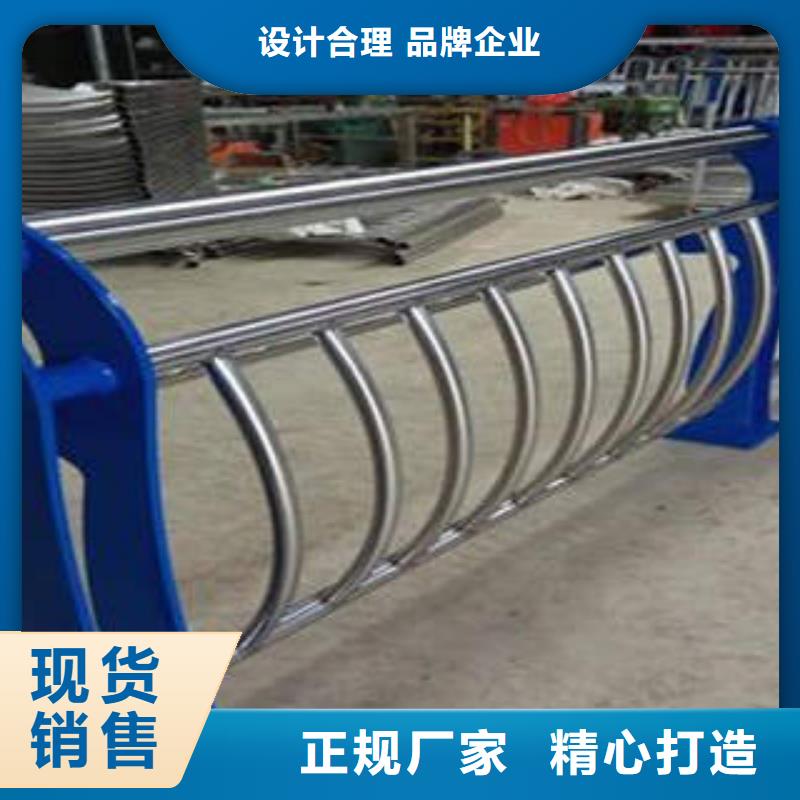
不锈钢复合管来图定制
抚州宜黄茂硕钢铁 有限公司是一家以 不锈钢碳素钢复合管护栏厂家的生产、营销于一体的综合性厂家。其中 不锈钢碳素钢复合管护栏厂家引用国内外的研发技术,公司每个生产阶段都遵守了严格的生产规范。本公司以科学的管理、的检测、周到的服务满足广大客户的需求,在本行业中一直拥有良好的声誉,并赢得了客户的广泛好评。现代企业的管理方法,立足于产品的质量管理。以其优异的品质、新颖的设计、合理的价格、完善的服务是公司不断孜孜追求的目标。


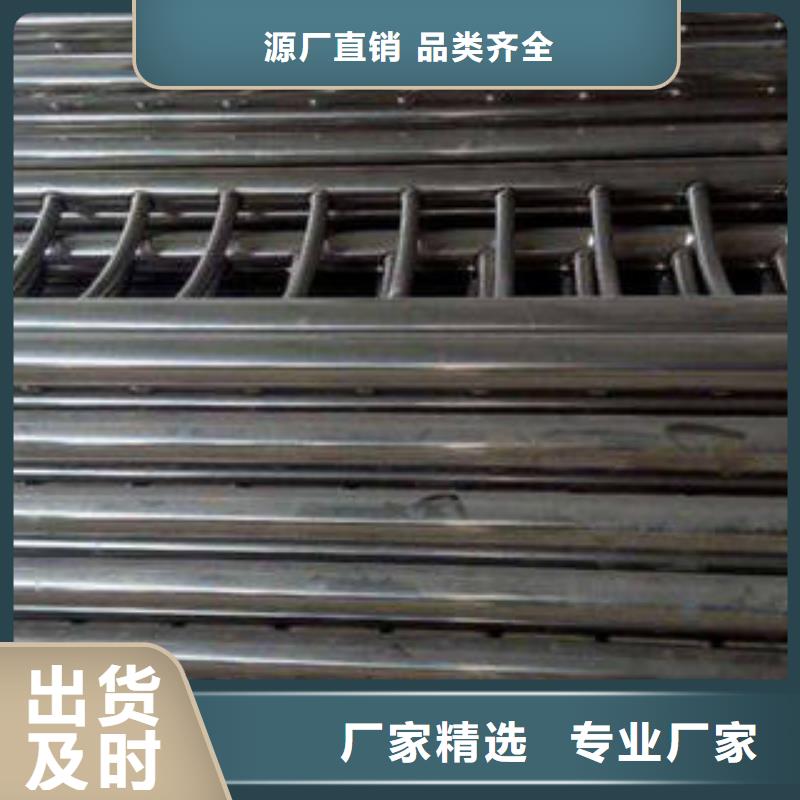
不锈钢复合管、不锈钢钢管等无缝钢管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材,广泛用于制造结构件和机械零件。热连轧无缝钢管内结疤缺陷是存在于钢管内表面,类似于黄豆粒大小的凹坑,结疤内大部分有呈灰褐色或灰黑色的异物。
控制措施:喷吹工艺参数。喷吹压力应与毛管直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从毛管内吹走;喷嘴高度应根据毛管直径进行调节,以保证对中良好,长时间停机要拆下喷嘴进行清洗。
吹扫时间应根据毛管直接、长度进行调节,以毛管内没有悬浮的金属氧化物再被吹出为标准。
芯棒润滑。芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取只一次冷却水冷却的办法。
生产过程中需要严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。
氧化物要求在芯棒预穿时处于熔融状态。除氧化物剂粉末粒度一般要求在16目左右;除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在毛管内腔中充分燃烧。
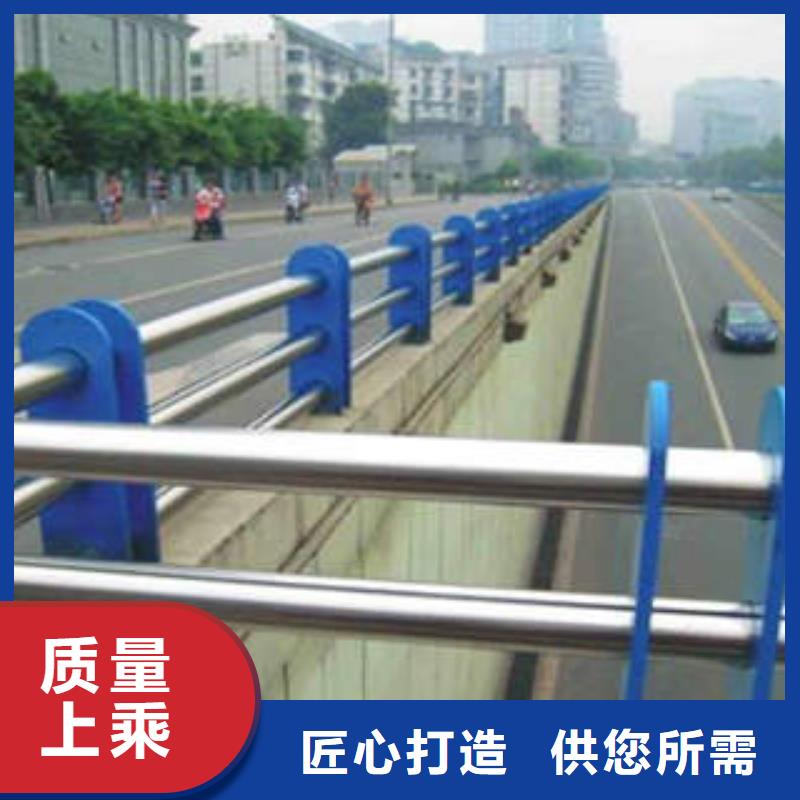
