您当前的位置:商助贸易宝 » 玉环商助贸易宝 »玉环产品 » 方管欢迎到厂实地考察
方管欢迎到厂实地考察
更新时间:2025-11-14 08:24:41 ip归属地:台州,天气:晴,温度:12-22 浏览:1次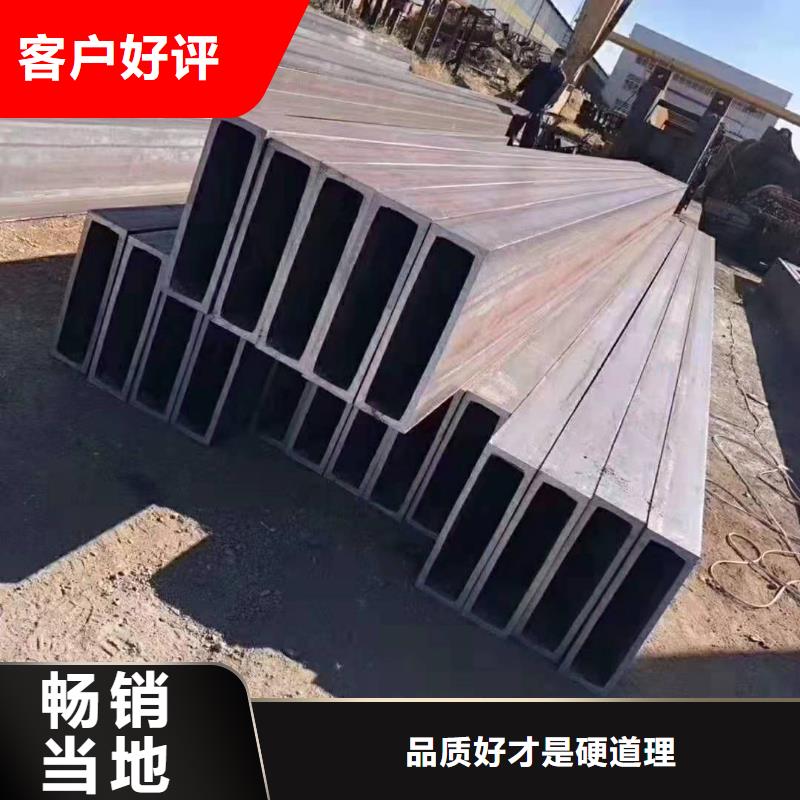

- 发布企业
- 恒鑫达钢管(台州市玉环市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 方矩管、直缝焊管
- 所在地
- 静海区大邱庄镇静王路500米
- 联系电话
- 0527-88266888
- 手机
- 17768165506
- 联系人
- 周金福 请说明来自商助贸易宝,优惠更多
详细介绍
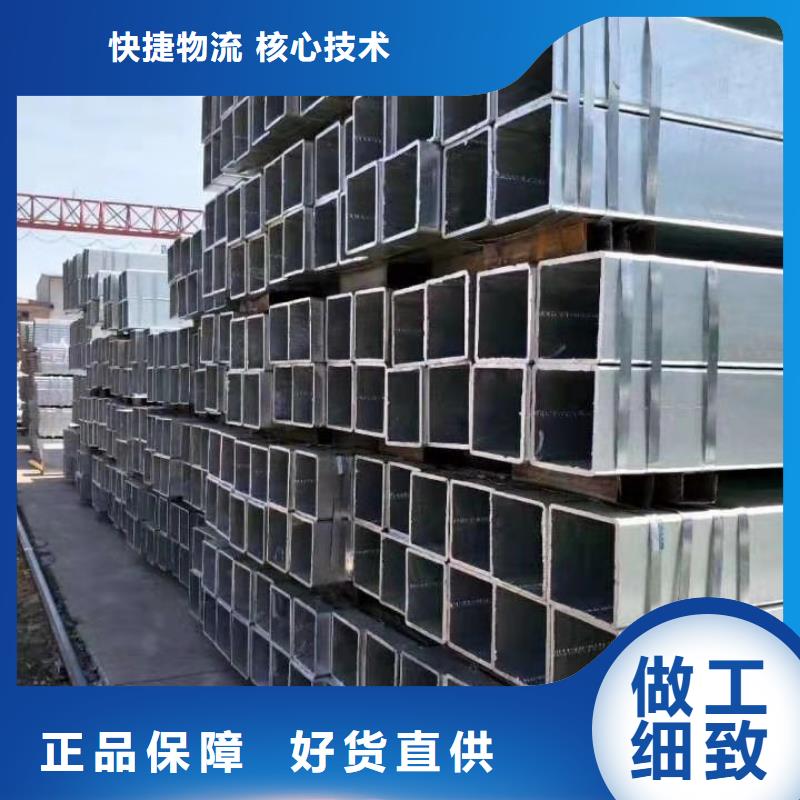
以下是:台州市玉环市方管欢迎到厂实地考察的产品参数
【恒鑫达】以匠心打造多元场景产品,涵盖黄岩方矩管、直缝焊管海量现货直销、临海方矩管、直缝焊管专业生产厂家等。方管欢迎到厂实地考察,恒鑫达钢管(台州市玉环市分公司)为您提供方管欢迎到厂实地考察,联系人:周金福,电话:【0527-88266888】、【17768165506】。 浙江省,台州市,玉环市 玉环市是浙江高质量发展建设共同富裕示范区第二批试点地区之一;是全国综合实力百强县市、投资潜力百强县市、绿色发展百强县市、全国科技创新百强县市、全国新型城镇化质量百强县市、全国县域经济综合竞争力100强、全国营商环境百强县、中国智慧城市百佳县市。
方管欢迎到厂实地考察的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:台州玉环方管欢迎到厂实地考察的图文介绍

氧气是可燃气体燃烧时所必须的,以便为达到钢材的点燃温度提供所需的能量;另外,氧气是钢材被预热达到燃点后进行燃烧所必须的。切割钢材所用氧气必须要有较高的纯度,一般要求在99.5%以上,一些先进 的工业标准要求氧气纯度在99.7%以上。氧气纯度每降低0.5%,钢板的切割速度就 要降低10%左右。如果氧气纯度降低0.8%-1%,不仅切割速度下降15%-20%,同时,割缝也随之变宽,切口下端挂渣多并且清理困难,切割断面质量 亦明显劣变,气体消耗量也随着增加。显然,这就降低了生产效率和切割质量,生产成本也就明显地增加了。
