公司新闻
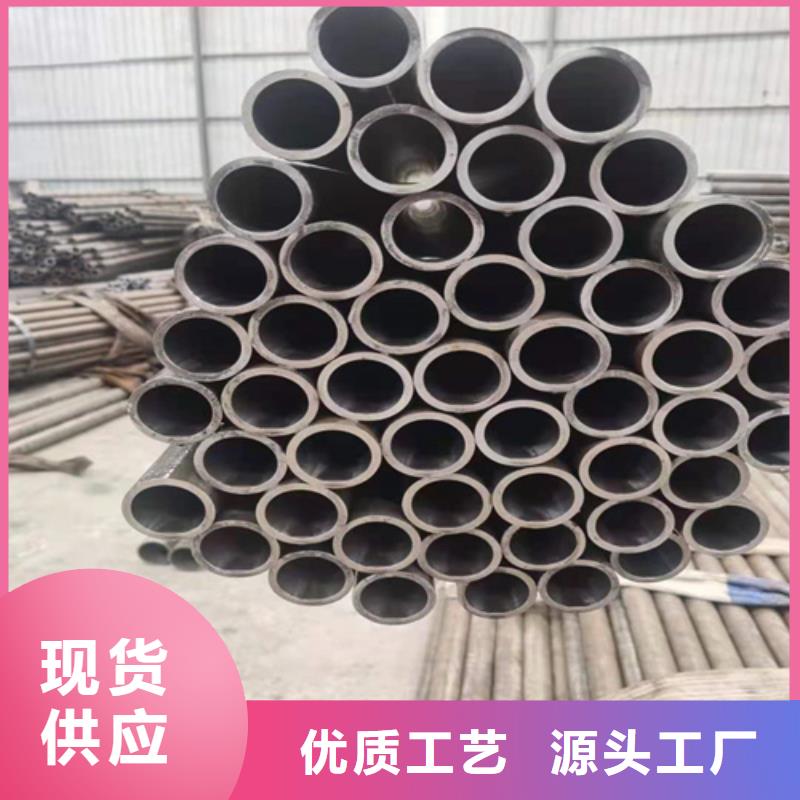
绗磨管供货及时
更新时间: 2025-11-03 16:00:17 ip归属地:平顶山,天气:多云转阴,温度:9-17 浏览:2次
以下是:平顶山市卫东区绗磨管供货及时的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 聊城 |
| 类型 | 绗磨管 |
| 材质 | 钢管 |
| 可定制 | 是 |
| 品牌 | 九冶 |
| 范围 | 绗磨管供应范围覆盖河南省、平顶山市、卫东区、新华区、石龙区、湛河区、宝丰县、叶县、鲁山县、郏县、舞钢市、汝州市等区域。 |
【九冶】为您提供郏县绗磨管工厂直销、鲁山绗磨管好品质经得住考验等多元产品与服务。绗磨管供货及时,九冶管业(平顶山市卫东区分公司)专业从事绗磨管供货及时,联系人:李经理,电话:【17706353138】、【17706353138】,以下是绗磨管供货及时的详细页面。 河南省,平顶山市,卫东区 1969年3月,设区。
无论您是初次接触还是已经熟悉,我们的绗磨管供货及时产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:平顶山卫东绗磨管供货及时的图文介绍


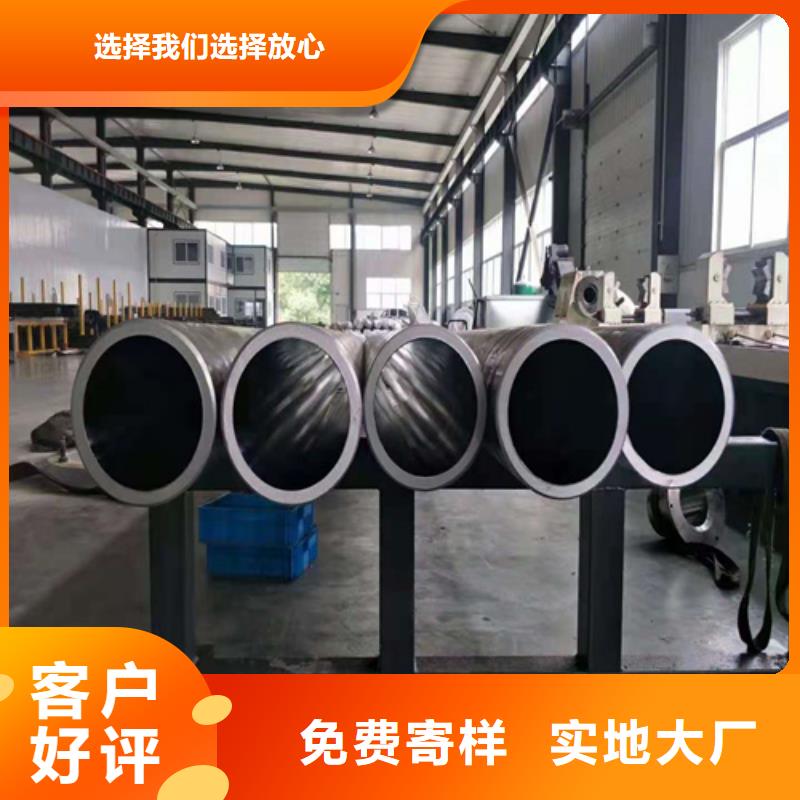
