
以下是:扬州市广陵区不锈钢复合管市场报价的产品参数【茂硕 】以匠心打造多元场景产品,涵盖宝应不锈钢碳素钢复合管护栏厂家源头实体厂商、仪征不锈钢碳素钢复合管护栏厂家自营品质有保障、江都不锈钢碳素钢复合管护栏厂家用心制作、高邮不锈钢碳素钢复合管护栏厂家价格地道等。不锈钢复合管市场报价,茂硕钢铁 (扬州市广陵区分公司)专业从事不锈钢复合管市场报价,联系人:付经理,电话:【13258995901】、【13258995901】,以下是不锈钢复合管市场报价的详细页面。 江苏省,扬州市,广陵区 2021年,广陵区地区生产总值765.84亿元,可比价增长7.0%。其中:产业增加值9.09亿元,第二产业增加值277.55亿元;第三产业增加值479.20亿元,三次产业构成比例由上年的1.3:35.2:63.5调整为1.2:36.2:62.6。
为了让您更地了解我们的不锈钢复合管市场报价,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。以下是:扬州广陵不锈钢复合管市场报价的图文介绍
冷成型法:冷成型制造工艺的基本特征是将预加工好的薄壁不锈钢管套入碳钢管中,然后通过机械方法使不锈钢管紧紧贴合在碳钢管内壁上。薄壁不锈钢管有两种获得途径:一种是通过选择合适规格的无缝不锈钢管,通过旋压的方法使之变薄,达到要求的外径和厚度;另一种是用薄的不锈钢板或钢带在专用的制管机上用tig焊接成直缝或螺旋缝不锈钢管。采用拉拔、胀接、旋压和滚压等方法使不锈钢管紧紧贴合在碳钢管内壁上,其中拉拔和胀接为常用。拉拔是取两根分别制成的无缝钢管,将一根套在另一根外面,然后将两管通过一模具同时进行拉拔,从而实现紧密配合的机械结合。这种管的优点是生产工艺比较简单,价格较便宜。缺点是界面非扩散结合,只是依靠对外层进行的冷加工来获得紧密配合,因此冷加工复合管如果遭遇高温就有分层倾向,复合管会因应力释放而失效。这就限制了冷加工管的使用环境和应用领域。胀接分机械胀接和液压胀接两种。机械胀接是目前生产不锈钢复合管的一种主要方法,它是利用滚胀芯轴回转挤压使复合管内管发生塑性变形,外管发生弹性变形,从而使复合管的外管对内管产生接触压力,以达到复合管内外壁的紧密贴合。液压胀接原理与机械胀接相同,只是用管内高压水施压代替滚胀芯轴回转挤压。机械胀接时胀接力大小难以确定,易发生欠胀或过胀,且多次滚胀易造成衬里开裂。液压胀接时胀接力均匀且大小可进行计算,因此更具优越性。两种胀接法的共同缺点是内外层只是机械结合,和拉拔成型一样,在高温环境下会因应力松弛而分层失效。
目前金属复合无缝管冷成型法大致有以下两种:内扩涨型和外减径型。① 内扩涨型,即:采用两种材质的无缝管相互穿套(如外管采用一般普碳钢无缝钢管,内穿一薄壁不锈钢管作为内层金属管),在内管中施以高压,使内层无缝管发生塑性变形外层无缝管仅产生弹性变形,从而使内管与外管紧密结合,形成双金属复合无缝管。② 外减径型,即:仍采用两种材质的无缝管相互穿套,对外层管进行减径拉拔或轧制,使内管与外管紧密结合,形成双金属复合无缝管。以上两种工艺生产的金属复合无缝管的不足之处在于:生产成本高昂,内外管均必须采用现成的热轧或冷拔无缝管,加上其后的内涨或减径工序使其制造成本大幅度上升;以上两种类型的无缝管并非完全意义上的金属复合,两层金属相互间并无冶金熔合,在受轴向力的情况下内外两层金属难以传递和均衡外力,在需要热传递的应用领域,由于内外两层金属间存在间隙,热阻必将大幅度增加。
扬州广陵茂硕钢铁 有限公司始终秉承“责任、诚信、创新、共赢”的核心价值观,遵循“优质、准点、、文明、”的方针,本着“始于用户需求、高于用户期望”的服务理念,为用户提供的 不锈钢碳素钢复合管护栏厂家和服务,帮助用户和员工实现价值的同时,积j i回报社会,追求企业与环境和谐持续发展,助推 不锈钢碳素钢复合管护栏厂家行业发展,履行一个企业的社会责任。
钢坯要预热到550℃,在800℃以下要缓慢加热,加热温度不应超过1250℃。马氏体不锈钢对热应力很敏感,所以冷却速度要很缓慢。3Cr13、4Cr13要在850℃以上开始缓冷,直至低于150℃,否则,容易出现裂纹。在清理表面缺陷前,还应进行软化退火,以免产生研磨裂纹。轧制时变形抗力较大,4Cr13的变形抗力为低碳钢的1.6倍,所以不宜采用大压下量轧制。又因该类钢在900-1200℃有较好的塑性,所以终轧温度应在900℃以上。
