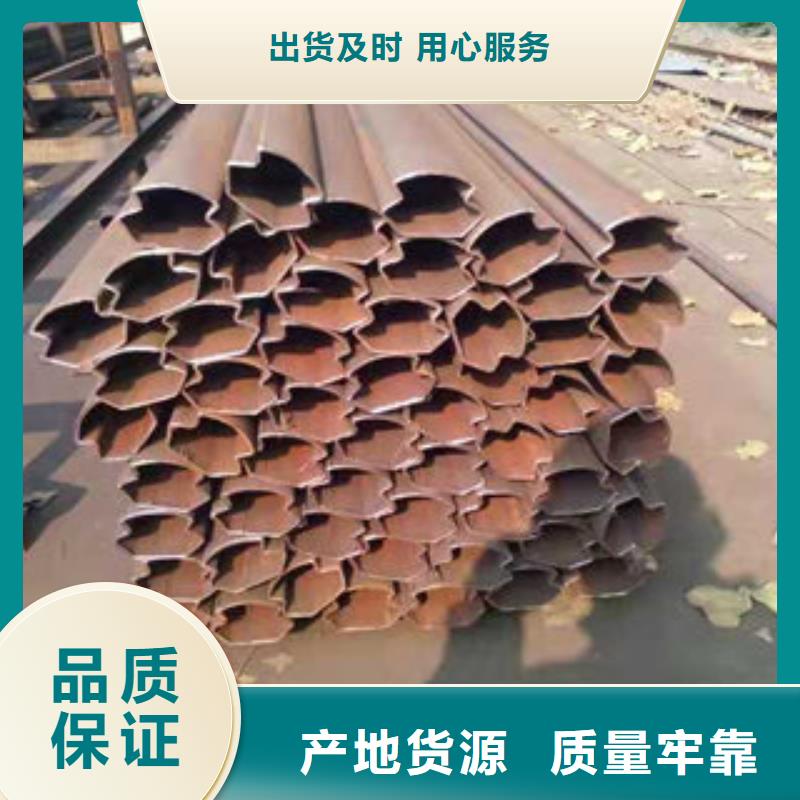
常年供应异型管-省钱

淮北相山福仕达金属材料有限公司生产的每一个 球墨铸铁管在出厂的时候都经过质检员进行出厂检验,检验员必须按照 球墨铸铁管检验的项目逐项检验,必须进行记录同时存档,质检员签字后方可发货,所以我们在售的每一个 球墨铸铁管产品都可以放心的购买。


合金异型管常见的工艺检测方法(一)反复弯曲试验:将试样一端夹紧。在规定半径的圆柱形表面上进行90度的重复反向弯曲,检验金属的耐反复弯曲能力并显示其缺陷的试验;(二)顶锻试验:对规定尺寸的试样进行锤击或锻打。检验异型管在室温或热状态下承受顶锻塑性变形的能力并显示其缺陷的试验。在室温下进行的顶锻试验称室温顶锻试验,亦称冷顶锻试验。在热状态下进行的顶锻试验称热顶锻试验;(三) 管卷边试验:将规定形状的顶心压入金属管一端,使管壁均匀卷至规定尺寸,检验管壁承受外卷塑性变形的能力并显示其缺陷的试验;(四)管液压试验:用水或规定液体充满金属管,在一定时间内承受规定压力,检验异型管质量及强度并显示其缺陷的试验;(五)淬透性:指钢奥氏体化后接受淬火的能力,或奥氏体向马氏体转变的倾向,常用淬硬层的深度来说明。淬硬层的深度是指表面至半马氏体层的距离。对合金结构钢,检验淬透性的方法主要是标准规定的结构钢末端淬火试验方法;(六)切削加工性:异型管材料用切削工具加工时所表现出来的性能。在切削或磨削时,容易达到较高的表面加工精度,而且工具不易损耗,切屑容易脱落,切削力较小等,都表示该金属材料的切削加工性好;(七)弯曲试验:用规定尺寸弯心将试样弯曲至规定程度,检验金属承受弯曲塑性变形的能力并显示其缺陷的试验。一般应规定弯心直径尺寸和弯曲角度及对弯曲处表面的要求;(八)管弯曲试验:在带槽弯心上将试样弯曲至规定程度,检验异型管承受弯曲塑性变形的能力并显示其缺陷的试验;(九)管压扁试验:将金属管压扁至规定尺寸,检验其塑性变形能力并显示其缺陷的试验。



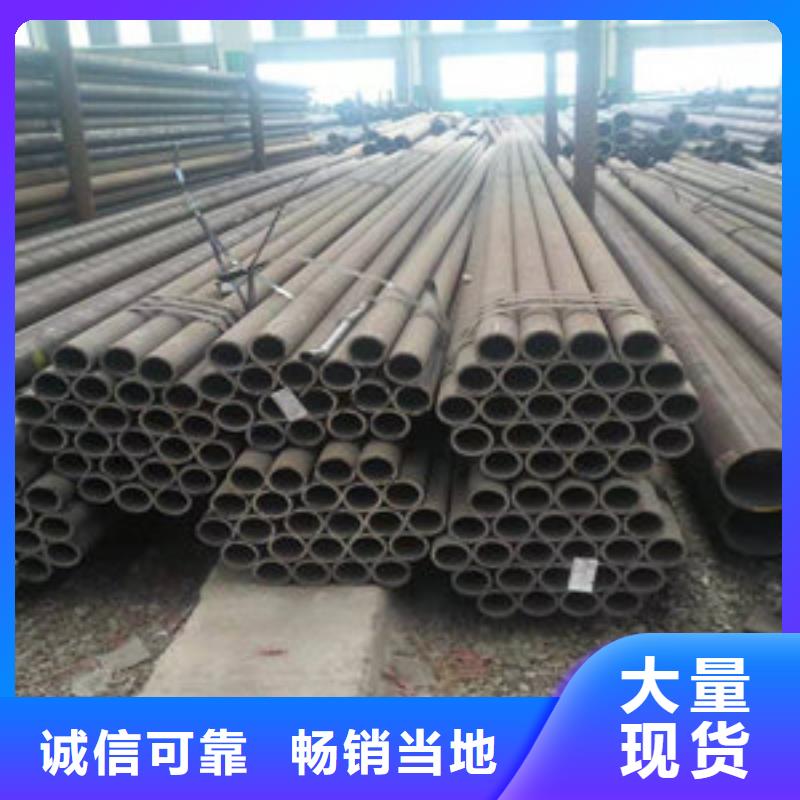
焊接不锈钢异型管需注意的要点(一)采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。(二)为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。(三)为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右(四)异型管MIG焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。(五)干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。(六)电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。(七)钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。(八)对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。(九)直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。


- 草莓苗物美价廉厂家 2025-11-08
- 扁钢、扁钢供应商 2025-11-08
- 板在线报价 2025-11-08
- 常年供应滚动灯箱厂家 2025-11-08
- 不锈钢复合管品质 2025-11-08
- 不锈钢复合管型号汇总 2025-11-08
- 聚合氯化铝供应商 聚合氯化铝厂家 2025-11-08
- 球墨铸铁管-值得信任 2025-11-08
- 热收缩包装机精选商家 2025-11-08
- #H型钢弯曲机#-价格透明 2025-11-08
- 性价比高的护栏销售厂家 2025-11-08
- 护栏_护栏厂家 2025-11-08
- 本地透水供应商 2025-11-08
- 信誉好的护栏厂家 2025-11-08
- 正宗无缝方管生产厂家-欢迎来电 2025-11-08
产品






联系方式
