不锈钢复合管护栏一站式服务
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 不锈钢复合管护栏供应范围覆盖湖北省、武汉市、宜昌市、黄石市、襄阳市、荆州市、十堰市、荆门市、鄂州市、孝感市、咸宁市、随州市、恩施市、黄冈市 咸安区、嘉鱼县、通城县、崇阳县、通山县、赤壁市等区域。 |

道路隔离护栏用途:
1、用于道路中央
设置于公路中央分隔带内的护栏,以防止失控车辆穿越中央分隔带闯人对向车道,并保护中央分隔带内的构造物。
2、用于道路两侧
设置于公路路侧建筑限界以外的护栏,以防止失控车辆越出路外或碰撞路侧构造物和其他设施。
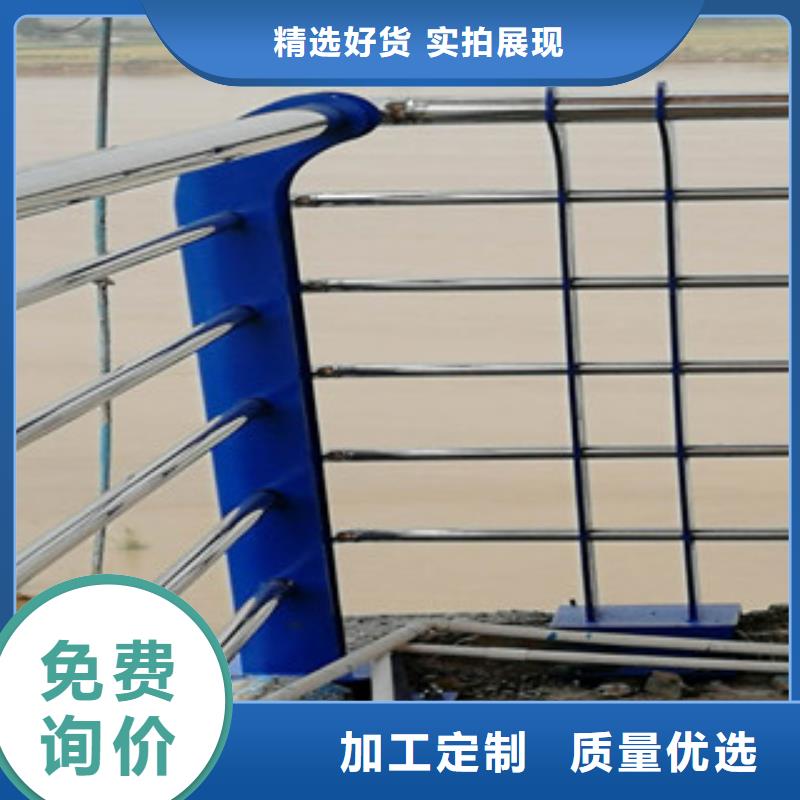
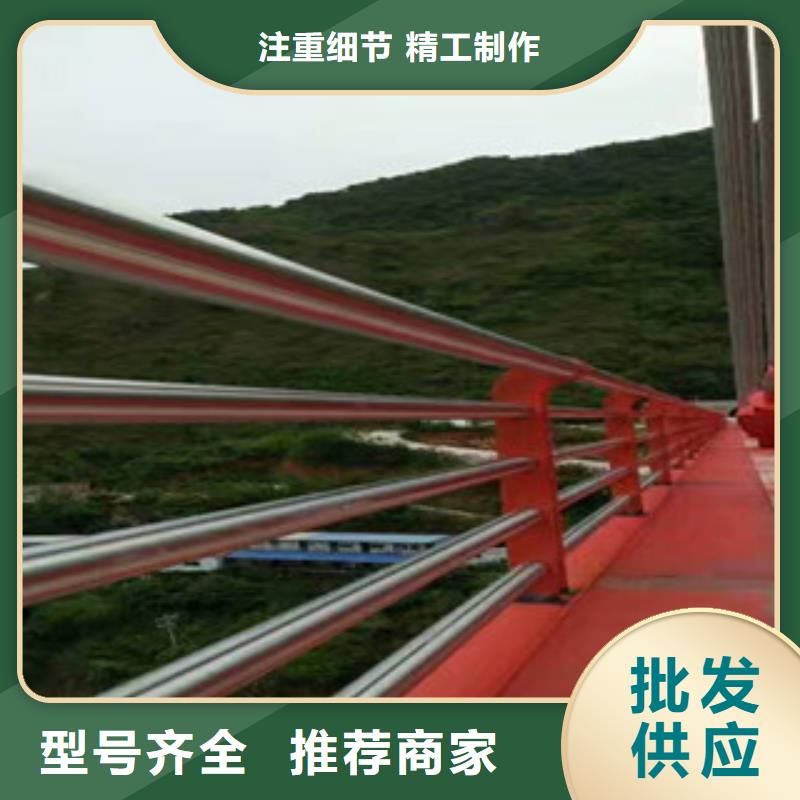
道路隔离护栏的特点:道路隔离护栏有着防撞特点,即阻止护栏防护对象冲出护栏范围造成损失,提高,不仅是美观新颖,易安装,可靠,价格优惠。
道路护栏系列分类有:太阳能防眩光护栏、镀锌钢质隔离栏、市政道路隔离护栏、人行道路护栏、机动与非机动隔离护栏、道路中心隔离护栏、带广告牌道路隔离护栏、河道护栏、草坪花坛护栏等。
市政道路隔离护栏规格齐全、品种多,可以任意选择高度、色彩。


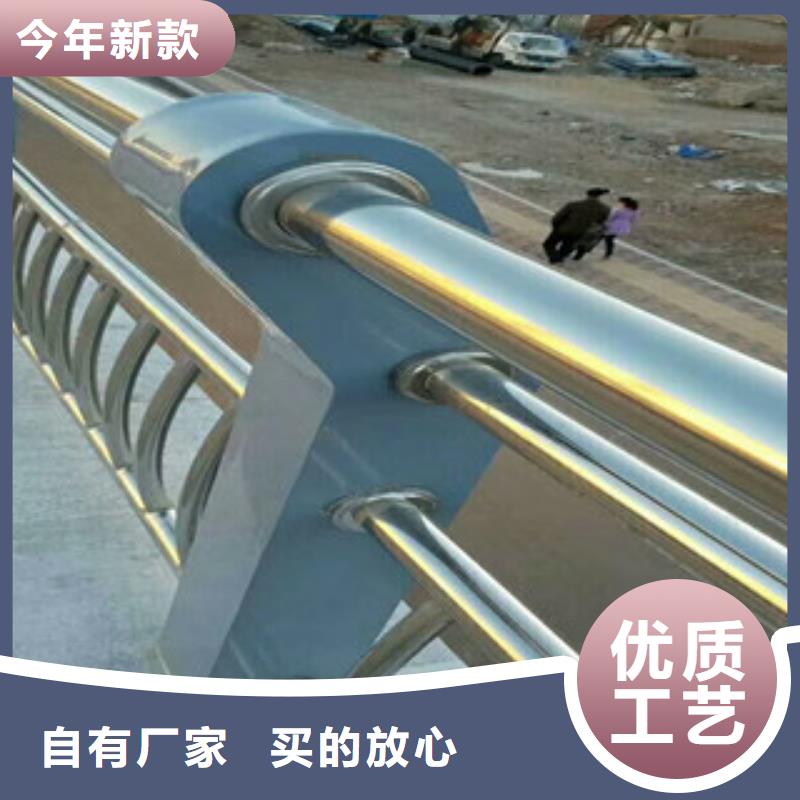
