您当前的位置:商助贸易宝 » 雁峰商助贸易宝 »雁峰产品 » 经验丰富的皮带线经销商
经验丰富的皮带线经销商
更新时间:2025-10-11 18:52:05 ip归属地:衡阳,天气:晴,温度:26-38 浏览:4次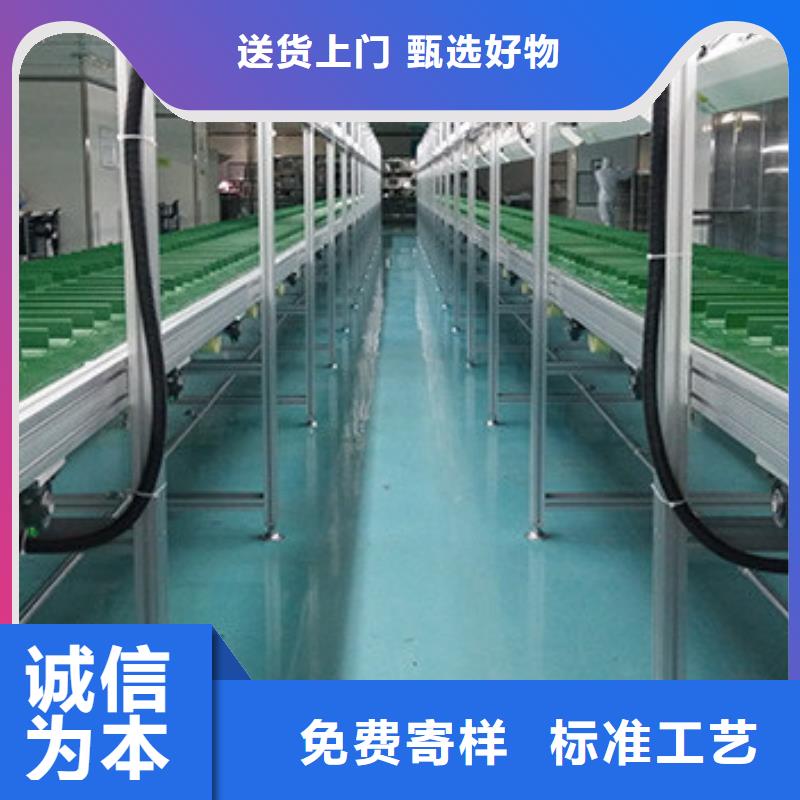


- 发布企业
- 依利达包装器材(衡阳市雁峰区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 热收缩包装机
- 所在地
- 佛山市禅城区南庄镇商业广场二座
- 联系电话
- 0757-85395000
- 手机
- 13927785571
- 联系人
- 陆经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:衡阳市雁峰区经验丰富的皮带线经销商的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
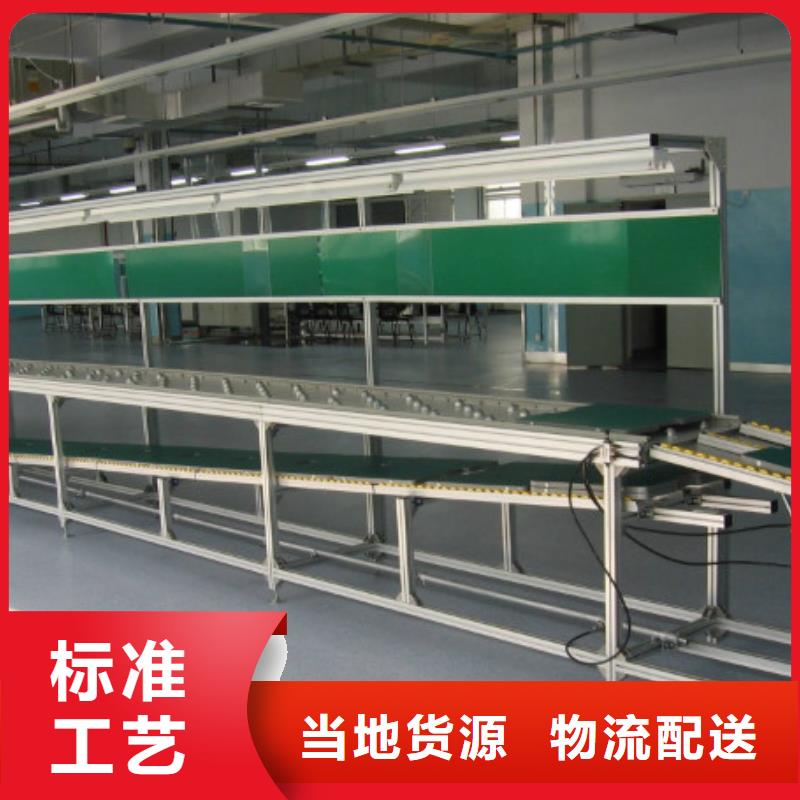
| 名称 | 皮带输送线 |
| 别称 | 传送线 |
| 产地 | 广东 |
| 范围 | 经验丰富的皮带线供应范围覆盖湖南省、衡阳市、雁峰区、珠晖区、石鼓区、蒸湘区、南岳区、衡南县、衡山县、衡东县、祁东县、耒阳市、常宁市等区域。 |
【依利达】业务覆盖多元场景,提供以下产品和服务:石鼓热收缩包装机快捷物流、常宁热收缩包装机专业生产设备等。经验丰富的皮带线经销商,依利达包装器材(衡阳市雁峰区分公司)专业从事经验丰富的皮带线经销商,联系人:陆经理,电话:【0757-85395000】、【13927785571】,以下是经验丰富的皮带线经销商的详细页面。 湖北省,衡阳市,雁峰区 雁峰,因南岳七十二峰之首廻雁峰秀居城中而得名。民国31年(1942),析衡阳县城区置衡阳市,建市时属第二区和区(部分)。1955年,改称衡阳市城南区。2001年,撤销城南区,设立雁峰区。
以下是我们精心制作的经验丰富的皮带线经销商产品视频,它比任何文字描述更能展示产品的细节和优势。请您点击观看,让我们的产品为您带来惊喜。
以下是:衡阳雁峰经验丰富的皮带线经销商的图文介绍

