您当前的位置:商助贸易宝 » 芦溪商助贸易宝 »芦溪产品 » 批发珩磨管_优质厂家
批发珩磨管_优质厂家
更新时间:2025-09-03 11:55:25 ip归属地:萍乡,天气:多云,温度:25-36 浏览:2次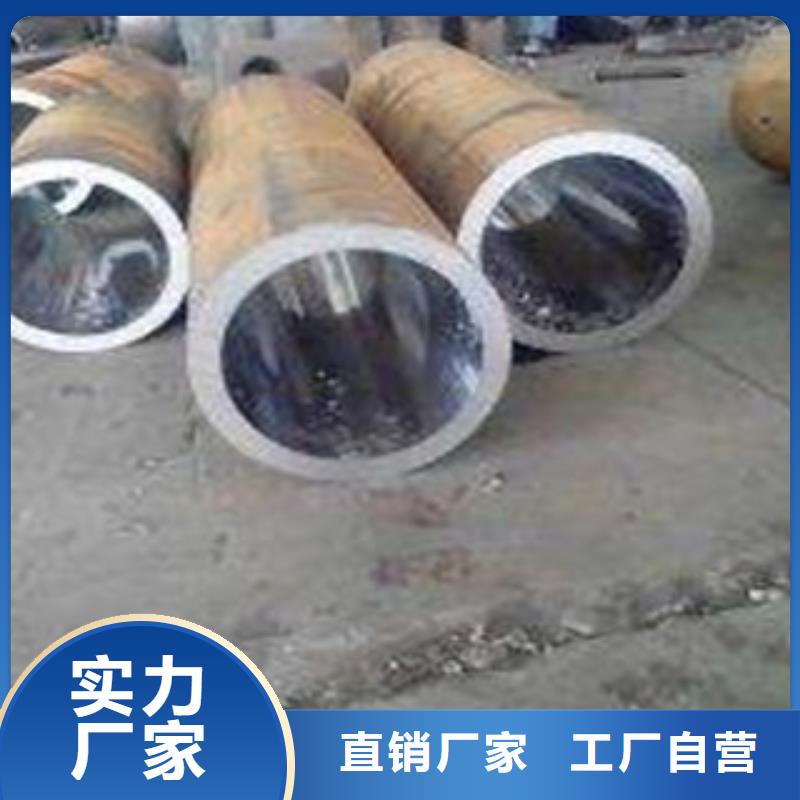

- 发布企业
- 九冶管业(萍乡市芦溪县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 精密管
- 所在地
- 经济技术开发区汇通物流园
- 联系电话
- 15192183985
- 手机
- 15192183985
- 联系人
- 李经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:萍乡市芦溪县批发珩磨管_优质厂家的产品参数
【九冶】以匠心打造多元场景产品,涵盖安源精密管可定制、湘东精密管精益求精等。批发珩磨管_优质厂家_九冶管业(萍乡市芦溪县分公司),固定电话:【15192183985】,移动电话:【15192183985】,联系人:李经理,经济技术开发区汇通物流园。 江西省,萍乡市,芦溪县 芦溪县,隶属江西省萍乡市,位于江西省西部、萍乡市东部,东与宜春市袁州区为邻,东南与吉安市安福县交界,南与莲花县相连,西与湘东区毗邻,西北与安源区相邻,北与上栗县接壤。全县面积960平方千米,下辖6个镇、5个乡。2022年末,芦溪县常住人口为26.08万人。
对批发珩磨管_优质厂家产品还心存疑虑吗?观看这个视频,我们的专业团队将为您详细解读产品的特点和优势,让您信心倍增。
以下是:萍乡芦溪批发珩磨管_优质厂家的图文介绍

物有所值实拍展现
我们用实力和品质说话
萍乡芦溪精密管

萍乡芦溪精密管的详细介绍
稳定可靠工厂直营

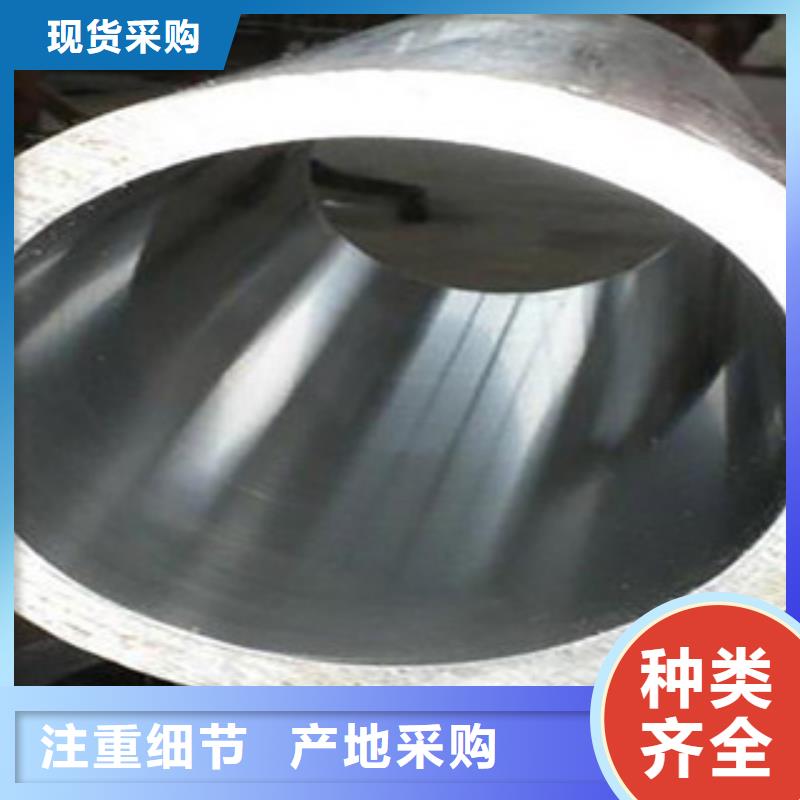
怎样修复珩磨管的表面缺陷
1、加大冷拔变形量
增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。
2、优选热轧管坯料
冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。
3、热轧管内孔缺陷清理
珩磨管的基本构成
液压油缸缸筒是珩磨管的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。
端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后需要更换端盖。

PRODUCT DETAILS
产品细节
PRODUCT DETAILS

01
真材实料REALMATERIALS
精心选择优质材料制作而成,萍乡芦溪精密管规格多样可选,满足您的各种需求。

02
价格优势PriceAdvantage
厂家经验丰富,直接供货,萍乡芦溪精密管无二次销售环节,质量放心。

03
成熟工艺成熟工艺MatureTechnology
支持定做,十余年经验,萍乡芦溪精密管质量保障,出厂经过严格的质检。
PRODUCT PHOTOGRAPH
产品实拍
PRODUCT PHOTOGRAPH






COMPANY PROFILE
公司介绍
COMPANY PROFILE

萍乡芦溪九冶管业有限公司以品质精良,技术创新、诚信经营向国内外用户提供性价比高的产品。过硬的产品质量,可以获得更多客户的称赞。

在萍乡市芦溪县采购批发珩磨管_优质厂家请认准九冶管业(萍乡市芦溪县分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-【15192183985】)。
我们的其他产品