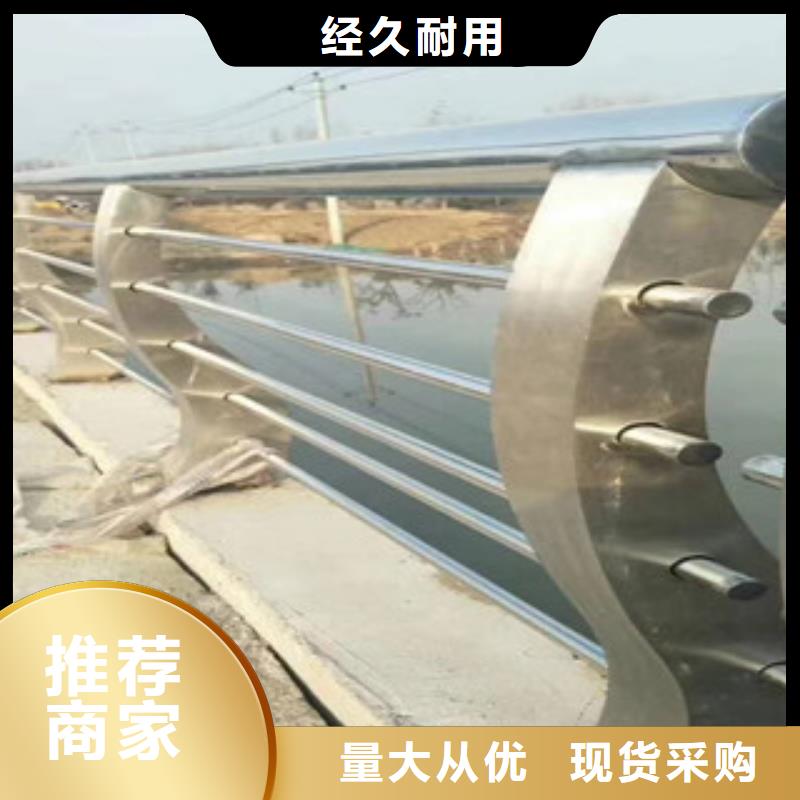
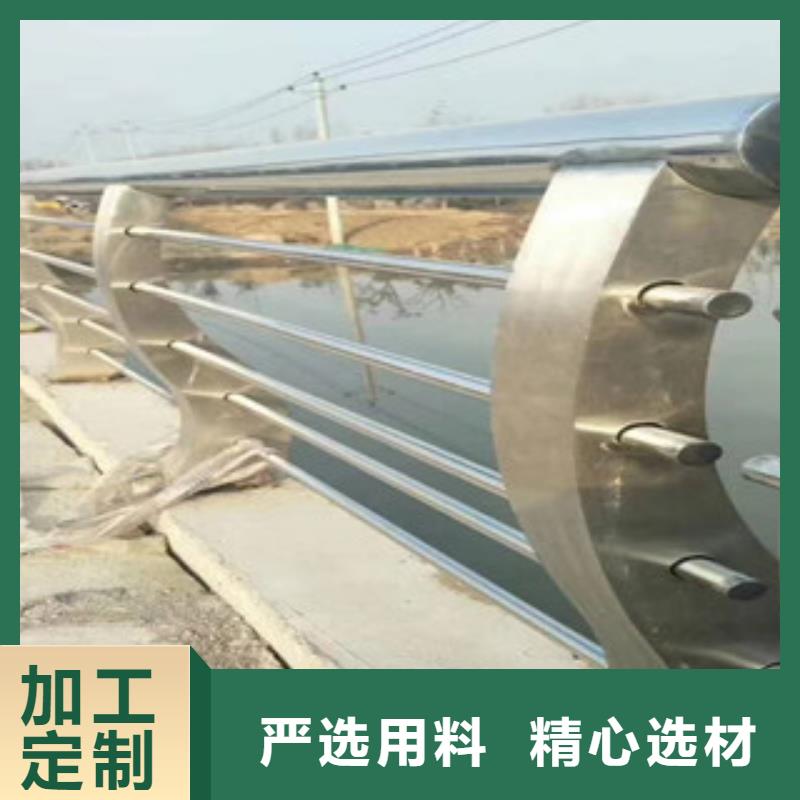
201复合管桥梁护栏/栏杆,它不仅具有不锈钢管的豪华美观和现代气息,又具有普通碳钢管的坚韧性,是价昂不锈钢管的替代品,它与钢板立柱配合,做成城市、道桥等的护栏/栏杆,不仅牢固、大方,且可造型各异,给都市别一种亮丽风景线.201复合管桥梁护栏施工时注意问题:护栏施工时应准确掌握各种设施的资料,特别是埋设于路基中各种管道的准确位置,在施工过程中不允许对地下设施造成任何破坏。如遇地下通讯管线、泄水管或涵顶填土深度不足时,应调整立柱位置,或改变立柱固定方式。当立柱打入过深时,不得将立柱拔出矫正,需将其余全部拔出,将其基础重新夯实后再打入,或调整立柱位置。桥梁护栏应安装法兰盘,注意法兰盘的定位和立柱顶面标高的控制。
不锈钢复合管护栏立柱安装采用螺栓连接时,立杆底部金属板上的孔眼应加工成腰圆形孔,以备膨胀螺栓位置不符,安装时可作小调整。施工时,在安装立杆基层部位,用电钻钻孔打入膨胀螺栓后,连接立杆并稍作固定,安装标高有误差时用金属薄垫片调整,经垂直、标高校正后固紧螺帽。 两端立杆安装完毕后,拉通线用同样方法安装其余立杆。立杆安装必须牢固,不得松动。立杆焊接以及螺栓连接部位,除不锈钢外,在安装完后,均应进行防腐防锈处理,并且不得外露,应在根部安装装饰罩或盖。
