自动包装流水线非标定制


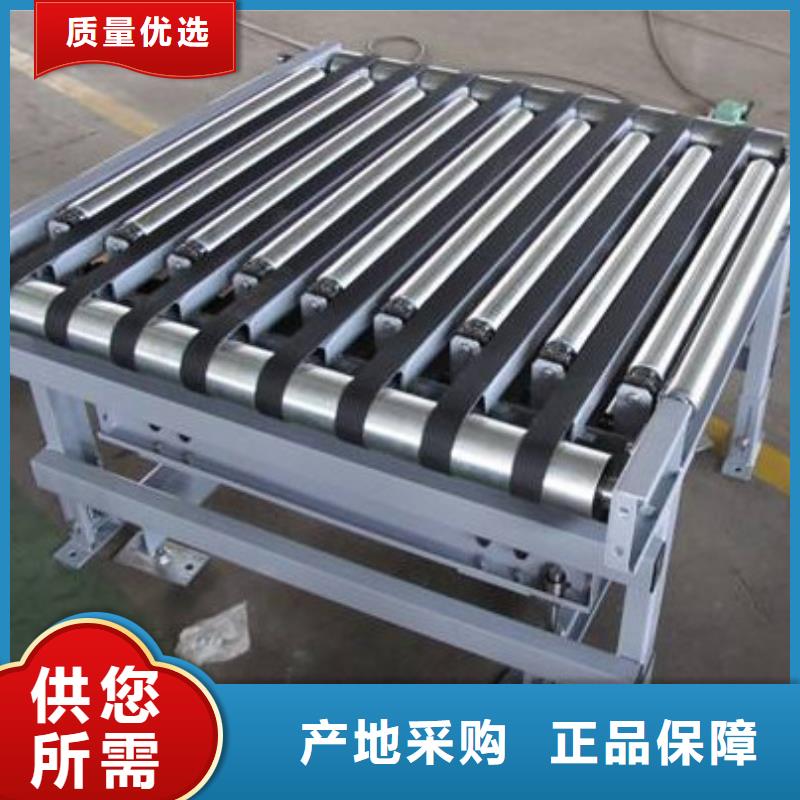
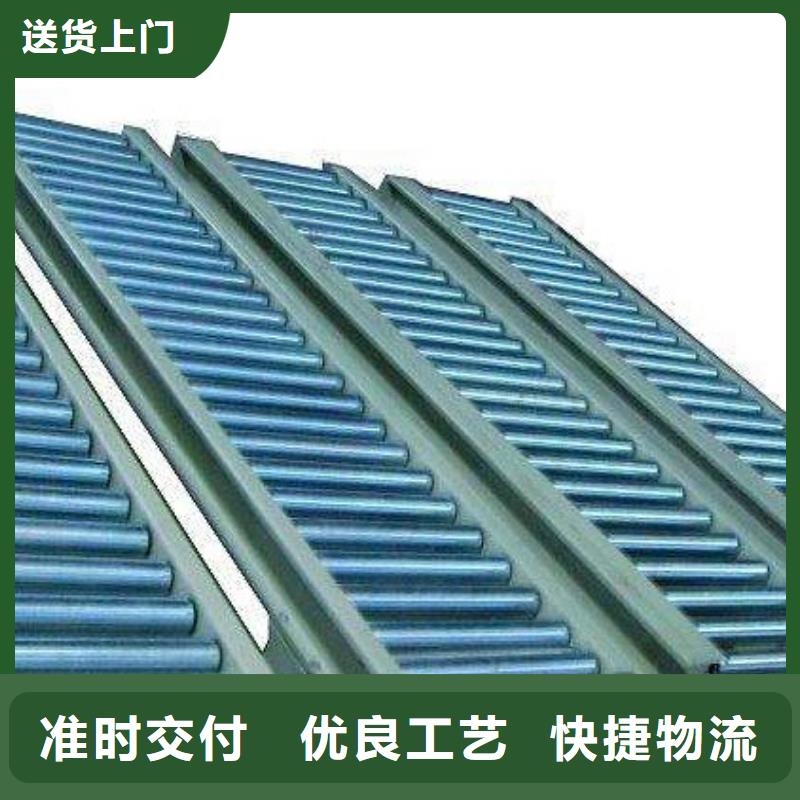
?自动化拆装箱流水线解决方案流程概述:?整条自动化拆装箱流水线由:纸箱成型封底机(开箱机)、封切热收缩机、自动装箱机、喷码机、折盖封箱机、角边封箱机、无人化打包机、栈板供给码垛机、穿剑式打包机、水平式打包机、在线缠绕包装机及输送机组成。整套包装线可实现无人化运行、包装外观整洁、稳固。开箱机(纸箱成型封底机)完成吸箱、开箱、胶带封底,输送到积放滚筒输送机,阻挡器阻挡纸箱。全自动封切包装机是通过前后输送皮带将产品送入到位,光电开关感应产品到位,由PLC和其它外围线路控制气动元件和机械装置相结合的自动包装设备。该设备的执行元件是气缸。由二位五通电磁阀控制其前进和后退。??气缸的工作位置由磁性开关和接近开关检测并反馈给PLC,由PLC通过程序发出控制命令给相应气缸的电磁阀,从而控制气缸的动作。通过自动控制将产品外表用收缩膜封切包装起来。通过收缩机炉膛,完成贴体包装。通过输送线进入装箱机(根据产品可采取平推式装箱、落差式装箱、机械手装箱)由设备完成装箱后,放行纸箱包装。通过输送机进入喷码区域完成喷码。?进入折盖封箱机前端,自动折盖封箱机纸箱底部面形成的四面可弯折的面板折合,放入物品后输入由两侧皮带驱动的输送轨道内,封箱机上侧的纸箱折盖装置启动,折盖封箱一次性完成。纸箱大小变化时,全自动机器定为。产品进入角边封箱机后经输送链(带、辊)送入封箱机,并递交给输箱机构,由夹箱皮带夹住纸箱的两侧面,向前运动。前短舌经压舌架自动弯曲,后短舌在纸箱进入封箱机托辊时,有一检测讯号(光电讯号)通知打舌气缸动作,由打舌架将其折弯,同时有一讯号通知熔胶机自动喷胶。?? ??纸箱继续向前运动,左、右长舌经过导向杆自动向中间折弯,同时压箱机构皮带,同步压住纸箱左右长舌,使箱、舌、胶合在一起,完成封箱整形动作,即产品包装的至后一道工序一一自动封箱。通过动力滚筒输送机进入无人化打包机完成打包(根据要求可实现单打、双打或井字型打包,一台、两台无人化打包机可选配)。