除了氧气之外,还可采用液氧切割,虽然一次性投资大,但从长远看,其综合经济指标比想象的要好得多。气体压力的稳定性对工件的切割质量也是至关重要 的。波动的氧气压力将使切割断面质量明显劣变。气压压力是根据所使用的割嘴类型、切割的钢板厚度而调整的。切割时如果采用了超出规定数值的氧气压力,并不 能提高切割速度,反而使切割断面质量下降,挂渣难清,增加了切割后的加工时间和费用。
除了氧气之外,还可采用液氧切割,虽然一次性投资大,但从长远看,其综合经济指标比想象的要好得多。气体压力的稳定性对工件的切割质量也是至关重要 的。波动的氧气压力将使切割断面质量明显劣变。气压压力是根据所使用的割嘴类型、切割的钢板厚度而调整的。切割时如果采用了超出规定数值的氧气压力,并不 能提高切割速度,反而使切割断面质量下降,挂渣难清,增加了切割后的加工时间和费用。


方矩管在淬火处理时,应该注意:细长管材应尽量在盐浴炉或井式炉中垂直吊挂加热,以减少由于自重而引起的变形。截面大小不同的管件在同一炉中加热时,小件应放在炉膛外端,大小件分别计时小件先出炉。每次装炉量要与炉子的功率相适应,装炉量大时易压温,加热时间需延长。方矩管淬水或盐水的工件,淬火温度取下限,淬油或熔盐的工件,淬火温度取上限。行双介质淬火时,在 种淬火介质中停留的时间按前述三种方法控制,从 种淬火介质移入第二种淬火介质的时间应尽量短,以0.5-2s为宜。对表面不允许氧化、脱碳的管材,应在经过校正的盐浴炉或保护气氛炉中加热。如条件不具备时,可以在空气电阻炉中加热,但需采取防护措施。
