#厚壁无缝钢管#-专业厂家


超高层建筑的发展体现了一个 的建筑科技水平和建筑材料工业水平 , 也是衡量一个 建筑科学技术综合水平的重要标志。同时随着科技的发展 , 现代超高层建筑体系中大都采用钢结构体系 , 占 70 % ? 80 % , 并采用带巨型斜撑、巨型柱、巨型框架钢结构。巨型柱钢结构大量采用规格为 1 ) 800 x30 以上的大直径厚壁钢管结构。如广州新电视塔 , 建筑高度 610 , 1 、,立柱钢管为 DZ 000 X 50 ( l0 ) ;广州珠江西塔 , 建筑高度 132 川 , 立柱钢管为 1 ) 1 800 x 55 ( 50 ) ; 台商大厦建筑高度 289 , 11 ,立柱钢管 D ( 1100 一 1 000 ) X30 等。同时由于用在超高层建筑上,对构件加工精度要求非常高,如广州新电视塔对立柱类钢管柱的加工要求直径误差需在士‘ / 1 000 , 且不应大于 2 . 0 rll , 11 :椭圆度误差.厂镇‘ 1 / 500 , 且不应大于 3 . 0 , ,、 11 、。此类钢管世界上只有极少数厂家能生产 , 如德国曼勒斯曼公司,其初步报价为 2200 ? 2 500 欧元八( 2006 年报价)。因此 , 随着国内超高层建筑越来越多,对大直径厚壁钢管的需求也越来越大.
l 大直径厚壁钢管成型工艺
1 . 1 大直径钢管常规成型工艺
根据现阶段国内钢管生产厂家的成型加工工艺,大直径厚壁钢管加工方法主要可分为以下两类: l )热扩无缝管加工工艺一此类加工工艺主要采用热加工成型, 规格只能加工 D720,且加工中需要进行升温加热,会大大降低材料的力学性能,加工过程中存留大量的残余应力,成品加工精度低,无法满足超高层建筑要求 2 )冷压成型管加工工艺 ― 主要采用预弯机、折弯成型机、在制管专用圆弧上模及可调式下模上折弯压制,通过对钢板进行逐级折弯压制成型此加工工艺对圆管的管径、椭圆度等指标控制精度不高,而且管径也受到限制,规格主要为 Dl 000 以下的主要用于桩基础、油气管线等,对于超高层建筑的技术要求较难达到一般建筑设计采用较少
1 . 2 大直径厚壁钢管卷制成型工艺



