珩磨管实地厂家
专注 精密管的研发设计、生产加工、销售、安装施工和售后服务于一体的大型综合性企业,为客户提供专业的技术服务和种类丰富、品质优良的 精密管产品。公司旗下拥有较好的销售团队、有经验的技术人才和售后安装团队,以及先进的管理体系和生产设备公司主营: 精密管。公司凭借稳定、优良、放心的产品质量和尽善尽美的售前、售中、售后服务,构建了更好的销售网络。


系列化生产中,数控珩磨机由此而引发的对珩磨过程中利用机床运动链实施齿面修形过程的限制,可予忽略。但在工装中要建立轮廓修形。关于单面或双面接触,所涉及的或是磨具齿面,或是工件齿面。在加工过程中有一个以上的齿在保持接触。这就表示珩齿过程是一种连续接触的转动过程。这是使齿轮低噪声运行的一项很重要的决定性因素。



如何给珩磨管设置定压
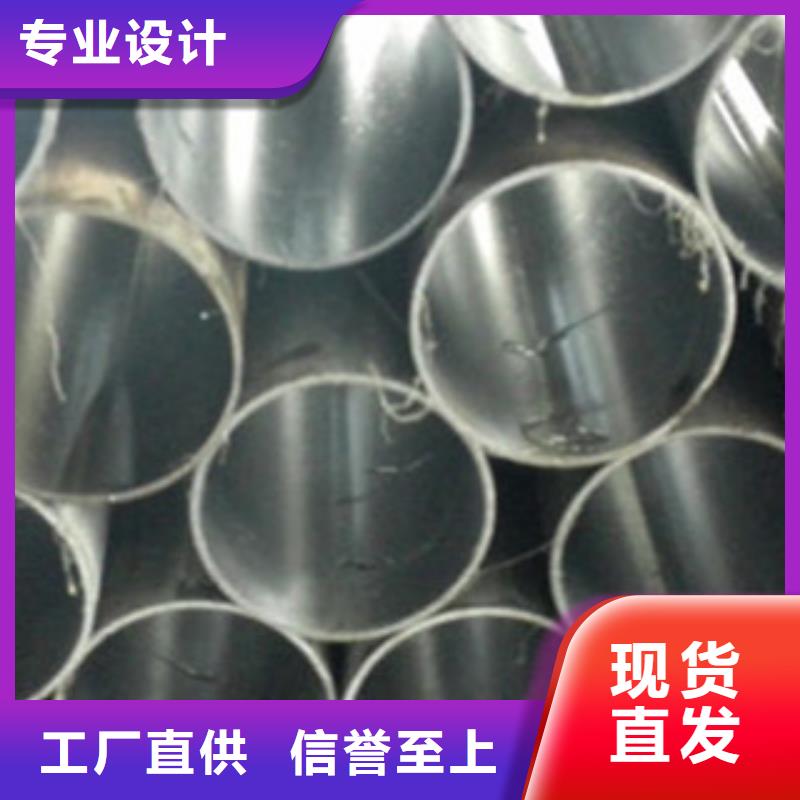
1、脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面积小,接触压力大,孔壁的凸出部分快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。
2、破碎切削阶段,随着珩磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率降低。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也小。因此,油石磨粒脱落少,此时磨削不是靠新磨粒,而是由磨粒尖端切削。因而磨粒尖端负荷大,磨粒易破裂、崩碎而形成新的切削刃。
