滚丝机支持非标定制
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 滚丝机供应范围覆盖江苏省 扬州市 宝应县、广陵区、邗江区、江都区、仪征市、高邮市等区域。 |


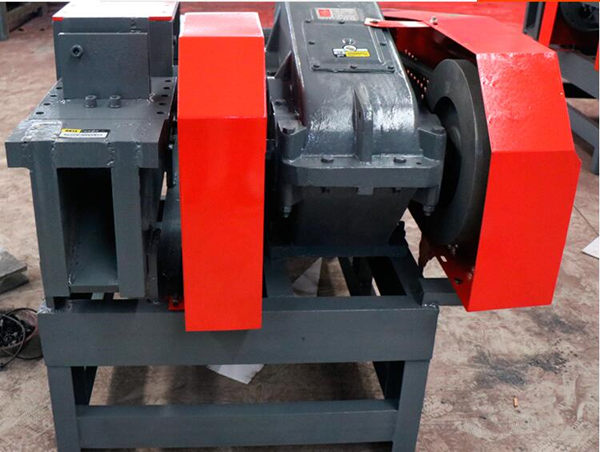
滚丝机在上冷轧加工小模数渐开线花键的原理。L、R是参数相同的一对渐开线滚轧轮,分别安装在滚丝机的两根主轴上,并可在传动机构的驱动下同向同步旋转。R轮可由油缸驱动进行径向进给运动,L轮可通过调整机构的调整与R轮在工件P表面的压痕重合。工件P以两中心孔定位夹紧,调整夹具可使工件轴向移动,在受力时可绕夹具上过O点与机床主轴平行的轴线摆动一个Φ角,以保证工件在冷轧过程中始终保持与两滚轧轮处于自由对滚状态,同时便于装夹工件。



诚实、守信、敬业、创新是我们的企业精神。以质量求生存,以信誉求发展是我们的经营方针。扬州宝应禁用全体员工热忱欢迎各界朋友与我们建立合作关系,我们将全力为您提供满意、放心、周到的 禁用。


对于钢筋滚丝机有所一定了解的人,肯定知道设备应该在使用的过程中或者是使用完成后对其进行一定的保养工作,这样才能够保证它的功能稳定的发挥,并且能够实现长久的应用。那么我们应该怎样对其进行保养呢?下面滚丝机厂家-双坤机械设备来为大家讲解一下其中知识。
如何保养钢筋滚丝机:
大家在使用滚丝机或者是钢筋套丝机之前一定要熟读钢筋滚丝机的说明书,以此明确其在应用过程中到底需要进行哪些方面的保养工作,各个方面的保养工作具体应该如何进行,保养得频率到底如何等,以此作为安排设备保养工作的依据。
其次,大家需要在实际使用钢筋滚丝机的时候,注意优化各个方面的使用操作,尽量避免因为不良的使用及操作,对设备造成损伤,增加保养的难度或者是加大保养工作量。
,大家需要在应用钢筋滚丝机的过程中,注意对设备做好日常及定期的检查,在日常发现问题的时候,及时通过更换破皮的电线等方式对设备做好保养,并在定期的彻底检查中及时更换某些部件、及时更换补给或更换润滑油,以此做好设备各个方面的保养工作。
钢筋滚丝机在使用时发出异常声音解决方法
在使用滚丝机时,在工作中发出异常声音怎么办?别着急,下面为您支招:
滚丝机在正常工作的时候,有时会出现异常的声音现象,这种主要原因应该是油的温度过高!还有可能回油管高出油液面,油和油箱太脏,回油管设计的时候有点小,不是什么大问题,建议把滚丝机的液压系统和油打扫干净,换新油,这样滚丝机的问题就可以解决。
要告诉大家的是,如果忽略了钢筋滚丝机的日常维护和保养工作,在以后工作的时候很有可能会出现一些设备异常的情况,所以为了能够避免滚丝机在工作中出现故障,从而提高工作效率。定期的保养才是重要的。以上就是滚丝机厂家为大家讲解的其保养知识,希望对大家有所帮助。



钢筋滚丝机钢筋剥肋滚轧直螺纹连接技术,钢筋(直接或剥肋)滚丝加工丝头时,应采用水溶性切削液,操作前切削液应已开始循环充分,在滚丝头出水口未出水时严禁进行加工。
是建筑工程一种新型的钢筋连接工艺技术。其原理是将待连接钢筋端部的纵肋和横肋用切削方法剥去一部分,然后滚轧出螺纹,现场直接用连接套筒连接,从而完成钢筋连接的工艺过程。
通型螺纹与反丝螺纹各有专用滚丝头,应由厂家驻现场人员进行调整,严禁混用。
若采用直接滚轧直螺纹工艺时,应使用钢筋滚丝机。可在台钳夹紧,切削液已循环充分后,开始扳动进给手柄,使滚丝头进入滚丝位置。刚开始,进给要舒缓平穏,在滚丝头进入钢筋端部后,滚丝头自动进给滚丝,即可松开手柄,由设备自行完成操作。滚压到设定长度后,限位开关断电,设备自动停机并延时反转,将螺纹钢筋退出滚丝头,扳动进给手柄后退,减速机退到极限位置,停机。然后移开台钳,取出钢筋,完成螺纹的加工。
若采用剥肋滚轧直螺纹工艺时,应使用钢筋滚丝机。先剥肋,后滚丝。在台钳夹紧,切削液已循环充分后,开始扳动进给手柄,剥肋刀片在刚接触钢筋时要舒缓,当刀片全部咬住钢。筋后可以加力向前扳动手柄,待5秒~10秒,滚丝头自行前进时,即可松开手柄,由设备自行完成操作,待滚丝头自行反转并向后运动,不再轴向移动时,扳动手柄复位,则完成剥肋。
剥肋完成后,再次扳动手柄,减速机向前移动到调整长度,涨刀推动左右拉环后移,刀体与涨刀环脱离后涨开,减速机继续向前进给,涨刀触头缩回,滚丝刀开始滚压螺纹,滚压到设定长度后,进行挡铁与限位开关断电,设备自动停机并延时反转,将螺纹钢筋退出滚丝头,扳动进给手柄后退,减速机退到极限位置,停机。然后移开台钳,取出钢筋,完成螺纹的加工。
钢筋在剥肋或滚轧螺纹过程中,如发现台钳移动,应立即夹紧。若在钢筋滚丝机滚轧螺纹过程发现没有停机反转的迹象应立即将面板开关关闭,使设备停止转动,然后按下点动按钮(红色),使滚丝头退出钢筋,并立即修理。



产品











- 靠谱的无缝钢管供货商 2025-09-07
- 价格合理的铝合金雨水槽厂家 2025-09-07
- 不锈钢板技术参数 2025-09-07
- k9球墨铸铁管行情报价 2025-09-07
- MPP电力管-口碑 2025-09-07
- 不锈钢护栏采购 2025-09-07
- 本地花纹板供应商 2025-09-07
- 质量优的不锈钢复合管护栏本地厂家 2025-09-07
- 正规碾米机生产厂家 2025-09-07
- 供应护栏立柱的批发商 2025-09-07
- 201不锈钢复合管护栏、201不锈钢复合管护栏厂家_大量现货 2025-09-07
- 冷拔扁钢性能可靠 2025-09-07
- 周边不锈钢护栏生产厂家 2025-09-07
- 钢管大量供应 2025-09-07
- H型钢源头厂家本地报价更优惠 2025-09-07
联系方式