不锈钢复合管一般以金属作支撑材料,内衬以环氧树脂和水泥为主,它的特点是重量轻、内壁光滑、阻力小、耐腐性能好;也有以高强软金属作支撑,而非金属管在内外两侧。它的特点是管道内壁不会腐蚀结垢,保证水质;也有金属管在内侧,而非金属管在外侧,如塑覆铜管,这是利用塑料的导热性差起绝热保温和保护作用。



所有不锈钢冷加工实际上像焊接一样,都会给不锈钢钢管的性能,尤其是耐蚀或耐热性能带来不可避免的损害。不锈钢特别是奥氏体不锈钢具有优良的塑性,使得诸如冷拔、冷轧、冷滚轧、冷弯、冷胀、冷扭曲等冷加工方式很容易实现,不进行固溶处理会出现以下具体情况。
1、会导致材料晶格位错等微观缺陷和表面粗糙度的增加,并诱发马氏体相变及碳化物的析出。如冷加工后奥氏体钢呈现出磁性增加现象。
2、导致材料晶格位错或相变发生在表面,就会成为孔蚀等局部腐蚀的始发位置。这种现象在变形程度达到20%减断面率时会出现直接不良影响。
3、冷加工以后将在材料中留下残余应力,残余应力对材料的抗应力腐蚀开裂(scc)极为不利。任何程度的冷加工对会使材料的scc敏感性大增。
4、冷加工程度对奥氏体不锈钢的高温持久强度也有不良影响。一般工作温度越高或断裂寿命要求越高,允许的冷加工程度也越低。
5、对于承受交变载荷的不锈钢钢管应用,冷加工会因伸长率和剩余伸长率降低使其开裂扩展速率上升而造成不利影响。
综上所述,不锈钢焊管必须进行固溶和光亮处理,以保证不锈钢焊管达到耐腐蚀性能和防止奥氏体碳化物析出。
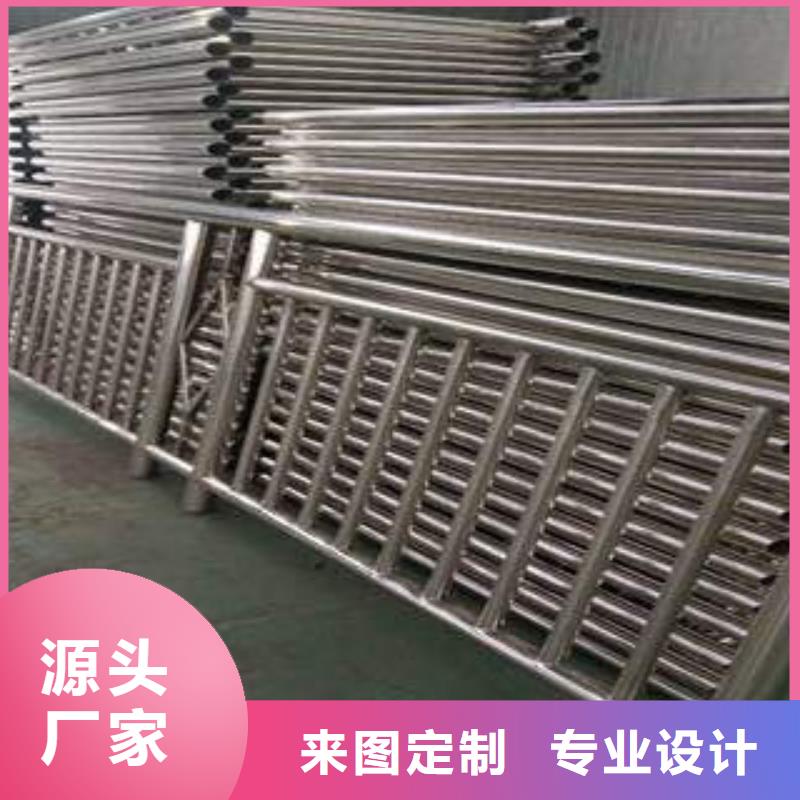
双金属复合管由两种不同金属材料构成,管层之间通过各种变形和连接技术形成紧密结合,从而使两种材料结合成一体而制成的一种新型金属复合管材。其一般设计原则是基材满足管道设计许用应力,复层抵抗腐蚀或磨损等。双金属复合管兼有基层和复层的所有优点,相对于整体合金管能有效降低成本,而且在对整体合金管具有应力腐蚀开裂敏感性的氯化物和(或) 酸性环境中复合管可以提高性和可靠性。随着工业技术的发展,环境介质的复杂化,以及竞争的加剧,许多行业对金属管材综合性能的要求越来越高,因而双金属复合管及其生产技术得到迅速发展。



