公司新闻
不锈钢复合管就近仓库发车
更新时间: 2025-10-18 07:27:43 ip归属地:林芝,天气:阴转小雨,温度:5-19 浏览:2次
以下是:林芝市米林县不锈钢复合管就近仓库发车的产品参数
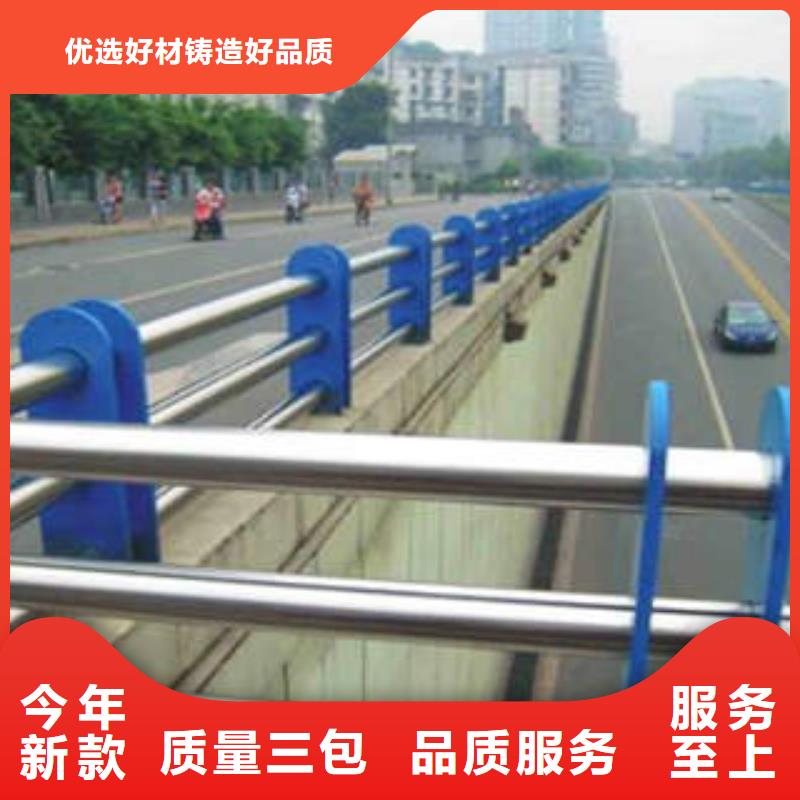
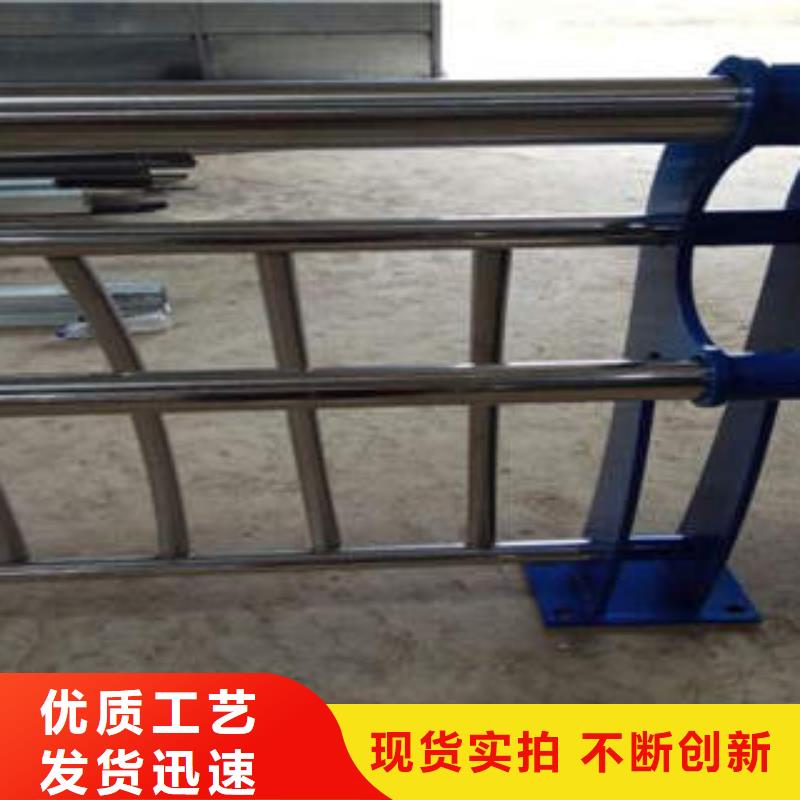
【茂硕 】为您提供察隅不锈钢碳素钢复合管护栏厂家可定制、墨脱不锈钢碳素钢复合管护栏厂家每一处都是匠心制作等多元产品与服务。在林芝市米林县采买不锈钢复合管就近仓库发车到茂硕钢铁 (林芝市米林县分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:付经理-【13258995901】。 西藏自治区,林芝地区,米林市 米林市的前身为则拉岗宗,1959年8月起一直隶属于林芝地区,2023年4月成为县级市;境内旅游资源丰富,有世界大峡谷——雅鲁藏布大峡谷(5A级景区),中国美的山峰——南迦巴瓦峰,还有尼洋河与雅鲁藏布江交汇形成的江水倒流奇景,丹娘沙丘、南伊原始森林景观和终年不化的冰洞及珞巴民族独特的民俗文化风情等。
不锈钢复合管就近仓库发车产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:不锈钢复合管就近仓库发车的图文介绍
林芝米林茂硕钢铁 有限公司成立多年,集【不锈钢碳素钢复合管护栏厂家】研发、生产、销售和服务于一体的实业型企业,公司主要研制【不锈钢碳素钢复合管护栏厂家】并可根据客户图纸或要求研制各种非标【不锈钢碳素钢复合管护栏厂家】。 以人为本、科学管理、技术优先、品质保障、诚信务实,取得国内外客户的信赖与支持。 我们的目标是,让我们的【不锈钢碳素钢复合管护栏厂家】产品和服务誉满全球!



复合管的离心铸造和离心铝热剂法:离心铸造是为适应海洋油气生产而开发的,适用于制造内衬金属熔点低于外层金属熔点的复合管。衬层和基体均采用液态金属。将制外管的钢液引入一旋转金属模,在外管凝固过程中监测管内温度。当外管凝固并达到一定温度时,浇入耐蚀合金等内层金属。通过控制铸造条件,可以生产出牢固的冶金结合的双金属复合管。
当应用液态金属进行表面堆敷时,采用离心技术可复合层容易出现的气孔和夹杂。这时,熔化金属中密度低的渣、杂质和气体上升到表面,而较重的金属成分下沉,在管壁上形成一致密层,从而提高熔敷质量和再现性。因此其优缺点分别为:
优点:界面实现冶金结合,致密度高,排渣、排气性好。
缺点:若没有其后的热变形,仅限于铸态使用,其粗大的铸态组织导致各层金属的力学性能不能充分发挥。另外,该方法不能生产外层为轻合金的复合钢管。
