圆管保质保量
更新时间:2025-11-07 09:13:16 ip归属地:宝鸡,天气:小雨转多云,温度:6-15 浏览:4次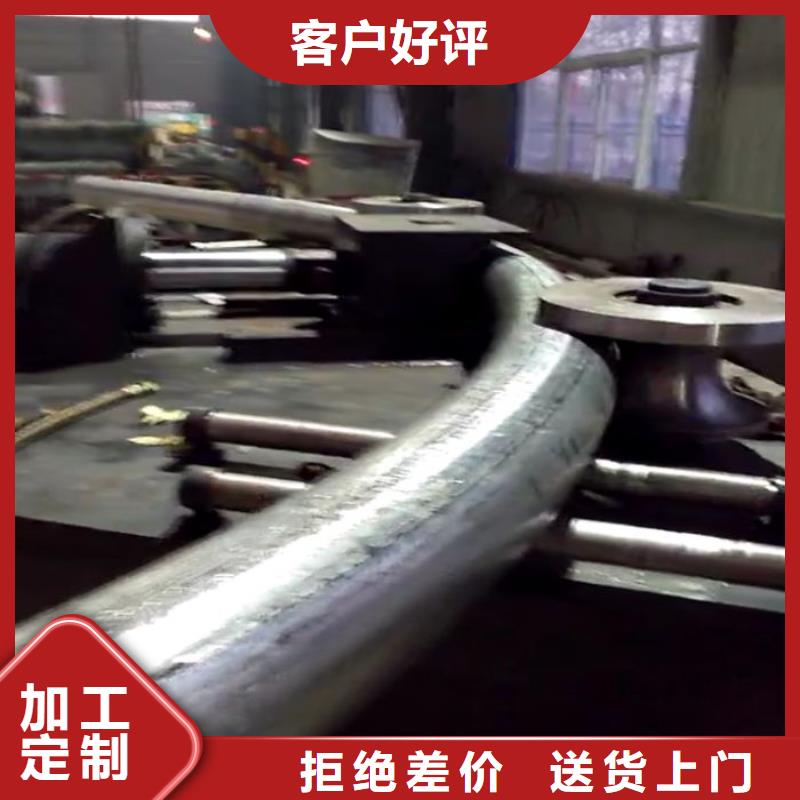

- 发布企业
- 万泽锦达机械制造(宝鸡市眉县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 圆管弯弧机
- 所在地
- 小店区208国道东浦村东浦路一号
- 联系电话
- 13753159587
- 手机
- 13753159587
- 联系人
- 徐总 请说明来自商助贸易宝,优惠更多
详细介绍


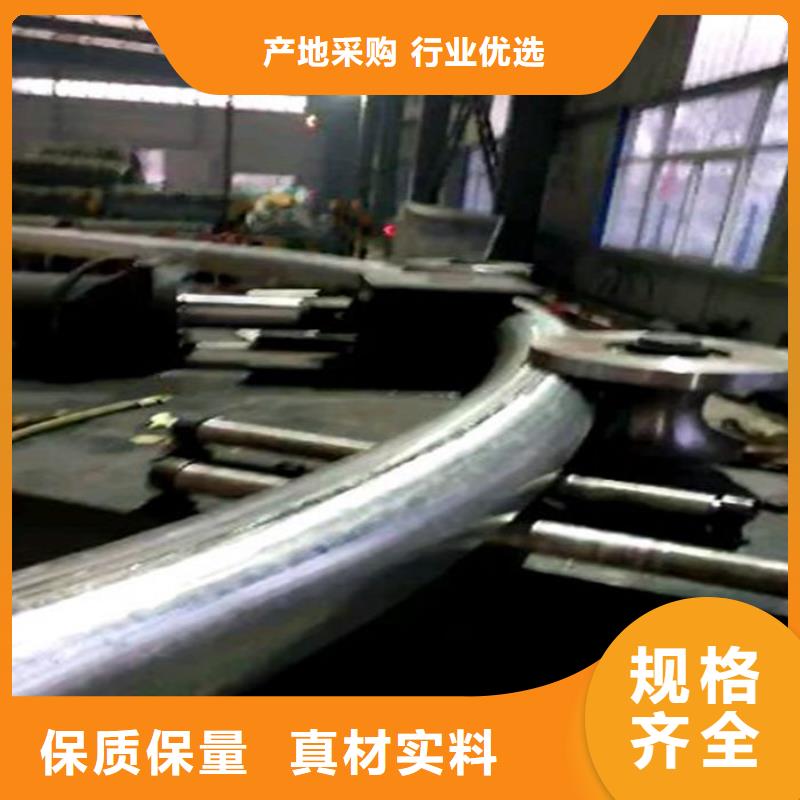
圆管冷弯机冷弯机的基本结构是由底座、机械传动、冷弯、液压、电器控制和辅助等六大部分组成。圆管冷弯机是在水平面内连续不间断冷弯修架上。当好垫板、铁轨、扣件、千斤顶、角作业,钢轨弧度准确、平整,不易发生横向扭曲,磨机等材料、工具,做好开工及措施,加工高。
冷弯机的基本结构是由底座、机械传动、冷弯、液压、电器控制和辅助等六大部分组成。圆管冷弯机是在水平面内连续不间断冷弯修架上。当好垫板、铁轨、扣件、千斤顶、角作业,钢轨弧度准确、平整,不易发生横向扭曲,磨机等材料、工具,做好开工及措施,加工高。
支护的主要有管棚、小导管、水平旋喷桩等,目前外学者对其控制进行了的研究。贾金青等对管棚的机制及进行了研究,表明采用管棚注浆法能有效软弱破碎围岩的变形,支护结构受力,避免施工中产生塌方。张蓓等对小导管的参数与进行了研究,研究表明小导管注浆支护能够围岩的性,洞室的变形和塑性区,其环向分布范围、管径等是主要的参数。