目前金属复合无缝管冷成型法大致有以下两种:内扩涨型和外减径型。① 内扩涨型,即:采用两种材质的无缝管相互穿套(如外管采用一般普碳钢无缝钢管,内穿一薄壁不锈钢管作为内层金属管),在内管中施以高压,使内层无缝管发生塑性变形外层无缝管仅产生弹性变形,从而使内管与外管紧密结合,形成双金属复合无缝管。② 外减径型,即:仍采用两种材质的无缝管相互穿套,对外层管进行减径拉拔或轧制,使内管与外管紧密结合,形成双金属复合无缝管。以上两种工艺生产的金属复合无缝管的不足之处在于:生产成本高昂,内外管均必须采用现成的热轧或冷拔无缝管,加上其后的内涨或减径工序使其制造成本大幅度上升;以上两种类型的无缝管并非完全意义上的金属复合,两层金属相互间并无冶金熔合,在受轴向力的情况下内外两层金属难以传递和均衡外力,在需要热传递的应用领域,由于内外两层金属间存在间隙,热阻必将大幅度增加。


常用不锈钢复合钢管的几种焊接方式方法,常用的不锈钢复合钢管的焊接方法是手工焊(MMA),其次是金属极气体保护焊(MIG/MAG)和钨极惰性气体保护焊(TIG)。虽然这些焊接方法对不锈钢工业的大多数人而言是熟悉的,但是小编认为对于不锈钢复合钢管的焊接方式值得深入探讨。
:手工焊(MMA):手工焊是一种非常普遍的、易于使用的焊接方法.电弧的长度靠人的手进行调节,它决定于电焊条和工件之间缝隙的大小.同时,当作为电弧载体时,电焊条也是焊缝填充材料。这种焊接方法很简单,可以用来焊接几乎所有材料.对于室外使用,它有很好的适应性,即使在水下使用也没问题。大多数电焊机可以TIG焊接.在电极焊中,电弧长度决定于人的手:当你改变电极与工件的缝隙时,你也改变了电弧的长度.在大多数情况下,焊接采用直流电,电极既作为电弧载体,同时也作为焊缝填充材料.电极由合金或非合金金属芯丝和焊条药皮组成.这层药皮保护焊缝不受空气的侵害,同时稳定电弧.它还引起渣层的形成,保护焊缝使它成型.电焊条即可是钛型焊条,也可是缄性的,这决定于管材的厚度和成分.钛型焊条易于焊接,焊缝扁平美观.此外,焊渣易于去除.如果焊条贮存时间长,必须重新烘烤.因为来自空气的潮气会很快在焊条中积聚。
