以下是:山南市隆子县珩磨管厂家现货供应的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 珩磨管供应供应范围覆盖西藏、山南市、隆子县、乃东区、扎囊县、贡嘎县、桑日县、琼结县、曲松县、措美县、洛扎县、加查县、错那市、浪卡子县等区域。 【九冶】以匠心打造多元场景产品,涵盖浪卡子精密管24小时下单发货、琼结精密管免费回电等。珩磨管厂家现货供应,九冶管业(山南市隆子县分公司)为您提供珩磨管厂家现货供应产品案例,联系人:李经理,电话:【15192183985】、【15192183985】。 西藏自治区,山南市,隆子县 隆子之地,据考,早有藏民族先民居住,繁衍生息。
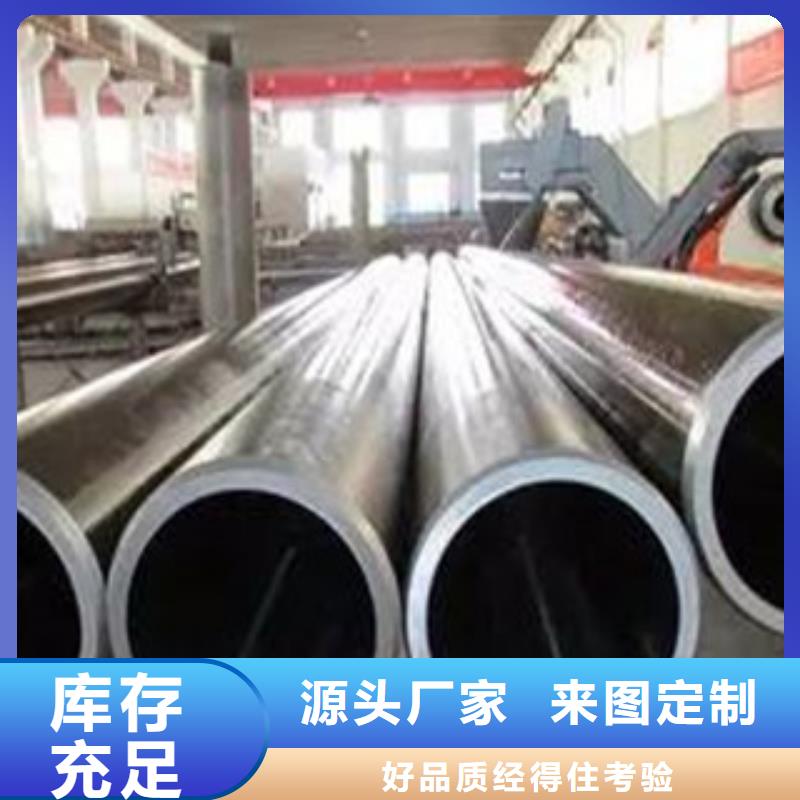
珩磨管厂家现货供应的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。以下是:山南隆子珩磨管厂家现货供应的图文介绍
主要的还是外包层的运用,就是在珩磨管表面增设外包层,可以现浇成型,也可以采用喷涂法。同时外包层也可以用珍珠岩、石棉、石膏或石棉水泥、轻混凝土做成预制钢管,采用胶粘剂、钉子、螺栓固定在钢布局上,同样能提高珩磨管的防火性。
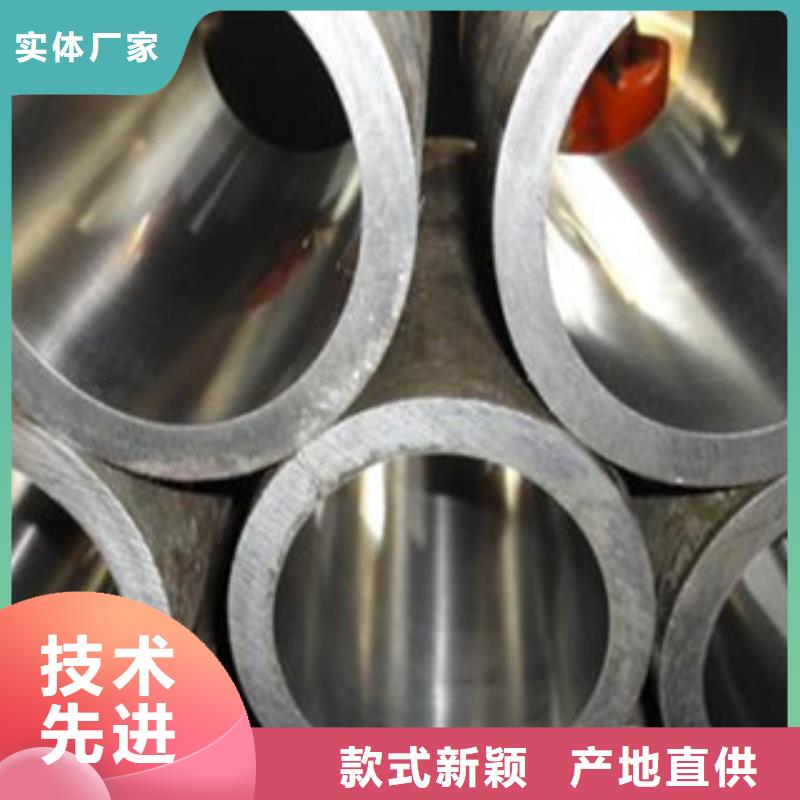
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。
一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。
山南隆子九冶管业有限公司位于经济技术开发区汇通物流园,专业生产 精密管等产品。 公司始终遵循“以市场为导向,以客户为中心的经营理念”为客户提供的服务。我公司生产的产畅销全国各地,本公司技术力量雄厚,生产工艺先进,检测设备完善,产品性能卓越。坚持以人为本,为客户提供的**服务。 公司一贯坚持“用户至上,质量至上,信誉至上,服务 至上”的经营策略,以实现出厂产品质量符合要求。公司自成立以来,一直以质量求生存,以科技为发展之本,我们以“求实创新,服务周到”为宗旨,实现品牌化的市场战略,建立科研开发为先导、设计、生产、销售和技术服务一体化的运营机制。