离心铝热法也称为shs—离心法,shs是self propagating high temperature synthesis的缩写。离心铝热法的实质是在离心力场中引起铝热反应,所谓铝热反应就是金属铝粉和其他金属氧化物粉末均匀的混合在一起, 通过点燃而发生的非常迅速的放热反应(mo+al→m+al2o3+q)。反应绝热温度可接近3000k,因此产物都处于液态,在离心力作用下,比重大的产物如fe、cr、ni等集中在靠近碳钢钢管内壁处,形成内衬金属层;al2o3形成内层残渣,通过机械方法除去,则制备出双金属复合钢管。
复合管的离心铸造+热挤压(热挤压+冷轧)法:“离心铸造+热挤压”是一种新的复合管短流程制备方法,通过离心铸造生产空心复合管坯,然后加热、热挤压或热挤压冷轧,以及后续热处理等工序,获得成品复合管。它有效整合了离心铸造和热挤压两种方法的优点,缩短了生产工序,并实现了复合界面的完全冶金结合。其独特之处在于:他把初级工业材料和高技术的冶金处理过程结合起来,采用离心浇铸工艺、热挤压等塑性热复合技术、冷轧(或冷拔)生产方式,获得高品质的复合管材。
当应用液态金属进行表面堆敷时,采用离心技术可复合层容易出现的气孔和夹杂。这时,熔化金属中密度低的渣、杂质和气体上升到表面,而较重的金属成分下沉,在管壁上形成一致密层,从而提高熔敷质量和再现性。因此其优缺点分别为:
优点:界面实现冶金结合,致密度高,排渣、排气性好。
缺点:若没有其后的热变形,仅限于铸态使用,其粗大的铸态组织导致各层金属的力学性能不能充分发挥。另外,该方法不能生产外层为轻合金的复合钢管。
离心铝热法也称为shs—离心法,shs是self propagating high temperature synthesis的缩写。离心铝热法的实质是在离心力场中引起铝热反应,所谓铝热反应就是金属铝粉和其他金属氧化物粉末均匀的混合在一起, 通过点燃而发生的非常迅速的放热反应(mo+al→m+al2o3+q)。反应绝热温度可接近3000k,因此产物都处于液态,在离心力作用下,比重大的产物如fe、cr、ni等集中在靠近碳钢钢管内壁处,形成内衬金属层;al2o3形成内层残渣,通过机械方法除去,则制备出双金属复合钢管。
复合管的离心铸造+热挤压(热挤压+冷轧)法:“离心铸造+热挤压”是一种新的复合管短流程制备方法,通过离心铸造生产空心复合管坯,然后加热、热挤压或热挤压冷轧,以及后续热处理等工序,获得成品复合管。它有效整合了离心铸造和热挤压两种方法的优点,缩短了生产工序,并实现了复合界面的完全冶金结合。其独特之处在于:他把初级工业材料和高技术的冶金处理过程结合起来,采用离心浇铸工艺、热挤压等塑性热复合技术、冷轧(或冷拔)生产方式,获得高品质的复合管材。



燃气涂塑钢管为三层PE涂塑钢管,层为重防腐改性环氧树脂,外层为喷敷产品喷敷均匀,质量优异,外表美观。我国的钢塑复合管开发的时间不长,在原材料、技术工艺、制造设备等各方面与国外相比,还有较大差距。
纳米微珠塑料钢塑复合管由钢管层、纳米微珠塑料层组成,纳米微珠塑料层均匀设置在钢管层的内壁上。纳米微珠塑料层是在现有塑料稳定的分子结构中加入纳米微珠,使得塑料层的强度和硬度得到很大的提高,使得扩大使用范围,特别是适用于石油管道、大型管道的应用。具有耐腐蚀、使用寿命长、强度高、外侧复合层不易被破坏等优点。
