贴标机厂家值得信赖
更新时间:2025-11-11 20:16:37 ip归属地:庆阳,天气:晴转多云,温度:1-11 浏览:5次

- 发布企业
- 依利达包装器材(庆阳市合水县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 热收缩包装机
- 所在地
- 佛山市禅城区南庄镇商业广场二座
- 联系电话
- 0527-88266222
- 手机
- 18762195566
- 联系人
- 陆经理 请说明来自商助贸易宝,优惠更多
详细介绍

庆阳合水依利达包装器材有限公司凭借良好的信誉,雄厚的实力,优质的产品,低廉的价格,周到的服务赢得了广大客户的信赖。我们在“诚信务实,追求卓越”的经营理念指导下,不断进步。主营产品:(庆阳合水) 本地 热收缩包装机。本公司在长期的经营业务中与各大厂建立了长期稳固的业务合作关系。



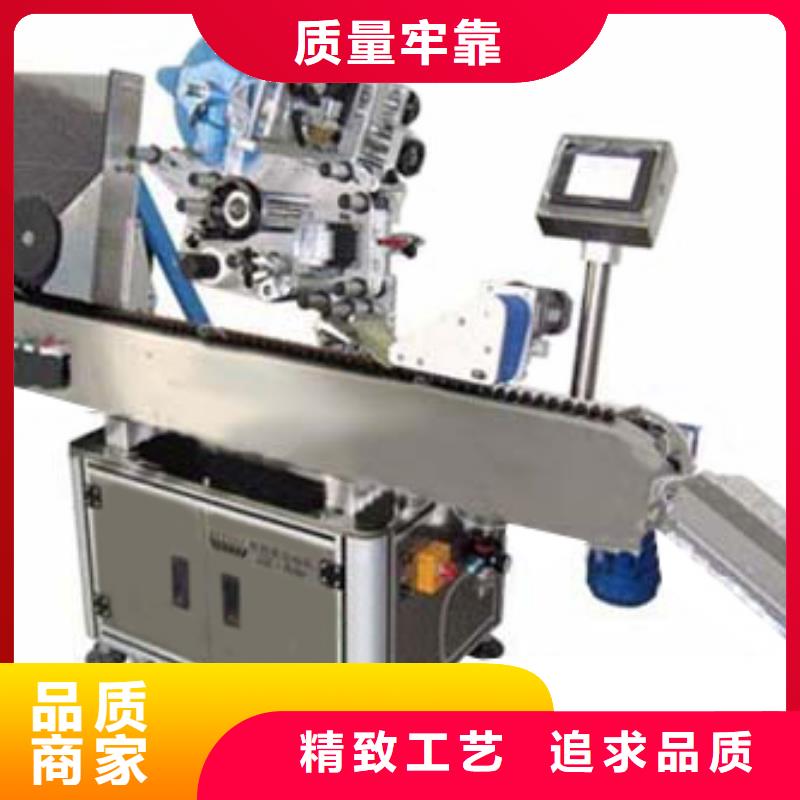
一般来说,贴标机出现精度差的情况,主要有三大类的原因:
第1类、机械原因又分为静态和动态两种: a.静态原因表现为标头晃动,解决办法:通过紧固标头与调整固定座,从而达到固定标头,从而避免晃动。 b.动态方面具体原因:1.产品在输送上晃动,解决办法:通过减少导向间隙,从而避免产品在输送上晃动;2.出标和产品速度匹配,解决办法:通过调整牵引频率或输送速度,使得产品到达贴标位置的时候正好出标。
第2类、电气原因包含检测和动力两种: a.检测方面的具体原因有:1.停表不准,解决办法:重新设定测标电眼,让贴标机在产品贴标后停止出标;2.测物不准,解决办法:调整测物电眼和放大器,能够准确的检测到带贴标产品,并准确出标。 b.动力方面常见原因为传动出现异常,解决办法:通过检查紧固传动部件,保证贴标机的正常运转。




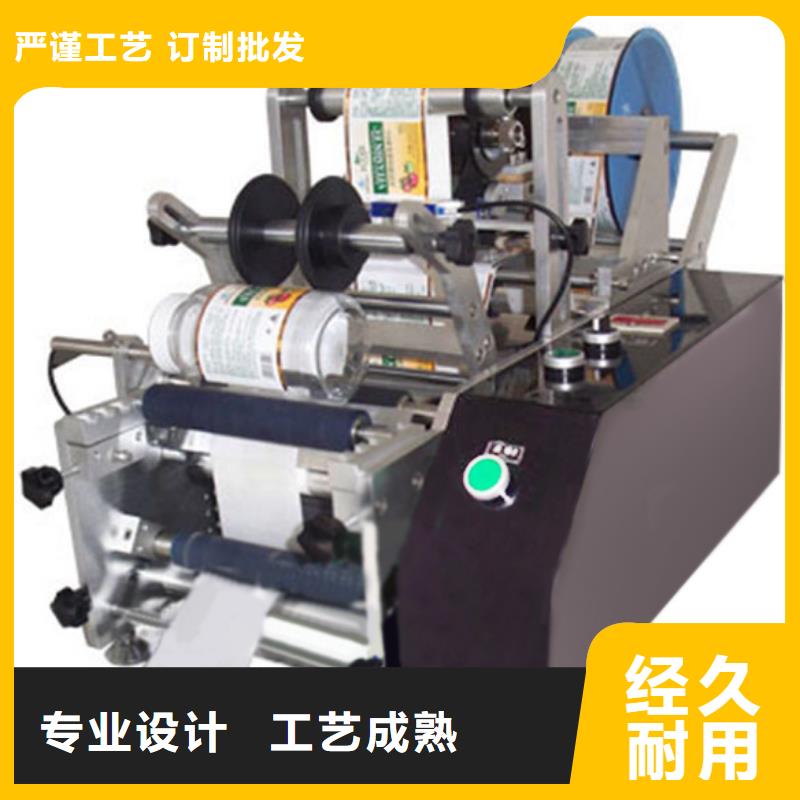
8、调整输送速度,并根据现有的输送速度调整标头牵引速度与之匹配。 效果每贴一次标声音会非常干脆,无任何拖带声、标签也不会褶皱。输送速度=牵引速度。9、调整覆标机构。一般用于方瓶、扁瓶类产品的覆标机构采用海绵和毛刷。覆标机构的力度一般要求要均匀分散,避免力度过于集中在某个点从而引起标签褶皱现象。圆瓶类产品采用的是专用的圆瓶定位覆标机构,产品将会在此机构上完成贴标与覆标,实现贴覆功能。定位机构打出时的空间位置,略比产品的宽度小3mm左右即可。
10、控制标签贴在制定x轴方向区域上。在保证触摸屏参数中贴标延时为0的状态下进行贴标,根据贴标提前或者太慢出标的情况进行前后调整x轴方向。如果是标签提前剥出,则说明感应器过早检测到产品,将标头往x轴负方向移动;反之,则将标头往x轴正方向移动。调整完成后将x轴方向锁紧。如果调整座已经达到极限,还不能满足贴标要求时,可以进行调整感应器位置。标签提前剥出可以将电眼往x轴正方向移动;标签剥出太晚,则将感应器往x轴负方向移动。当移动感应器至极限还不能解决标签过早剥出时,可以适当设置贴标延时参数。11、根据产品贴标效果,调整标头在y轴方向的位置,使标签能稳定贴附在指定的方向上。调整完后将y轴方向锁紧。12、调整剥标板基本与产品表面线平行,可以通过调整座上r轴方向进行调整。调整完毕后锁紧r轴方向。

