不锈钢复合管厂家-只为制造精品
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 不锈钢复合管-只为制造精品供应范围覆盖河北省、衡水市、冀州区、桃城区、枣强县、武邑县、武强县、饶阳县、安平县、故城县、景县、阜城县、深州市等区域。 |


常用不锈钢复合钢管的几种焊接方式方法,常用的不锈钢复合钢管的焊接方法是手工焊(MMA),其次是金属极气体保护焊(MIG/MAG)和钨极惰性气体保护焊(TIG)。虽然这些焊接方法对不锈钢工业的大多数人而言是熟悉的,但是小编认为对于不锈钢复合钢管的焊接方式值得深入探讨。
:手工焊(MMA):手工焊是一种非常普遍的、易于使用的焊接方法.电弧的长度靠人的手进行调节,它决定于电焊条和工件之间缝隙的大小.同时,当作为电弧载体时,电焊条也是焊缝填充材料。这种焊接方法很简单,可以用来焊接几乎所有材料.对于室外使用,它有很好的适应性,即使在水下使用也没问题。大多数电焊机可以TIG焊接.在电极焊中,电弧长度决定于人的手:当你改变电极与工件的缝隙时,你也改变了电弧的长度.在大多数情况下,焊接采用直流电,电极既作为电弧载体,同时也作为焊缝填充材料.电极由合金或非合金金属芯丝和焊条药皮组成.这层药皮保护焊缝不受空气的侵害,同时稳定电弧.它还引起渣层的形成,保护焊缝使它成型.电焊条即可是钛型焊条,也可是缄性的,这决定于管材的厚度和成分.钛型焊条易于焊接,焊缝扁平美观.此外,焊渣易于去除.如果焊条贮存时间长,必须重新烘烤.因为来自空气的潮气会很快在焊条中积聚。
第二:MIG/MAG焊接:这是一种自动气体保护电弧焊接方法.在这种方法中,电弧在保护气体屏蔽下在电流载体金属丝和工件之间烧接.机器送入的金属丝作为焊条,在自身电弧下融化.由于MIG/MAG焊接法的通用性和特殊性的优点,至今她仍然是世界上为广泛的焊接方法.它使用于钢、非合金钢、低合金钢和高合金为基的材料.这使得它成为理想的生产和修复的焊接方法.当焊接钢时,MAG可以满足只有0.6mm厚的薄规格钢板的要求。这里使用的保护气体是活性气体,如二氧化碳或混合气体.的限制是当进行室外焊接时,必须保护工件不受潮,以保持气体的效果。
第三:TIG焊接:电弧在难熔的钨电焊丝和工件之间产生.这里使用的保护气体是纯氩气,送入的焊丝不带电.焊丝既可以手送,也可以机械送.也有一些特定用途不需要送入焊丝.被焊接的材料决定了是采用直流电还是交流电.采用直流电时,钨电焊丝设定为负极.因为它有很深的焊透能力,对于不同种类的钢是很合适的,但对焊缝熔池没有任何“清洁作用”. TIG焊接法的主要优点是可以焊接大材料范围广.包括厚度在0.6mm及其以上的工件,材质包括合金钢、铝、镁、铜及其合金、灰口铸铁、普通干、各种青铜、镍、银、钛和铅.主要的应用领域是焊接薄的和中等厚度的工件,在较厚的截面上作为焊根焊道使用。



衡水冀州茂硕钢铁 有限公司拥有资深的技术研发团队和专业的服务团队,具备较强的科技创新能力和技术服务优势。衡水冀州茂硕钢铁 有限公司坚持不断创新,通过行业交流,不断服务品质。衡水冀州茂硕钢铁 有限公司始终聚焦为客户创造价值,未来,未蓝将继续在 不锈钢碳素钢复合管护栏厂家领域精耕细作,打造卓越的产品和服务,持续为客户创造价值,推动行业发展和社会进步。