第二:MIG/MAG焊接:这是一种自动气体保护电弧焊接方法.在这种方法中,电弧在保护气体屏蔽下在电流载体金属丝和工件之间烧接.机器送入的金属丝作为焊条,在自身电弧下融化.由于MIG/MAG焊接法的通用性和特殊性的优点,至今她仍然是世界上为广泛的焊接方法.它使用于钢、非合金钢、低合金钢和高合金为基的材料.这使得它成为理想的生产和修复的焊接方法.当焊接钢时,MAG可以满足只有0.6mm厚的薄规格钢板的要求。这里使用的保护气体是活性气体,如二氧化碳或混合气体.的限制是当进行室外焊接时,必须保护工件不受潮,以保持气体的效果。
第三:TIG焊接:电弧在难熔的钨电焊丝和工件之间产生.这里使用的保护气体是纯氩气,送入的焊丝不带电.焊丝既可以手送,也可以机械送.也有一些特定用途不需要送入焊丝.被焊接的材料决定了是采用直流电还是交流电.采用直流电时,钨电焊丝设定为负极.因为它有很深的焊透能力,对于不同种类的钢是很合适的,但对焊缝熔池没有任何“清洁作用”. TIG焊接法的主要优点是可以焊接大材料范围广.包括厚度在0.6mm及其以上的工件,材质包括合金钢、铝、镁、铜及其合金、灰口铸铁、普通干、各种青铜、镍、银、钛和铅.主要的应用领域是焊接薄的和中等厚度的工件,在较厚的截面上作为焊根焊道使用。



- 护栏诚信经营厂家 2025-11-03
- 伸缩楼梯厂家-性价比高 2025-11-03
- 不锈钢板3天出货 2025-11-03
- 桥梁护栏选购经验 2025-11-03
- 铝板_按需定制 2025-11-03
- 伸缩楼梯厂家发货及时 2025-11-03
- 2025性价比高的#不锈钢管厂家#服务好 2025-11-03
- 密集柜-实体厂家 2025-11-03
- H型钢-可在线咨询 2025-11-03
- 防伪全国施工 2025-11-03
- 聚合氯化铝质量稳定 2025-11-03
- 定制复合管防撞护栏_精选厂家 2025-11-03
- 红富士苹果定做-红富士苹果厂 2025-11-03
- 服务周到的劈裂棒批发商 2025-11-03
- 2025实体厂家#无缝管#来电优惠 2025-11-03
产品







联系方式