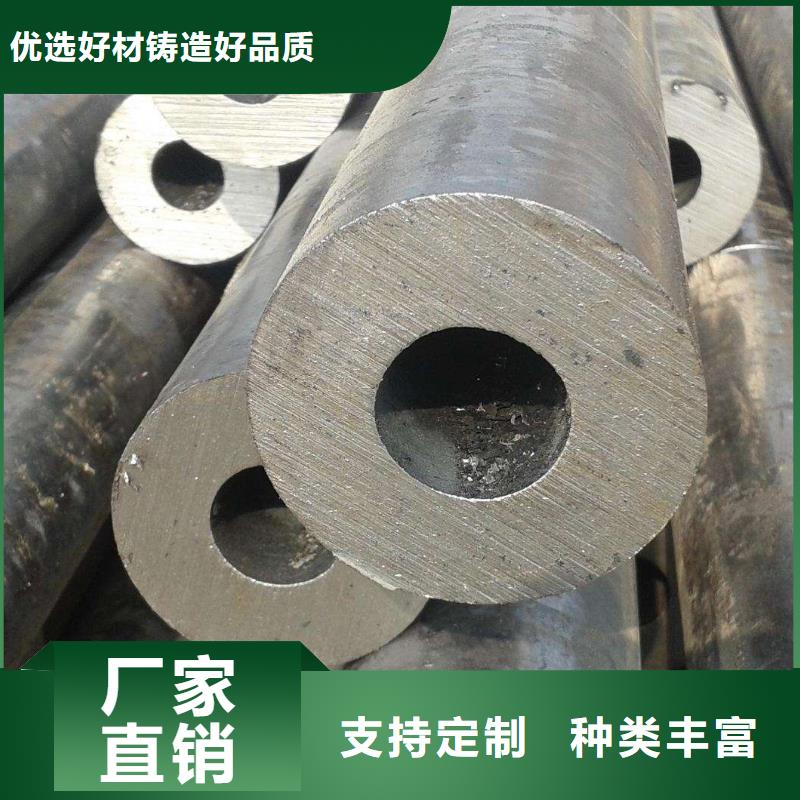
厚壁无缝钢管一般是指外径(D)与壁厚(S)之比(D/S)小于20的无缝钢管,其中外径与壁厚之比(D/S)小于10的又称为超厚壁无缝钢管。
厚壁尤缝钢管常用于火(核)电、船舶、化工及石油等行业中高温高压流体的输送,工作状态下需承受内部流体较高的压力和温度,故其质量和性能要求较A。其钢种主要有优质碳紊结构钢、合金结构钢、不锈钢和特种合金等。
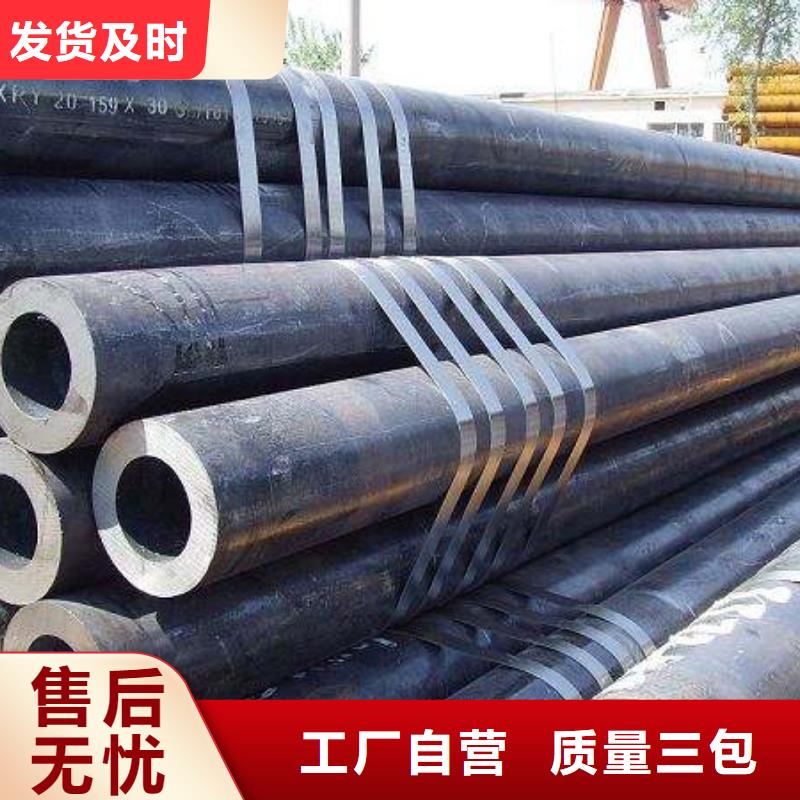
目前,世界上生产超厚壁无缝钢管采取的生产工艺主要有皮尔格轧制法、自由锻造法、穿孔拉拔法及热挤压法等。其中,热挤压法。近年来受到闰内、外齊遍关注,它是将金属坯料加热至再结晶温度以上,利用挤压机的压力,由挤压动校对金属坯料加以挤压,使坯料在三向压应力作用下从挤压模口流出,从而获得所需
要挤;玉件的一种塑性成形方法。根据挤压设备与挤压方向的不同,热挤压法又可分为卧式挤压法和垂直挤压法。与其他工艺相比,垂直挤压法具有产品规格范围广、材料利用率高、产品质跫好和制造周期短等一系列优点。
针时厚壁无缝钢管的特.饭,时热挤压法制造无缝钢管中的垂直挤压工艺进行研究。介绍了厚壁无缝钢管热挤压的工艺流程,并重点分析模具结构和润清条件热挤压工艺过程中的两大重要因素。终提出了多角度挤压入模角的模具结构及模具一坯料复合润滑方案,在降低挤压力的同时获得了表面质童较高、综合力学性能较好的厚壁无缝钢管。


大理祥云星腾伟业金属材料有限公司技术力量雄厚,拥有工程技术人员、技师等多方面专业人才,具有设计、安装、调试、维修及技术咨询的能力,是一家专业的生产销售 无缝钢管实体企业。 创业之初,我们的决策层就本着“诚信为本”、“用户至上”为原则,公司每位员工努力贯彻“以质量求生存,以信誉求发展”的经营理念为己任。



12Cr1MoV厚壁钢管焊缝内部裂纹处理实例
12Crlmovg是目前电站锅炉用量 的低合金耐热钢,经国内外实践证明其工艺性能良好,可靠性强,其广泛应用在锅炉过热管、联箱和管道中。以某电厂4机亚临界锅炉为例,针对后屏集箱至高温过热器联箱连接管的内部裂纹进行分析,并提出相应的处理解决方案,为目前国内在役多的300MW机组中的12Cr1MoV厚壁钢管技术管理提供了有凎借鉴,为机组经济运行提供了重要保障.
(1)在补焊时,补焊区成型饱满光滑,新旧焊缝圆滑过渡,使用这种方法来分散应力,减少应力集中,对裂纹的产生会有一定的抑制作用。
(2)加强金属技术监督检验,该焊缝要列入电厂下次检修的检验项目中,检验项目包括宏观检验,磁粉检測,超声检測,硬度测试,必要时进行金相分析。在机组日后的检修中,重点监督几次,确保补焊位置不出现缺陷。
(3)加强技术监督过程控制。焊接人员与检验检測人员必须持有有效资格,并具有相当的经验;仪器设备必须经鉴定后合格,使用过程中也要按标准按时进行校验与校正;焊接所用的焊条必须在保质期内,并按使用说明提前烘焙;焊接与检验必须遵循相对应的工艺指导书、检验标准及操作规程等。