不锈钢复合材料具有明显的优势,在经济,与单金属包层厚度比较小,还可以降低设计的厚度,这大大节约了投资金额。
不锈钢复合管护栏作为一种理想的结构材料,适用于石油精炼,石化,化工,电解铝,轻工,食品,海水淡化,水利水电,核电。如高能物理,环保,在基层广泛应用于工业爆炸的领域和包覆金属复合材料比按设计,使用要求选定的厚度。
金属复合材料的特殊尺寸可通过协商确定,以满足用户的需求。
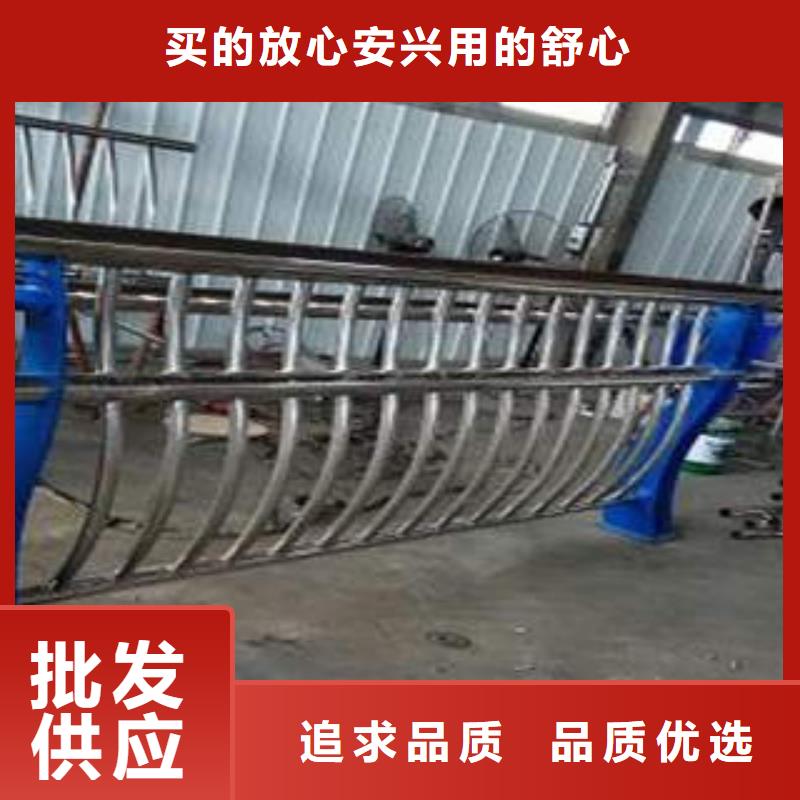
很多场所都会使用栏杆,它们除了是用来作为栏杆的作用以外,还可以用来作为装饰性的栏杆,这就是为什么我们有的时候看到不锈钢复合管栏杆被装在一楼,这些栏杆能够很长程度上能够将我们的家园装饰的非常好看,而且现在民用住宅小区的寿命一般是70年,很多居民住户都是装修过了一次就不会装修第二次的,因此要是防护栏杆的使用寿命连70年都达不到的话,就造成百姓在使用过程中的麻烦,而且我们都知道现在很多的建筑都必须要保证几十年的使用寿命.
不锈钢栏杆施工工艺流程:施工准备--放样--下料--焊接安装--打磨--焊缝检查--抛光。
主要施工方法:
施工前应先进行现场放样,并计算出各种杆件的长度。
按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm。
选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。
脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择三氯代乙烯、苯、汽油、中性洗涤剂或其它化学药品用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。


焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。


产品






- 2025性价比高的#防磨瓦厂家#服务好 2025-11-08
- 不锈钢井盖备货充足 2025-11-08
- 精密钢管厂家好品质 2025-11-08
- 【图】H型钢厂家直销 2025-11-08
- 高压管-看百家不如一问 2025-11-08
- 电缆-超低价格 2025-11-08
- 球墨井盖质量保证老牌厂家 2025-11-08
- 采购护栏必看-来电咨询 2025-11-08
- 候车厅实体厂家 2025-11-08
- 铝板以诚为本 2025-11-08
- 质量优的混凝土打磨机实体厂家 2025-11-08
- 耐磨版加工厂家 2025-11-08
- 质优价廉的板批发商 2025-11-08
- 无缝管厂家、报价 2025-11-08
- 防伪票券品质高于同行 2025-11-08
联系方式