珩磨管
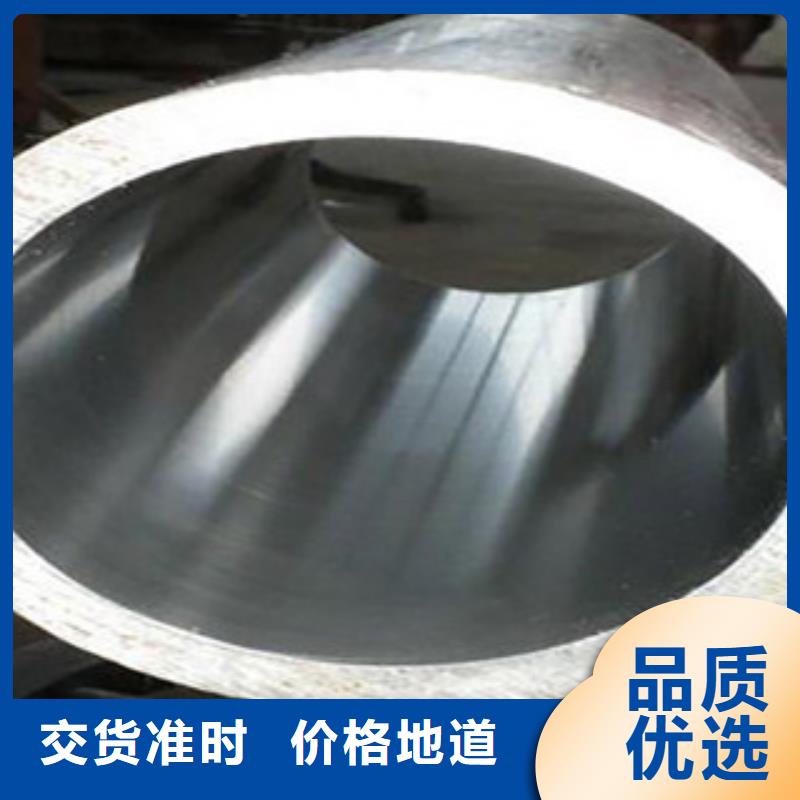
3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,细的切屑堆积于油石与孔壁之间不易排除,造成油石堵塞,变得光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石完全失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。
了解珩磨管的属性范围



冷拔绗磨管新工艺流程
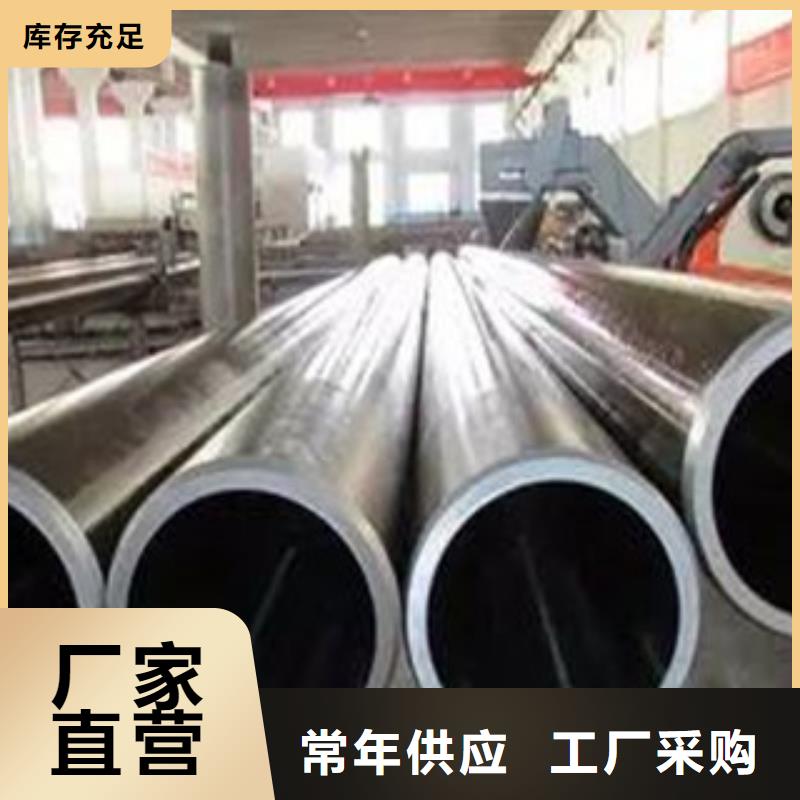
冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
什么是冷拔绗磨管?热轧钢管用连铸板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。
其卷重较重、钢卷内径为760mm。(一般制管行业喜欢使用。)将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。该产品有局部替代冷轧板的趋向,无缝钢管价格适中,深受广大用户喜爱。冷拔钢管用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能用于简单变形的零件。轧硬卷可作为热镀锌厂的原料,因为热镀锌机组均设置有退 火线。轧硬卷重一般在6~13.5吨,钢卷内径为610mm。