通过互联网大市场,大渠道,促进行业内对钢塑复合管技术的认识学习,必将起到事半功倍的效果。在钢塑复合管和复合管件内圆表面设有塑料保护层,在钢塑复合管端部与密封垫圈结合处涂有密封胶。
解决了钢塑复合管的螺纹连接的密封防腐问题,同时又能保证管道内光滑,流体畅通,节省动力,可应用于腐蚀性介质流体的传送管道及环保用水管道,克服了因焊接或镀锌等钢管所带来的问题。
不锈钢耐空气、蒸汽、水等弱腐蚀介质和酸、碱、盐等化学浸蚀性介质腐蚀,深冲压用冷轧钢带的物理性能与温度的相关性如下:
线膨胀系数:在100-900℃ 范围内,各类不锈钢主要牌号的线膨胀系数基本在10ˉ6~130*10ˉ6℃ˉ1,且随着温度的升高呈增加的趋势。对于沉淀硬化型不锈钢,线膨胀系数的大小时效处理温度来决定。比热容:随着温度的变化比热容会发生变化,但在温度变化的过程中金属组织中一旦发生相变或沉淀,那么比热容将发生显著的变化。
弹性模量:室温下铁素体型不锈钢的纵向弹性模量为200kN/mm2,奥氏体型不锈钢的纵向弹性模量为193 kN/mm2,略低于碳素结构钢。随着温度的升高纵向弹性模量减小,泊松比增加,横向弹性模量(刚性)则显著下降。纵向弹性模量将对加工硬化和组织集合产生影响。
纳米微珠塑料钢塑复合管由钢管层、纳米微珠塑料层组成,纳米微珠塑料层均匀设置在钢管层的内壁上。纳米微珠塑料层是在现有塑料稳定的分子结构中加入纳米微珠,使得塑料层的强度和硬度得到很大的提高,使得扩大使用范围,特别是适用于石油管道、大型管道的应用。具有耐腐蚀、使用寿命长、强度高、外侧复合层不易被破坏等优点。
通过互联网大市场,大渠道,促进行业内对钢塑复合管技术的认识学习,必将起到事半功倍的效果。在钢塑复合管和复合管件内圆表面设有塑料保护层,在钢塑复合管端部与密封垫圈结合处涂有密封胶。
解决了钢塑复合管的螺纹连接的密封防腐问题,同时又能保证管道内光滑,流体畅通,节省动力,可应用于腐蚀性介质流体的传送管道及环保用水管道,克服了因焊接或镀锌等钢管所带来的问题。
不锈钢耐空气、蒸汽、水等弱腐蚀介质和酸、碱、盐等化学浸蚀性介质腐蚀,深冲压用冷轧钢带的物理性能与温度的相关性如下:
线膨胀系数:在100-900℃ 范围内,各类不锈钢主要牌号的线膨胀系数基本在10ˉ6~130*10ˉ6℃ˉ1,且随着温度的升高呈增加的趋势。对于沉淀硬化型不锈钢,线膨胀系数的大小时效处理温度来决定。比热容:随着温度的变化比热容会发生变化,但在温度变化的过程中金属组织中一旦发生相变或沉淀,那么比热容将发生显著的变化。
弹性模量:室温下铁素体型不锈钢的纵向弹性模量为200kN/mm2,奥氏体型不锈钢的纵向弹性模量为193 kN/mm2,略低于碳素结构钢。随着温度的升高纵向弹性模量减小,泊松比增加,横向弹性模量(刚性)则显著下降。纵向弹性模量将对加工硬化和组织集合产生影响。



不锈钢复合管怎么焊接?