自动化包装流水线? 如今,我们生活在一个、快速发展的时代里,企业要想发展,能否、的完成生产是一个至关重要的因素,对于包装行业而言,这也是一个关键的问题,全自动包装流水线的出现让这一切有了很好的保障。食品时间的频繁发生,人们开始把目光聚焦于食品,食品行业的发展就离不开包装,全自动包装流水线可以说是是食品行业发展的助推器,在食品行业起着十分重要的作用,、的生产才能让生产厂家更放心。? 企业为了赢取了更多的商机,赢取了更多的市场占有率,广大食品生产厂家开始广泛使用全自动包装流水线,根据当前的市场调查,目前有相当一部分产品需要借助于全自动包装流水线来杜绝食品问题。食品的出现,给广大食品生产厂家敲了一次警钟,唯有生产的食品才能得到消费者的青睐。随着人们生活水平的提高,对于越来越关注,尤其是对食品的重视。这种形式下,食品性高的产品方能很好的占领市场,全自动包装流水线就像是一个天使,给很多产品带来了、的生产模式,让消费者可以对食品更加的放心。? 包装需求的增多,市场空间的扩大,这些对国内全自动包装流水线行业来讲都是契机。但是国内全自动包装流水线行业应该认清出口额还不足总产值的6%,进口额却与总产值相当,这说明我国对全自动包装流水线的需求缺口还很大,产品在技术上、质量上与国外还存在这较大差距,还不能满足国内市场需求。所有国内包装流水线行业要真正实现产品的、生产还需要不断的提高设备的性能,提高自身的技术水平,这样才能更好的发展。?