但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。从上述分析可见,珩磨管的装配间隙对油缸质量至关重要,而装配间隙应以支承衬套来调整,才能符合实际要求而达到理想的作业效果。再来说到的是珩磨管支承衬套所用的材料,通常来说有尼龙和聚甲醛两种,前者的强度、刚性、耐热性以及成型工艺性都较好,但吸水性和收缩率较大,尺寸稳定性差,还会受受温度影响;而后者具有良好的综合性能,包括抗拉强度、冲击韧性、刚度、疲劳强度、抗蠕变性能和尺寸稳定性等等,但就是加热易分解,成型困难。根据对上述两种材料的特性分析可知,油缸的工作温度才是确定选用何种材料作支承衬套的关键所在,一般工作温度下使用尼龙就可以了,但对于要在高温下工作的油缸来说,聚甲醛作为珩磨管的支承衬套才是理想选择。



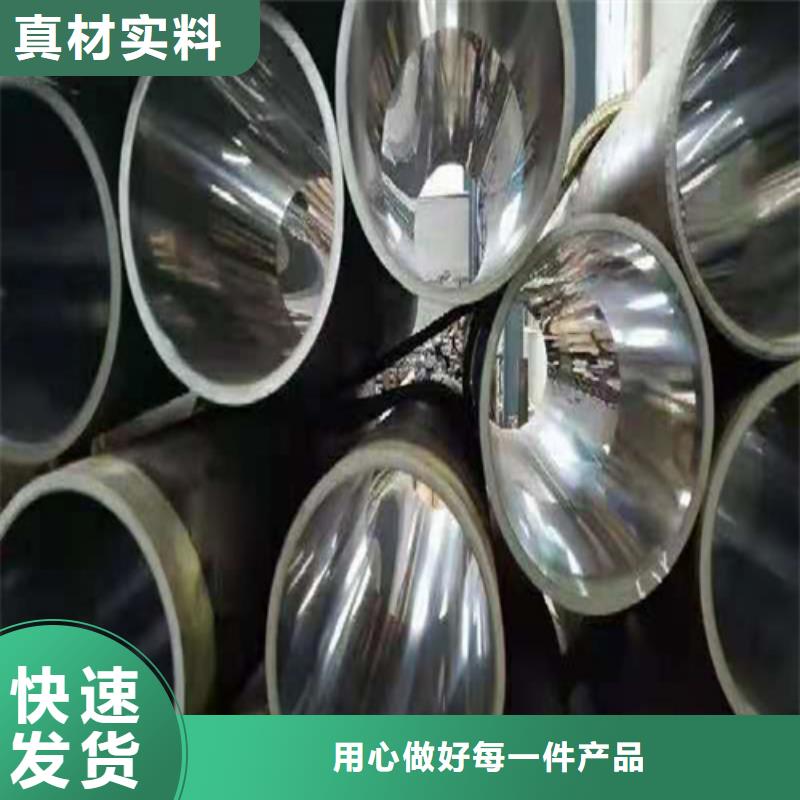
45#绗磨管滚压工艺光洁度是效的 油缸是工程机械主要部件,传统的加工方法是:拉削缸体——精镗缸体——磨削缸体。采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。投入对比:磨床或绗磨机(几万——几百万),滚压刀(1仟——几万)。滚压后,孔表面粗糙度由幢滚前Ra3.2~6.3um减小为Ra0.4~0.8&um,孔的表面硬度提高约30%,缸筒内表面疲劳强度提高25%。油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍左右。以上数据说明,滚压工艺是的,能大大提高缸筒的表面质量。