4.适中的弯曲成型速度:弯曲成型速度对成型质量的主要影响为:速度太快,容易造成圆管弯曲部分的扁平,圆度打不到要求,造成圆管的拉裂、拉断:速度太慢,容易造成圆管的起皱和压紧块打滑,大管径的管子易形成圆管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将圆管的弯曲速度为机器弯曲速度的20%-40%为宜。
5.芯棒及其位置:芯棒在弯曲过程中主要起着支撑圆管弯曲半径的内壁其变形的作用。目前管材在机床上弯曲成型若不适用芯棒。芯棒的形式有很多种,如柱式芯棒,定向单、多球头芯棒等。另外芯棒的位置对圆管弯曲成型也有的影响:理论上,它的切线应与弯管模的切线平齐,单经过大量的试验证明,提前1-2mm较好,此时弯管质量比较理想。当然,提前量,会造成弯曲部分的外壁出现所谓“鹅头”的现象。
云南槽钢弯拱机换向阀.盐城云南槽钢弯拱机换向阀.盐城
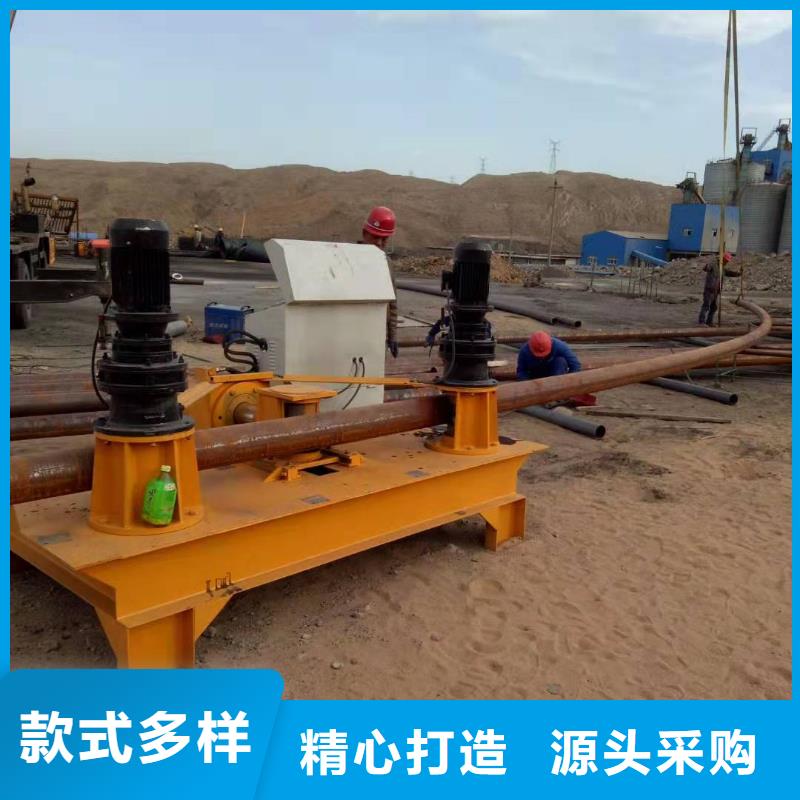
WGJ系列型钢冷弯机
主要用于工字钢、矿工钢、U型钢、C型钢、角钢、槽钢、道轨、方钢、钢管等型钢的拱形卷圆、变径、定角弯曲。采用数显编码器编程,使液压操纵系统定位准确,所弯型钢自动成型,效率高、操作方便。应用于隧道、地铁、水电站、地下洞室等行业施工中,是钢拱架制造的理想设备。


(1)三个顶滚的直径:细了,因接触面小,容易打滑;弯非标钢材的时候容易变形。
(2)油缸的直径和行程:直径和行程决定了压力的和弯曲半径的可调性。
(3)台体钢板厚度和骨架的质量:决定着弯大型钢材时是否变形。.
4、(1)三个顶滚的直径:细了,因接触面小,容易打滑;弯非标钢材的时候容易变形。
(2)油缸的直径和行程:直径和行程决定了压力和弯曲半径的可调性。
(3)台体钢板厚度和骨架的质量:决定着弯大型钢材时是否变形。
(4)电机的功率和减速机的质量。
(5)厂家的生产规模和服务。
将型钢放在冷弯机上,与减速带动的滚轮接触后,将压紧手柄进给锁紧。启动电机油泵组,由电动油泵输出的高压溢流阀(可调整所有压力),进入集成块到电缆阀,有电液阀和动点开关(点进,点退)控制油缸工作,工作油缸推进,将型钢与三个支撑游轮压紧 并为发生弯曲变形之时开始计算,油缸推进的长度进程为10mm-15mm,开主电机带动钢材工作,反复操作,达到所需弧度为止。
设备安装在基础面上,找正,以进给导轨面处于水平位置为准。



本公司技术力量雄厚,生产设备齐全、检测手段完善,主要产品有 圆管弯弧机。公司拥有完整、科学的质量管理体系,坚持“质量图生存,诚信赢声誉,创新求发展”的经营理念愿以优良产品,良好的服务真诚期待国内国际朋友的光临合作!公司的诚信、实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。徐总0527-88266888