不锈钢复合管、不锈钢钢管等无缝钢管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材,广泛用于制造结构件和机械零件。热连轧无缝钢管内结疤缺陷是存在于钢管内表面,类似于黄豆粒大小的凹坑,结疤内大部分有呈灰褐色或灰黑色的异物。
控制措施:喷吹工艺参数。喷吹压力应与毛管直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从毛管内吹走;喷嘴高度应根据毛管直径进行调节,以保证对中良好,长时间停机要拆下喷嘴进行清洗。
吹扫时间应根据毛管直接、长度进行调节,以毛管内没有悬浮的金属氧化物再被吹出为标准。
芯棒润滑。芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取只一次冷却水冷却的办法。
生产过程中需要严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。
氧化物要求在芯棒预穿时处于熔融状态。除氧化物剂粉末粒度一般要求在16目左右;除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在毛管内腔中充分燃烧。
不锈钢复合管一般以金属作支撑材料,内衬以环氧树脂和水泥为主,它的特点是重量轻、内壁光滑、阻力小、耐腐性能好;也有以高强软金属作支撑,而非金属管在内外两侧。它的特点是管道内壁不会腐蚀结垢,保证水质;也有金属管在内侧,而非金属管在外侧,如塑覆铜管,这是利用塑料的导热性差起绝热保温和保护作用。
不锈钢复合管耐温不锈钢材质工作温度可达700℃~1035℃。耐寒可达1开尔文(B273℃),液氮冷冻箱就采用不锈钢材。所以不锈钢复合管耐热耐寒性能优越,而且不分冷水管热水管,一管二用,冷热皆宜。
由于不锈钢材质化学性能稳定,对人体无损害,所以国际国内医学界在人体内植入的各种支架、夹板、内固定螺丝都选用不锈钢材料。内衬不锈钢复合管与不锈钢管件配套连接,加上对接头螺纹和端面的防锈处理,可以有效防止对水质造成的二次污染。内衬不锈钢复合管系统接触传输流体部分全为不锈钢材料,卫生环保,性好,符合"生态住宅"需求和以人为本的时代理念。
通过以上的了解我们可以知道不锈钢复合管具有普通金属管无法相比的特性,如果您有采购不锈钢复合管的一项欢迎致电我们公司,我们将会为您提供优质的服务。
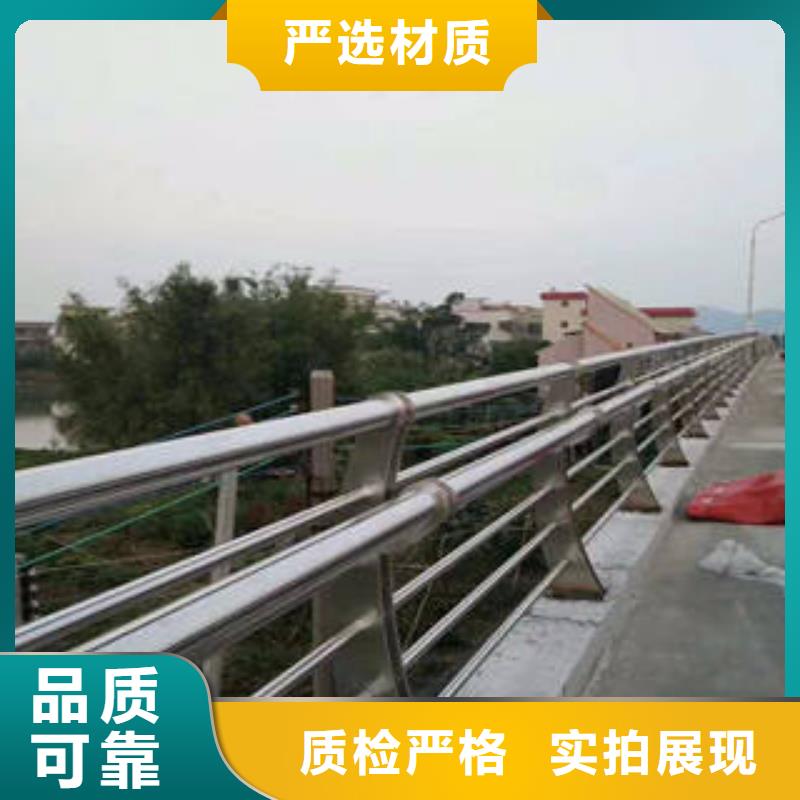
不锈钢复合管以其优良的材质特性,使其在应用过程中耐磨损,抗锈蚀性的优良特点给了人们很深的印象,其实这种管件不但适用于建筑领域在我们的日常生活当中也是非常常见,只是我们没有发现而已。
外不锈钢复合管车把,涉及自行车和摩托车,特别是自行车和摩托车的车把,旨在解决已有车把表面存在外表镀层或涂漆层的耐候性差、容易脱落,使用寿命短、制造时污染环境的问题。外不锈钢复合管车把,包含两端呈对称形的基管(1),基管外套有不锈钢套管(2)。上述基管(1)与不锈钢套管(2)之间可以有冶金连接层(3)。不锈钢套管(2)的壁厚为0.1~0.8mm。基管(1)可以是碳素钢管。适于作为自行车、摩托车的车把,特别适于作为自行车、摩托车车把。
总之,在不锈钢复合管的应用中,能够将这种应用场合中的应用需要进行强化,使其价值被有效地实现。
内衬复合管的耐压性非常强,可以保证工作压力大于2.5mpa以上,可以满足各类建筑给水工程需要。防锈耐腐蚀性好。不锈钢材质由于具有防锈和耐氧化、耐酸碱、耐晶间腐蚀性良好等化学性能,其防锈和防蚀比其它材质优越。
不锈钢复合管怎么焊接?
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。
不锈钢复合管市场报价_茂硕钢铁 (扬州市广陵区分公司),固定电话:【13258995901】,移动电话:【13258995901】,联系人:付经理,开发区新区天津路18号。