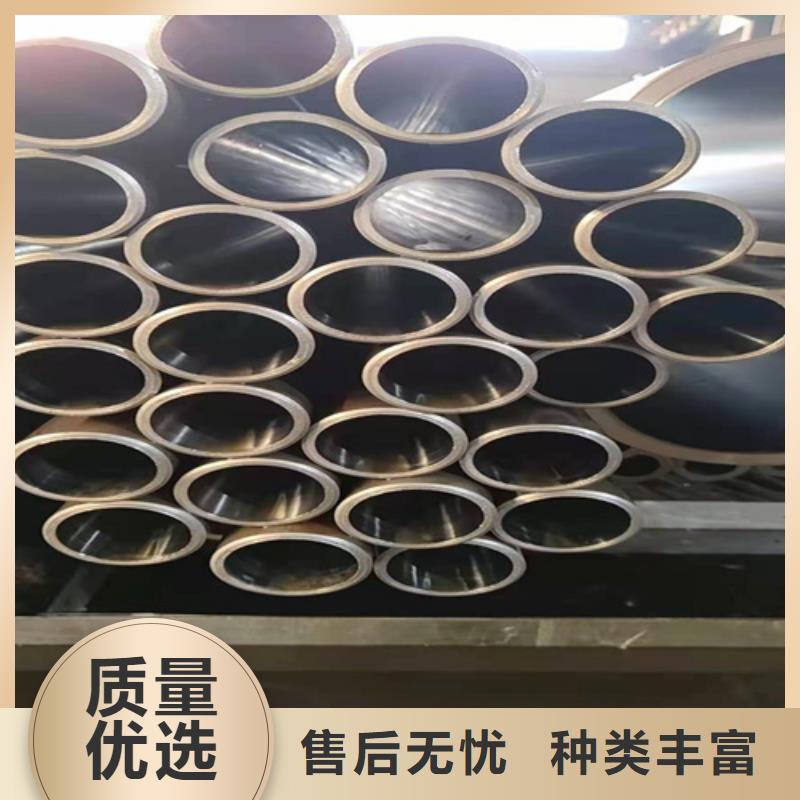
45#绗磨管油缸经过滚压后,表面没有锋利的微小刃口,长时间的运动摩擦也不会损伤密封圈或密封件,这点在液压行业特别重要
45#绗磨管油缸经过滚压后,表面没有锋利的微小刃口,长时间的运动摩擦也不会损伤密封圈或密封件,这点在液压行业特别重要


平顶山卫东九冶管业有限公司是平顶山卫东专注生产、销售 绗磨管的厂家,公司拥有先进的设备,雄厚的技术力量,科学的工艺流程,完善的质量检测体系,采用优良的 绗磨管原材料,严把质量关。我厂拥有先进的管理经验、生产流程和质量控制手段,保证为客户提供高质量的 绗磨管产品。在我们强调产品质量的同时,还积j i与客户进行沟通,了解客户的需求,并为客户提供贴心和及时的售后服务。公司始终坚持以用户至上,质量至上,信誉至上,服务至上为经营方针,以优良的 绗磨管产品和贴心的服务与各界朋友真诚合作,共同发展。



精密绗磨管现货价格同比去年低位运行 情况下且波段的行情较少呈现窄幅震荡;受汽车产业链需求周期性减弱的影响,精密绗磨管钢厂出现主动减产的行为,使得供需基本面仍得以勉强维持,总库存也表现出不断下降的趋势,商家库存压力尚可;上半年受热冷价差缩小的因素,精密绗磨管厂高成本低利润的情况下,给到贸易商的结算价亦不到位,生产与流通端效益均不佳。