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。


轧制是一种传统的制备复合金属的方法。热轧复合实质上属于压力焊,如果变形量足够大,轧辊施加的压力就会破坏金属表面的氧化膜,使表面达到原子接触,从而使两表面焊在一起。轧制的优缺点分别为:
优点:生产率高、质量好、成本低,并可大量节省金属材料的损耗,因此是目前应用极为广泛的复合材料生产技术。轧制结合的复合板占复合板总产量的90%,而且经常应用于壁厚小于32mm的管材的加工。
缺点:一次性投资大,而且很多材料组合不能通过轧制复合实现。目前应用广泛的还是利用轧制工艺进行碳钢、不锈钢有缝复合管的制造。
热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。复合挤压的优缺点分别为:
优点:界面为冶金结合;挤压过程中涉及的力完全是压应力,因此特别适合于热加工性不好、塑性低的高合金金属的加工。
缺点:由于结合决定于挤压过程中极短时间内的元素界面扩散,通常会因氧化物膜的存在而受到影响,因此目前复合挤压仅限于碳钢、不锈钢和高镍合金间的复合。需要指出的是,热挤压的变形抗力小,允许每次变形程度大,导致表面粗糙度较高,因此也有先热挤压再进行冷轧(或冷拔)制造复合管的方法。
优点:生产率高、质量好、成本低,并可大量节省金属材料的损耗,因此是目前应用极为广泛的复合材料生产技术。轧制结合的复合板占复合板总产量的90%,而且经常应用于壁厚小于32mm的管材的加工。
缺点:一次性投资大,而且很多材料组合不能通过轧制复合实现。目前应用广泛的还是利用轧制工艺进行碳钢、不锈钢有缝复合管的制造。
热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。复合挤压的优缺点分别为:
优点:界面为冶金结合;挤压过程中涉及的力完全是压应力,因此特别适合于热加工性不好、塑性低的高合金金属的加工。
缺点:由于结合决定于挤压过程中极短时间内的元素界面扩散,通常会因氧化物膜的存在而受到影响,因此目前复合挤压仅限于碳钢、不锈钢和高镍合金间的复合。需要指出的是,热挤压的变形抗力小,允许每次变形程度大,导致表面粗糙度较高,因此也有先热挤压再进行冷轧(或冷拔)制造复合管的方法。
今年在林芝市米林县购买不锈钢复合管就近仓库发车有了新选择,茂硕钢铁 (林芝市米林县分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的不锈钢复合管就近仓库发车产品。如需购买或咨询,请随时联系我们,联系人:付经理-【13258995901】,地址:开发区新区天津路18号。
其他新闻
- #电缆#出货快 2025-10-18
- 绗磨管 绗磨管厂家 2025-10-18
- #复合管#-价格优惠 2025-10-18
- 单立柱厂家低价出货 2025-10-18
- 买H型钢必看-规格全 2025-10-18
- 不锈钢复合管护栏、不锈钢复合管护栏厂家-质量保证 2025-10-18
- 无缝管优质品牌 2025-10-18
- 板经验充足 2025-10-18
- 劈裂棒品类多 2025-10-18
- 激光雕刻机厂家价格优惠 2025-10-18
- 保温钢管-实业厂家 2025-10-18
- 电缆桥架厂家发货迅速 2025-10-18
- 采购通风天窗必看-可信赖 2025-10-18
- 精密管个性化定制 2025-10-18
- 正规复合管厂家 2025-10-18
产品分类
产品










联系方式