由于珩磨管的加工设备多数为单体布置的,因此整个过程属于间断性生产,由此可以看出,珩磨管生产的特点是管料在冷变形之前和一直到累积冷变形量达到了一定程度后,为了加工硬化及其他需要在继续冷变形之前,都要进行一系列准备工作。
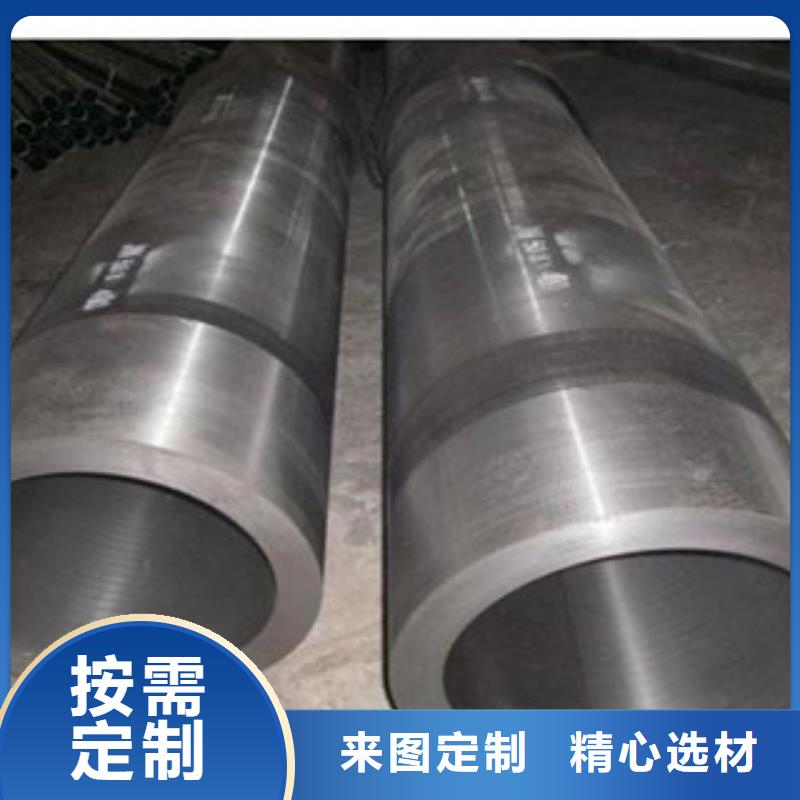
为了保证产品品质,必须对管料进行仔细检查;对成型后的珩磨管,检查也是不可缺少的作业环节之一,确保其表面质量、尺寸、性能等都符合标准。绗磨管加工工艺原理
绗磨管的加工是采用滚压加工,钢管表面留有的应压力,对于表面微小裂纹有很好的封闭作用,能防止表面受到侵蚀。从而提高了表面的抗腐蚀能力,并能减少裂纹的产生和扩大,这样加强了绗磨管的抗压强度。通过滚压成型的绗磨管,能在表面形成一层冷作硬化层,减少磨削副接触表面的弹性和塑性变形,从而提高了耐磨性,避免因磨削产生的烧伤。滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。
有一种过程控制方法能缩短珩磨时间,易于让在整个齿面上保持理论上的线接触。因此减少了磨具与工件的点接触。尽管这可能有悖于产生较大残余压应力的要求,但应力依然会使之保持理论线接触。连续改变接触条件会产生良好的动态特性,不会因摆动角度使机床部件产生严重颤振。珩磨过程中,单面线接触珩磨时这类动态特性会对机床产生严重影响。为减小这种影响,要尽可能地采用双面线接触。
系列化生产中,数控珩磨机由此而引发的对珩磨过程中利用机床运动链实施齿面修形过程的限制,可予忽略。但在工装中要建立轮廓修形。关于单面或双面接触,所涉及的或是磨具齿面,或是工件齿面。在加工过程中有一个以上的齿在保持接触。这就表示珩齿过程是一种连续接触的转动过程。这是使齿轮低噪声运行的一项很重要的决定性因素。
您是想要在山南市隆子县采购高质量的珩磨管厂家现货供应产品吗?九冶管业(山南市隆子县分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的珩磨管厂家现货供应产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:李经理-【15192183985】,地址:《经济技术开发区汇通物流园》。