对于十一长假后的市场行情判断,笔者认为:节后精密绗磨管价格一开始或有短期需求释放的支撑,而需求虽小幅回暖但仍不稳定;另外对主要冷轧商品卷生产企业的调研来看,10月份供应虽然不明显增加但也没减量;因此中长期还是认为冷轧供需基本面未完全改善,冷轧现货价格或仍小幅承压。精密绗磨管上半年因为品种表现差异的关系,冷轧重点下游汽车行业的低迷因素,在供应没有主动减产前期,冷轧现货价格遇涨难涨,遇跌超跌的表现,导致热冷价差快速收缩;后期随着钢厂亏损以及订单不佳的双重因素叠加,各大钢厂均加入主动减产的行列,冷轧供需矛盾得到释放,尤其在8-9月份需求小幅回暖期间,冷轧现货价格更是表现坚挺,从而恢复了热冷价差。但随之,随着价差的恢复,冷轧表现一般的基本面很难以支撑价差的进一步扩大,因此一旦市场大环境有明显的波动,后期冷轧的价格压力还是存在


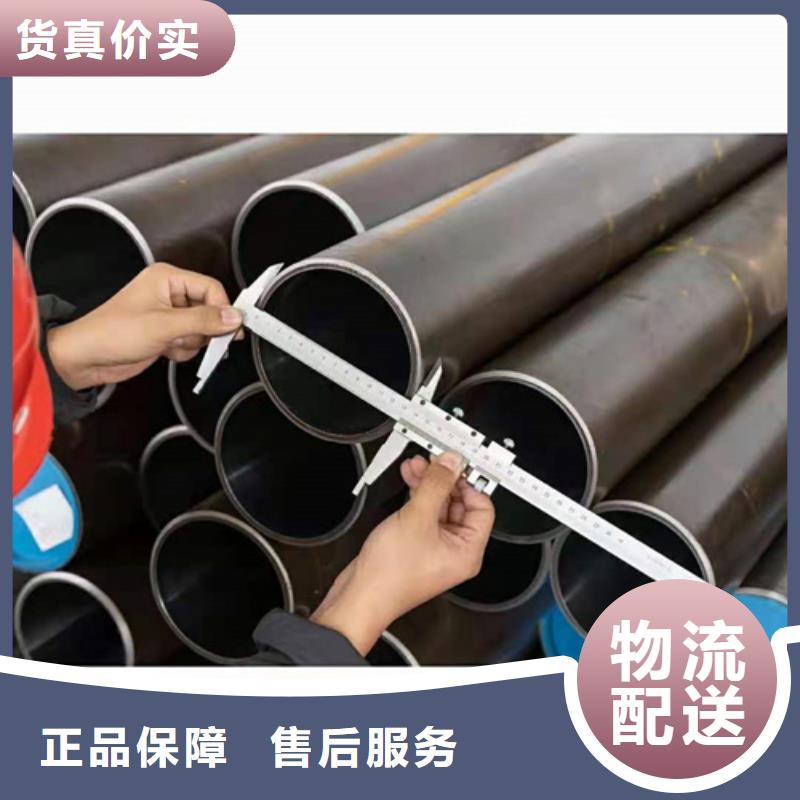
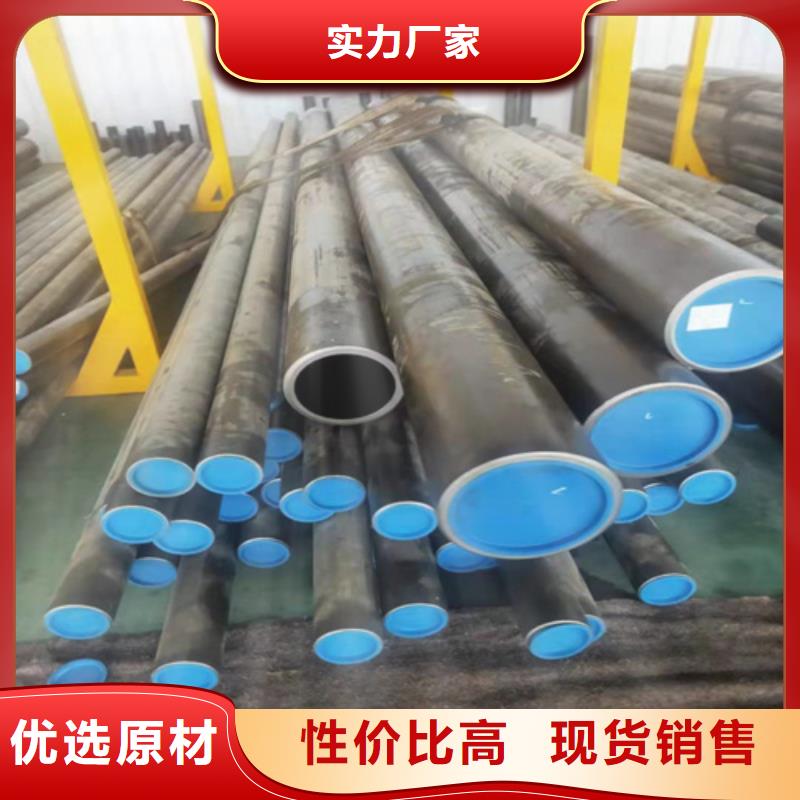
滚压油缸管材料软,塑性大,容易被滚压光。随着塑性降低,硬度的提高,变形量随之减少。一般来说钢和铜的滚压效果较好,铸铁的效果较差。可锻铁,球墨铸铁比灰口铸铁的滚压效果要好。滚压铸铁件时,当铸件的材料硬度不均匀时,被滚压表面的缺陷(气孔、砂眼等)会马上显露出来。因此,当铸件表面缺隐较多,质量较差时不宜采用滚压工艺。4、滚压油缸管过盈量的大小对表面粗糙度和几何精度的影响很大。