方矩管垂直浸入淬火介质后,不作摆动,只作上下移动,并停止淬火介质的搅动。当管件硬度要求高的部位冷却能力不足时,可在整体浸入淬火介质的同时,对该部位再实施喷液冷却,以提高其冷却速度。必须放在有效加热区内,装炉量、装炉方式及堆放形式均应确保加热温度均匀一致,且不致造成畸变和其他缺陷。在盐炉中加热时,不要靠电极太近,以防局部过热,距离应在30mm以上。与炉壁的距离以及浸入液面以下的深度,都应在30mm以上。分级淬火时,可适当提高淬火温度,以增加方矩管奥氏体的稳定性,防止其分解为珠光体。结构钢及碳素钢可以直接装入淬火温度或比淬火温度高20-30℃的炉中加热。高碳高合金钢应在600℃左右预热后,再升至淬火温度。要求淬硬层较深的管材,淬火温度可适当提高,要求淬硬层较浅的可选取较低的淬火温度。方矩管冷却水中不得有油、肥皂液等脏物。一般情况下,水温不超过40℃,油温不超过80℃。
方矩管垂直浸入淬火介质后,不作摆动,只作上下移动,并停止淬火介质的搅动。当管件硬度要求高的部位冷却能力不足时,可在整体浸入淬火介质的同时,对该部位再实施喷液冷却,以提高其冷却速度。必须放在有效加热区内,装炉量、装炉方式及堆放形式均应确保加热温度均匀一致,且不致造成畸变和其他缺陷。在盐炉中加热时,不要靠电极太近,以防局部过热,距离应在30mm以上。与炉壁的距离以及浸入液面以下的深度,都应在30mm以上。分级淬火时,可适当提高淬火温度,以增加方矩管奥氏体的稳定性,防止其分解为珠光体。结构钢及碳素钢可以直接装入淬火温度或比淬火温度高20-30℃的炉中加热。高碳高合金钢应在600℃左右预热后,再升至淬火温度。要求淬硬层较深的管材,淬火温度可适当提高,要求淬硬层较浅的可选取较低的淬火温度。方矩管冷却水中不得有油、肥皂液等脏物。一般情况下,水温不超过40℃,油温不超过80℃。



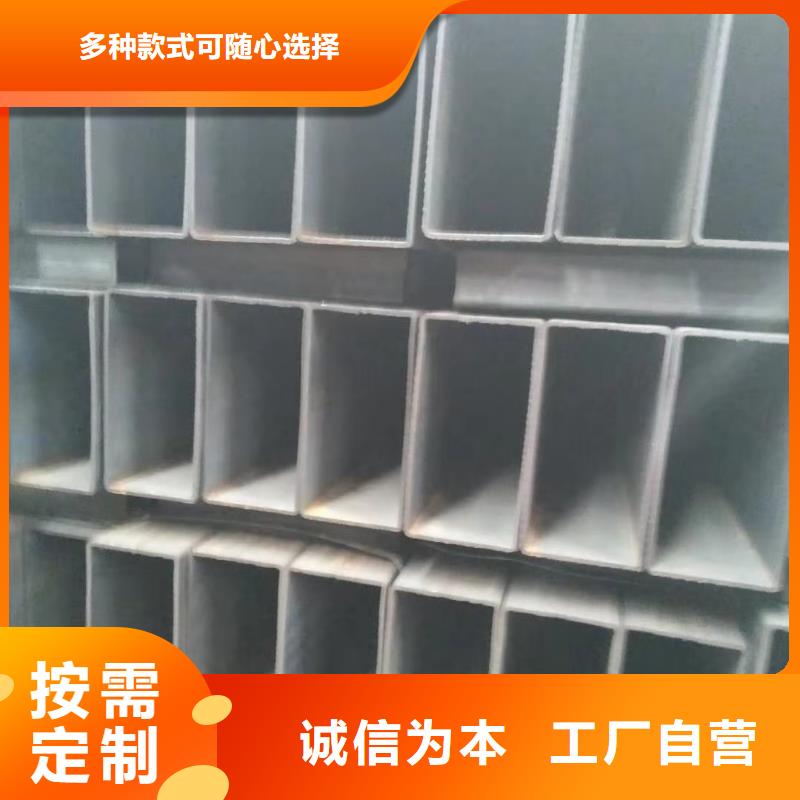
台州玉环恒鑫达钢管有限公司是台州玉环在 方矩管,直缝焊管行业研制生产的厂家,技术力量雄厚,设计制造能力强,生产设施完善,管理制度健全。本公司以“服务为根,质量为本”为经营宗旨,以合理的价格,
提供的 方矩管,直缝焊管产品和完善的售后服务,以客户需求为导向,不断创新,以提高客户生产效率为己任,为客户带来的现场解决方案。