不锈钢复合管加工需要注意的什么问题:一,经过热轧、退火、酸洗和除鳞。处理后的钢板表面是一种黯淡表面,有点粗糙。二,经过冷轧、退火、除鳞,后用毛面辊轻轧。这是建筑应用中常用的,除在退火和除鳞后用抛光辊进行后一道轻度冷轧外,其它工艺与2D相同,表面略有些发 光,可以进行抛光处理;三,光亮退火:这是一种反射性表面,经过抛光辊轧制并在可控气氛中进行终退火。光亮退火仍保持其反射表面,而且不产生氧化皮。由于光 亮退火过程中不发生氧化反应,所以,不需要再进行酸洗和钝化处理。四,抛光表面加工:表面经过均匀地研磨,磨料粒度为80~100;毛面抛光,表面有均匀的直纹,通常是用粒度为180~200的砂带在2A或2B板上一次抛磨而成。五,单向表面加工:反射性不强,这种表面加工可能在建筑应用中用途广。其工艺步骤是先用粗磨料抛光,后再用粒度为180的磨料研磨。



湖北咸宁立朋金属制品有限公司注册资金800万元,占地面积近50亩,建筑面积达10000平方米。经过多年努力,公司已具备了可观的 不锈钢复合管护栏生产能力和科技开发水平。公司 不锈钢复合管护栏生产设备精良, 不锈钢复合管护栏产品工艺可靠,检测手段齐全,企业管理严格,产品质量过硬。



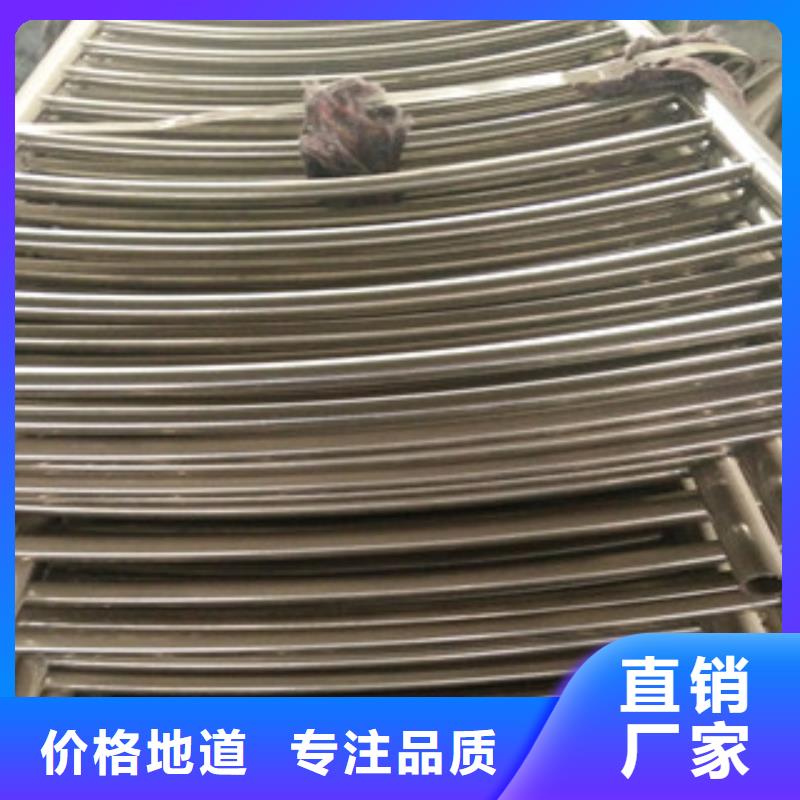
不锈钢复合管护栏用在河道上耐磨性抗腐蚀性是比较不错