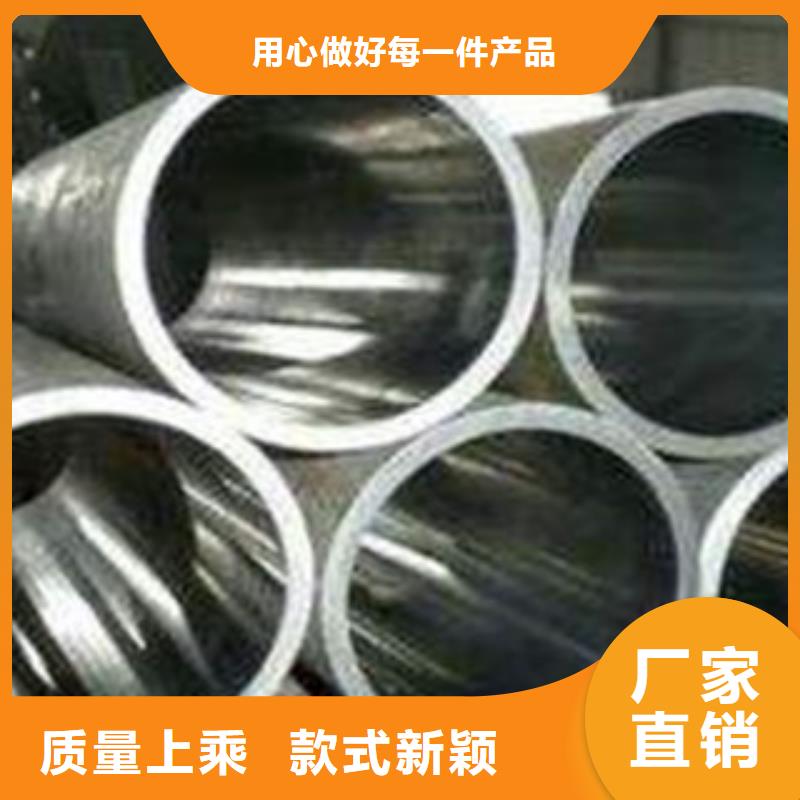
珩磨管其是指经过珩磨加工的管子,可以称其为珩磨管,而这里的管子,主要是指无缝钢管。因此,珩磨是一种加工工艺,通过这一工艺,使得管子内孔达到预期想要的公差尺寸,以及表面粗糙度等,并使其在公差范围内。
珩磨管的加工工艺是珩磨,而油缸管,其是在油缸中使用的管子,其的加工工艺,不一定是珩磨,也可以是滚压等其它工艺。
珩磨管的内孔粗糙度,是可以做到小于0.63nm的,而直线标准度,则可以做到小于0.3mm/m。因此,其在尺寸准确度上,是可以有较高水平的。因此,其可以用于一些要求较高的场合中。而它的珩磨,是要用到珩磨机的,珩磨机上的珩磨头,一般来讲,是进行轴向直线往复运动。
产品
- 伸缩楼梯大型厂家 2025-10-13
- 品牌的工字钢生产厂家 2025-10-13
- 供应园林不锈钢护栏现货 2025-10-13
- 中厚板-火爆预定中 2025-10-13
- 割缝钢管-割缝钢管性价比高 2025-10-13
- 手动打包机10年品质_可信赖 2025-10-13
- 封切机免费邮寄样品 2025-10-13
- H型钢实地货源 2025-10-13
- 油浸式变压器热销好货 2025-10-13
- 铝卷订购找大品牌 2025-10-13
- 支持定制的不锈钢生产厂家 2025-10-13
- 无缝钢管精选厂商 2025-10-13
- 护栏-欢迎询价 2025-10-13
- 雨棚-多年经验造就好品质 2025-10-13
- 方矩管-按需定制 2025-10-13
联系方式