通过试验得知,合理的滚压过盈量为0.027~0.036mm,此时得到的表面粗糙度为小。大过盈量受多种因素的影响,因此佳过盈量的确定要根据具体条件多次试验来确定。滚压工具通常有滚珠、圆柱形滚柱、圆锥形滚柱、滚轮等。但用滚珠作为变形构件可降低整个滚压工具成本。而且滚珠的精度高,硬度高,与工件接触面小,用较小的滚压力,较小的过盈量可获得较高的压强,较小的粗糙度。而且滚珠的使用寿命长,不易磨损,价格便宜,易更换。



绗磨管供货及时,九冶管业(平顶山市卫东区分公司)为您提供绗磨管供货及时产品案例,联系人:李经理,电话:【17706353138】、【17706353138】。
其他新闻
- 电缆厂家发货及时 2025-11-03
- 候车厅发货快 2025-11-03
- #弯管机#性价比高 2025-11-03
- 不锈钢复合管护栏老客户回购较多 2025-11-03
- 中厚板公司 2025-11-03
- 聚合氯化铝-热线开通中 2025-11-03
- H型钢厂家联系方式 H型钢厂家 2025-11-03
- 的无缝管厂家 2025-11-03
- 制造合金12Cr1MovG的厂家 2025-11-03
- 【图】H型钢批发 2025-11-03
- 不锈钢板视频展示 2025-11-03
- 镀锌加工货到付款 2025-11-03
- H型钢常年现货 2025-11-03
- 伸缩楼梯中心 2025-11-03
- 发货及时的全自动烙馍机公司 2025-11-03
产品


联系方式