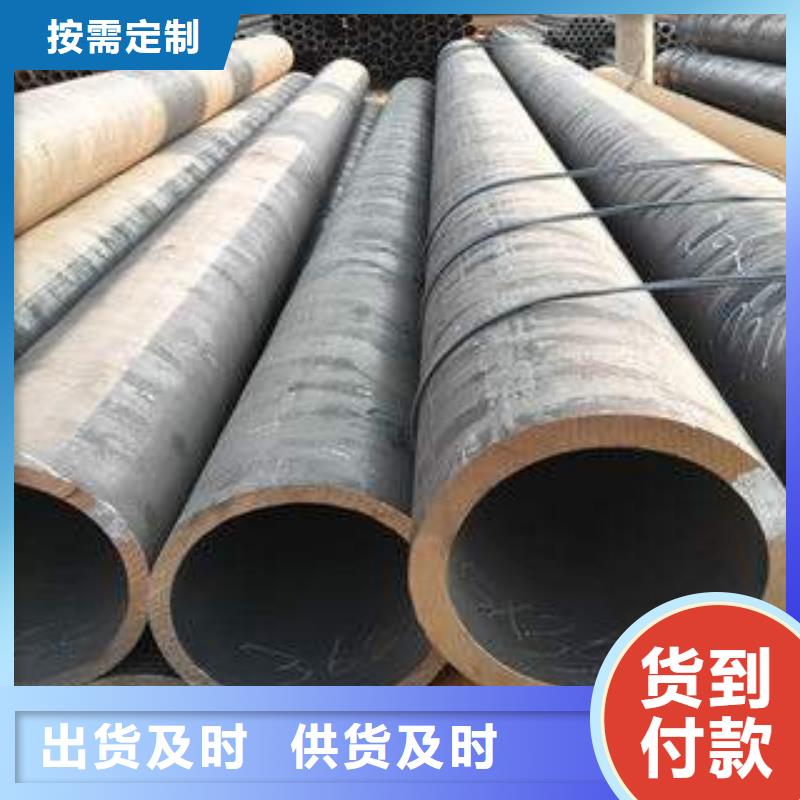
如何制造高强度、高韧性的厚壁无缝钢管一直是治金工作者感兴趣的重要课题。近年来,随着治炼和无缝管穿轧技术的进步,对生产≤160mm,0,≥120kgf/mm20,≥140kgf/mm2,-40℃V形缺口试样a≥2kgf·m/cm2的厚壁无缝管,已有较成功经验,并用于兵工生产,但是制造18C~500的大口径厚壁管一直是工艺上的难题。
多年来,制造厚壁管的主要工艺路线是采用电炉(或电渣)钢锭锻造后再机械锆孔的工艺。这种工艺的主要缺点是材料消耗高,钢材利用率低,钢坯的30~40%变为切屑,特别是高强度、大截面部件,往往由于锻压比小,不能充分破坏钢锭心部的柱状晶,使锻坯的断面收缩率和冲击韧性都较低。增大钢锭直径,虽然可以增加锻压比,但是直径増加往往会导致钢锭的元素偏析增加,此举往往不能提高断面收缩率和κ值电渣熔工艺生产的空心管,虽然可以生产高冲击值的管,但是由于铸管上的横列结晶断口难以,妨碍了它的广泛应用。
为了制取高强度、高韧性的厚壁无缝管,我们结合30Cr2Ni2MoVA钢管的研制,进行了一些工艺试验。这些工艺是:1.电渣钢锭十锻造制坯十机加钻孔;2.电渣钢锭十锻造制坯十水压机热挤压成管;3,电渣钢锭十“皮尔格”轧机锻轧无缝管。现将这三种工艺生产管材的性能总结如下。
适量的磨削加工,使表面耐久性能得到显著提高的主要原因,是由于充分发挥了残留奥氏体的有利作用;渗层接触疲劳性能随表层残留奥氏体量的增多而增高,其含量达60%左右时,具有 的接触疲劳性能。
3.共渗层中的残留奥氏体在循环应力作用下,均发生马氏体相变。在同一种热处理状态下,残留奥氏体的转变速率越低,其疲劳寿命越高。
4.冷处理虽然能提高共渗层的表面硬度,但是,由于残留奥氏体的有利影响被削弱而使其表面耐久性能降低。



- 无缝方管-值得信赖 2025-09-07
- #扬尘监测系统#规格全 2025-09-07
- 有现货的圆钢公司 2025-09-07
- 买的放心-不锈钢复合管厂家 2025-09-07
- 别找了,您要的H型钢都在这 2025-09-07
- 卖不锈钢管的经销商 2025-09-07
- 雨棚报价格 2025-09-07
- 方管老牌企业 2025-09-07
- 热镀锌方管、热镀锌方管厂家-欢迎新老客户来电咨询 2025-09-07
- 常年供应电缆桥架-口碑好 2025-09-07
- 不锈钢复合管护栏非标定制 2025-09-07
- 通风天窗实力厂商 2025-09-07
- 不锈钢复合管护栏实体生产厂家 2025-09-07
- 耐候钢板图文介绍 2025-09-07
- 不锈钢复合管护栏远销海外 2025-09-07
产品







联系方式
