您当前的位置:商助贸易宝 » 枞阳商助贸易宝 »枞阳产品 » 自动包装流水线企业-质量过硬
自动包装流水线企业-质量过硬
更新时间:2025-08-31 19:27:40 ip归属地:安庆,天气:阴转小雨,温度:24-32 浏览:1次
- 发布企业
- 依利达包装器材(安庆市枞阳县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 热收缩包装机
- 所在地
- 佛山市禅城区南庄镇商业广场二座
- 联系电话
- 0757-85395000
- 手机
- 13927785571
- 联系人
- 陆经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:安庆市枞阳县自动包装流水线企业-质量过硬的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 广东 |
| 别称 | 生产线 |
| 范围 | 自动包装流水线企业-质量过硬供应范围覆盖安徽省、安庆市、枞阳县、迎江区、大观区、宜秀区、怀宁县、潜山市、太湖县、宿松县、望江县、岳西县、桐城市等区域。 |
【依利达】业务覆盖多领域场景,主营宜秀热收缩包装机重信誉厂家、迎江热收缩包装机专业生产N年、岳西热收缩包装机好品质选我们、太湖热收缩包装机专业生产品质保证等产品服务。您是想要在安庆市枞阳县采购高质量的自动包装流水线企业-质量过硬产品吗?依利达包装器材(安庆市枞阳县分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的自动包装流水线企业-质量过硬产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:陆经理-【13927785571】,地址:《佛山市禅城区南庄镇商业广场二座》。 安徽省,安庆市,枞阳县 2022年,枞阳县地区生产总值196.7亿元,比上年增长3.3%。产业增加值33.8亿元,第二产业增加值55.2亿元;第三产业增加值107.7亿元,三次产业结构为17.2:28.1:54.7。
文字再美,也抵不过视频中的自动包装流水线企业-质量过硬产品真实呈现,赶快点击观看吧!
以下是:安庆枞阳自动包装流水线企业-质量过硬的图文介绍
安庆枞阳依利达包装器材有限公司宗旨:诚信立足,创新致远,以 热收缩包装机质量求生存,以信誉求发展,赢得了各界用户的好评,是目前理想的 热收缩包装机产品。公司实力和 热收缩包装机产品质量获得业界的认可。安庆枞阳依利达包装器材有限公司欢迎各界朋友莅临参观、指导和业务洽谈。


克服自动包装流水线里的输送带打滑现象,首先要找到打滑原因,方可采取有效解决措施。?? 在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:1、?检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。2、检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。 3、?检查物料在输送带上的位置。?物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置??



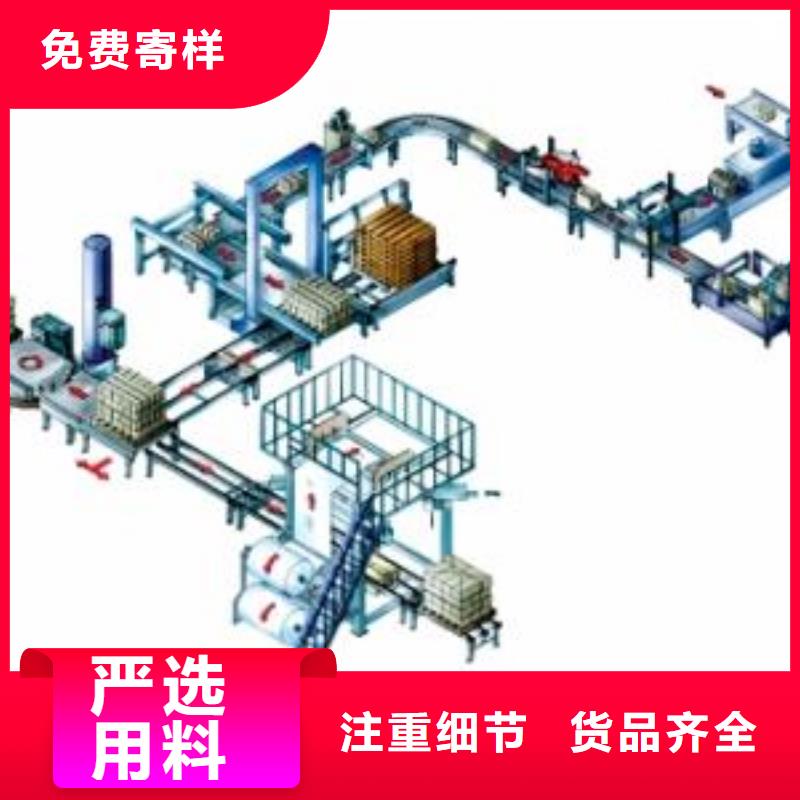
随着科技的不断发展与进步,未来微电子、电脑、工业机器人、图像传感技术和新材料等在包装机械中将会得到越来越广泛的应用,各企业亟须学习和引进新技术,向生产效率高、自动化程度高、可靠性好、灵活性强、技术含量高的包装设备进军。打造出新型包装机械,引领包装机械向集成化、化、智能化等方向发展。
近年来,国内食品包装技术专家在引进合作、自主创造方面取得了可喜成绩。多功能是新设备开发的一个重要趋势,因为食品品种花样多、更新快,生产厂家对设备的要求是多功能、适应性强。
此外,现在新推出的设备大都采用伺服电机、光电跟踪等新技术,使其自动控制能力大大提高。如巧克力复合制品自动线,全线由近20台机组构成,由于不同品种工艺要求的差异,不但有各机组本身调整的问题,更有运转过程中各机组之间的速度协调问题,该机组采用一台总变频器来控制各机组的调速变频器。
总的来说,自动包装流水线生产不只改变了我们的生产模式,使产品包装更灵活,更开拓了我们的发展思路,使包装机械市场出现多轮变革,加速了创新思维更好的进军商业化,使包装机械的潜能更好的发挥出来,达到新的水准。这就使包装机械行业要开始整体考察柔性化理念的内涵,即量的灵活性、构造的灵活性以及供货的灵活性。要使包装机械拥有良好的柔性跟灵活性,并自动化程度。



选购自动包装流水线企业-质量过硬来安庆市枞阳县找依利达包装器材(安庆市枞阳县分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:陆经理-【13927785571】,地址:[佛山市禅城区南庄镇商业广场二座]。
我们的其他产品