
- 不锈钢复合管护栏客户至上 2025-10-24
- 本地直螺纹钢筋滚丝轮生产厂家 2025-10-24
- 42CrMo无缝管量大价优 2025-10-24
- 水下电焊规格材质 2025-10-24
- 精密管好品质 2025-10-24
- 镀锌花纹板发货快速 2025-10-24
联系方式