焰切割中,常用的可燃性气体有乙炔、煤气、天然气、丙烷等,国外有些厂家还使用MAPP,即:甲烷+乙烷+丙烷。一般来说,燃烧速度快、燃烧值高的气体适用于薄板切割;燃烧值低、燃烧速度缓慢的可燃性气体更适用于厚板切割,尤其是厚度在200mm以上的钢板,如 采用天然气进行切割,将会得到理想的切割质量,只是切割速度会稍微降低一些。相比较而言,乙炔比天然气要贵得多,对于以前的切割气来说,乙炔是生产切割中 的主流切割气,但随着近两年天然气的变革和开发,天然气从综合角度来说分析,比乙炔更能得到市场和 的认可,重要一点就是它节能环保。对于它切割速 度稍慢问题,现在有了市场上天然气增效剂的问世一系列的问题也随之化解。
钢板的切割速度是与钢材在氧气中的燃烧速度相对应的。在实际生产中,应根据所用割嘴的性能参数、气体种类及纯度、钢板材质及厚度来调整切割速度。切割 速度直接影响到切割过程的稳定性和切割断面质量。如果想人为地调高切割速度来提高生产效率和用减慢切割速度来 地改善切割断面质量,那是办不到的,只能 使切割断面质量变差。过快的切割速度会使切割断面出现凹陷和挂渣等质量缺陷,严重的有可能造成切割中断;过慢的切割速度会使切口上边缘熔化塌边、下边缘产 生圆角、切割断面下半部分出现水冲状的深沟凹坑等等。
钢板的切割速度是与钢材在氧气中的燃烧速度相对应的。在实际生产中,应根据所用割嘴的性能参数、气体种类及纯度、钢板材质及厚度来调整切割速度。切割 速度直接影响到切割过程的稳定性和切割断面质量。如果想人为地调高切割速度来提高生产效率和用减慢切割速度来 地改善切割断面质量,那是办不到的,只能 使切割断面质量变差。过快的切割速度会使切割断面出现凹陷和挂渣等质量缺陷,严重的有可能造成切割中断;过慢的切割速度会使切口上边缘熔化塌边、下边缘产 生圆角、切割断面下半部分出现水冲状的深沟凹坑等等。



方管欢迎到厂实地考察_恒鑫达钢管(台州市玉环市分公司),固定电话:【17768165506】,移动电话:【0527-88266888】,联系人:周金福,静海区大邱庄镇静王路500米。
我们的其他产品