现在不锈钢复合管在护栏,栏杆上是经常会使用的,它无论是耐磨性还是抗腐蚀性上都是比较不错的,对于不锈钢复合管来说它的要求是比较严格的,必须要坚硬,表面有光泽。不锈钢复合管在生产上的步骤是比较严谨的,其中为重要的一个步骤就是焊接。焊接要求的温度,湿度以及焊条,火候都是不一样的,要按照用途进行去生产,使得它的性能和特征达标进行,不锈钢复合管焊接要求的技术性能比较高,很多的师傅是不具备焊接的能力的。我们下面介绍一下焊接的步骤大家进行参考:
1、不锈钢复合管焊条凡间有钛钙型和低氢型两种。焊接电流尽能够采用直流电源,有利于克制焊条发红和熔深浅。钛钙型药皮的焊条不合适做全地位焊接,只适合平焊和平角焊;低氢型药皮的焊条可做全地位焊接。
2、不锈钢复合管焊条在运用时应坚持枯燥。为避免发生裂纹、凹坑、气孔等缺陷,钛钙型药皮焊前经150-250℃烘干1h,低氢型药皮焊前经200-300℃烘干1h。不克不及屡次反复烘干,不然药皮易零落
3、焊口清算洁净,还避免焊条沾上油及其它脏物,以免添加焊缝含碳量并影响焊接质量。
4、为避免加热而发生晶间侵蚀,焊接电流不宜过大,普通应比碳钢焊条低20%左右,电弧不要过长,层间快冷,以窄道焊为宜。
5、应尽量采用短弧焊接,弧长普通2-3mm,电弧过长易发生热裂纹。
6、运条:应采用短弧疾速焊,普通不答应横向摆动,其目标是削减不锈钢复合管焊接热量和热影响区宽度,进步焊缝抗晶间侵蚀才能和削减热裂纹的倾向。