自动开箱封箱打钉打带包装流水线该自动包装流水线是集:纸箱自动开箱机→自动封箱机→自动打钉机→无人化自动“井”字型打包机为一体;应用范围广、占地面积小、性能稳定、操作简单,大大减少劳动力,提高企业生产效率,降低生产成本,为国内大型知名企业选用,可根据客户不同的包装要求进行个性化设计、制造。
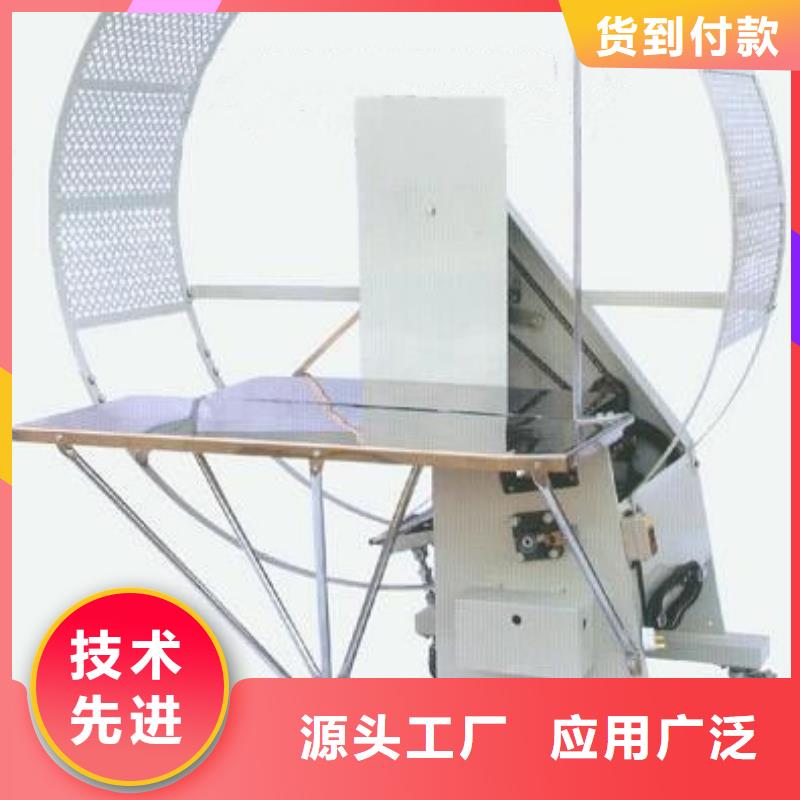
全自动纸托成型包膜流水线该矿泉水包装流水线采用国际先进技术,是集自动整列上料、自动纸托成型、自动包装膜收缩为一体。结构新颖,将复杂动作简单化,包装快速,运行稳定;适合于方形、圆柱形产品包装,广泛使用于啤酒、饮料、调味品、食品、乳制品等行业。
全自动瓶类包装流水线该食用油自动包装流水线是集纸箱自动成型→自动装箱→自动封箱为一体。配套前段自动化生产线,可达到无人化包装。适用于圆瓶和扁瓶不同排列的自动装箱,一机多用、点地面积小、性能稳定、操作简单,大大减少劳动力,提高生产效率,降低生产成本,专为国内多家知名日用清洁用品、调味品企业设计。可根据客户不同的包装要求进行个性化设计、制造。


生产线控制系统:生产线 采用 中央控制系统 ,是砌块生产线重要核心。
依利达厂家自行开发的控制系统基于 PLC +工业控制计算机,具备全自动、半自动、手动的不同模式,保证生产不间断。
自动包装流水线主要分为灌装和包装两种包装方式,这两种成套设备已经可以满足多个领域的包装需求,如:液体等流体状物料可通过灌装完成,糖果、巧克力等固体状物料则通过包装来完成,有了大致的物料分类,就使得对产品的包装目的更加明确,从而让客户在选择时有更可靠的参考依据。
所谓的自动包装流水线是指自动化的完成一系列包装流程,同时保证包装质量和速度的有效统一。包装质量如何关乎着成品的销售情况,是考验一条全自动包装?生产线是否符合市场需求至重要的一个方面,也是累计客户的至好时机,在此,生产线的研发遵循创新、求异的理念,毕竟包装精致,的产品总能吸引消费者目光,这时也同样离不开二次包装设备,在全自动包装生产线的后道流程也可连接二次包装设备如:贴标机、喷码机等来完成产品的二次包装,巩固包装效果。
当然,生产线不只将表面功夫做足,其包装速度也是取得成就的制胜法宝,客户选择自动包装流水线的目的是为了提高生产效率,降低劳动力,而不是只看机器?外观和包装效果的,因此,对自动包装流水线的研发不能脱离客户的基本需求,首先在速度方面就要迎合客户心理,质量和速度的双效合一才能将产品推向市场。



梅州兴宁依利达包装器材有限公司拥有先进的设备,具有较完整的设计、开发、检测和制作 热收缩包装机的能力。我们会根据你的实际需求为您提供使用的应用,我们用更多的创意为企业发展进行有效工作。此外,在技术层面上,我们还会考虑产品质量、、工艺、美观等因素,尽量为客户降低成本,提高广告效益。 在多年的风雨磨练下公司日渐形成先进的工作理念,管理架构与服务工作,通过增加各部门的精英人才,我们在为不断自我竞争力而努力,有着核心设计人才和专业的施工队伍,以求更完善地为每个客户服务。


克服自动包装流水线里的输送带打滑现象,首先要找到打滑原因,方可采取有效解决措施。?? 在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:1、?检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。2、检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。 3、?检查物料在输送带上的位置。?物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置??



- 护栏钢板立柱质量合格 2025-11-02
- 方管_方管生产厂家 2025-11-02
- 专业销售不锈钢管厂家 2025-11-02
- 有现货的水泥发泡机供应商 2025-11-02
- 角钢批发零售-定做 2025-11-02
- 护栏-护栏可信赖 2025-11-02
- 螺旋管24小时发货 2025-11-02
- 诚信为本栏杆厂家 2025-11-02
- 买防腐钢管必看-来电咨询 2025-11-02
- 质优价廉的灯光护栏批发商 2025-11-02
- 2025质优价廉#方管制造商#来图定制 2025-11-02
- H型钢-H型钢大型厂家 2025-11-02
- 洒水车-好品质、放心买 2025-11-02
- 质量好的聚氨酯保温管实体厂家 2025-11-02
- 保温钢管供货速度快 2025-11-02
产品








联系方式