衡阳雁峰热收缩包装机
依利达包装器材有限公司
衡阳雁峰热收缩包装机一站式采购服务
热销产品
PRODUCT REAL SHOT DISPLAY






衡阳雁峰热收缩包装机的图文介绍
当地货源送货上门

以铸焊接盘滚筒为例具体说明如下:
(1)确保筒皮卷制精度 ①卷头用120°圆弧样板检查,不能出现大于0.3mm的间隙,并考虑防止焊接时的凹陷现象; ②卷板半径用样板或模具进行检查,并保持钢板厚度变化均匀; ③卷制精度必须保持在2mm范围以内,以保证滚筒的外径尺寸要求及筒皮加工后能达到至小壁厚尺寸要求。
(2)接盘加工过程中的工艺控制要点 ①以接盘内壁为找正粗基准,一次装夹车成外圆、内孔及各部端面; ②接盘壁厚精度不得大于3mm; ③铸焊接盘要做静平衡试验,不平衡允许值不得大于1kg。 (3)滚筒不允许先包接盘后焊筒皮纵缝,采取筒皮校圆再装接盘的工艺方法,且筒皮与接盘点焊在摆焊台上进行。 (4)筒体加工过程中的控制要点 ①重视镗内孔的找正,采取在镗杆上装夹百分表,以粗加工时内孔为基准,打表找正,精度应小于0.5mm; ②找正后串镗杆一次镗成两端面止口及内孔;③检测滚筒的至小壁厚与壁厚差。测量时,为了更准确地反映整个滚筒的壁厚差,对于铸焊接盘滚筒,采取在距环缝100mm处,沿圆周方向避开纵环缝50mm,每隔90°等分4条线,每条线上均匀地测4点壁厚,至小值大于至小壁厚,差值小于规定的壁厚差。



多年经验
买衡阳雁峰热收缩包装机直接找源头工厂给您更好的产品

质量把控
严格把控衡阳雁峰热收缩包装机生产标准确保品质出厂的都是合格品

支持定制
衡阳雁峰热收缩包装机按需定制产能稳定满足多种需求

服务保障
衡阳雁峰热收缩包装机成熟技术团队和售后团队交货准时

衡阳雁峰热收缩包装机定制流程
您是想要在衡阳市雁峰区采购高质量的经验丰富的皮带线经销商产品吗?依利达包装器材(衡阳市雁峰区分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的经验丰富的皮带线经销商产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:陆经理-【13927785571】,地址:《佛山市禅城区南庄镇商业广场二座》。
我们的其他产品