7、不锈钢复合管的焊策应稳重选用焊条,避免焊条选用欠妥呈现热裂纹或高温热处置后惹起σ相析出,使金属脆化。参照不锈钢复合管与异种钢的焊条选择规范进行选用,并接纳恰当焊接工艺。
不锈钢复合管焊接的工艺和制作的流程都是比较的严谨的,对于技术的性能要求是比较高的,要按照相关的步骤进行焊接。如果出现问题的话会发生事故的,特别是用不锈钢复合管做成的桥梁护栏,栏杆,还有用在交通上的护栏设施更是要会发生事故的,所以说一定要焊接合格才行!


- 滚动灯箱、滚动灯箱厂家直销-本地企业 2025-10-31
- 定做不锈钢板的供货商 2025-10-31
- 优惠的NM450耐磨板生产厂家 2025-10-31
- H型钢-诚信经营 2025-10-31
- 常年供应化粪池-省钱 2025-10-31
- 不锈钢复合管、不锈钢复合管厂家直销-本地企业 2025-10-31
- #H型钢弯曲机#-可定制 2025-10-31
- 口碑好pvc输送机厂家 2025-10-31
- 无缝管制作商 2025-10-31
- 可定制的铅板供货商 2025-10-31
- 发电机出租现货上市 2025-10-31
- 板厂家价格优惠 2025-10-31
- 蓝莓苗-欢迎新老客户实地考察 2025-10-31
- 优选:手提式钢筋弯曲机批发商 2025-10-31
- 不锈钢复合管护栏质量优异 2025-10-31
产品




联系方式
