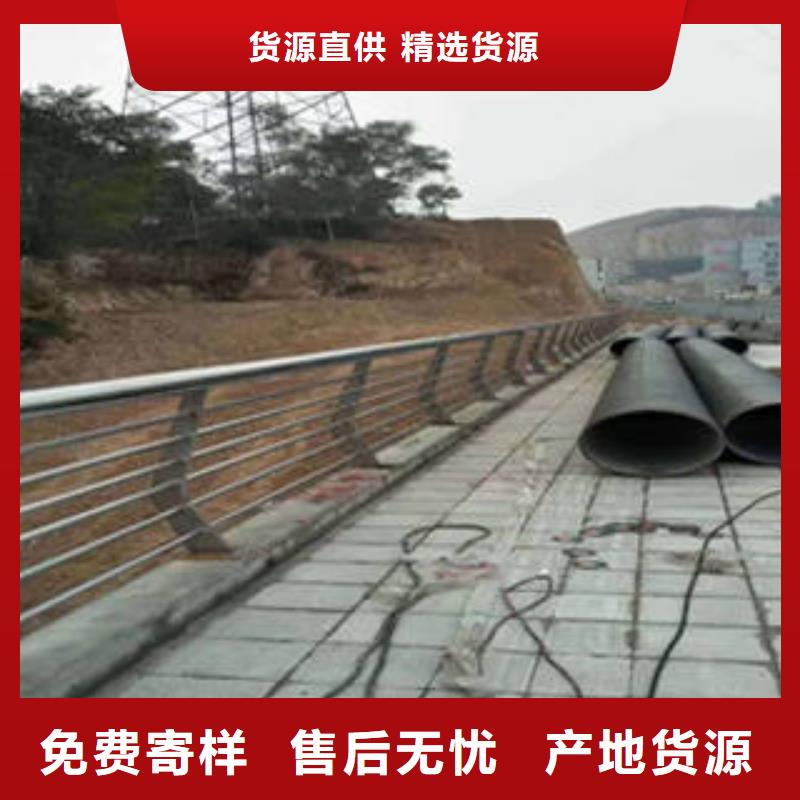
桥梁护栏图片-厂家
更新时间:2025-08-31 12:37:03 ip归属地:三明,天气:阴,温度:23-37 浏览:1次



- 发布企业
- 诚通金属材料(三明市明溪县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 双金属复合管
- 所在地
- 经济开发区北外环路与滨河大道交叉口向西300米路南
- 联系电话
- 18769559929
- 手机
- 15095037385
- 联系人
- 王经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:三明市明溪县桥梁护栏图片-厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 桥梁护栏图片-供应范围覆盖福建省、三明市、明溪县、梅列区、三元区、清流县、宁化县、大田县、尤溪县、沙县区、将乐县、泰宁县、建宁县、永安市等区域。 |
【诚通】以匠心打造多元场景产品,涵盖梅列双金属复合管一站式采购商家、清流双金属复合管严格把控质量、泰宁双金属复合管无中间商厂家直销、大田双金属复合管库存齐全厂家直供等。桥梁护栏图片-厂家,诚通金属材料(三明市明溪县分公司)为您提供桥梁护栏图片-厂家产品案例,联系人:王经理,电话:【18769559929】、【15095037385】。 福建省,三明市,明溪县 2020年4月,达到脱贫退出条件,退出省级扶贫开发工作重点县。2022年,明溪县实现地区生产总值127.08亿元,按可比价格计算,同比增长1.6%。
不要犹豫,花一分钟时间观看我们的桥梁护栏图片-厂家产品视频吧!您将发现更多令人赞叹的细节和优势,为您的购买决策提供有力参考。
以下是:三明明溪桥梁护栏图片-厂家的图文介绍

三明明溪诚通金属材料有限公司是 双金属复合管等产品生产加工的公司,拥有完整、科学的质量管理体系。三明明溪诚通金属材料有限公司的诚信、实力和产品质量获得业的认可。欢迎各界朋友莅临参观、指导和业务洽谈。厂家直供真材实料看得到,产品展示多年行业经验老品牌,值得信赖。


304不锈钢复合管焊接要点
不锈钢复合管焊接要点及注意事项
1.采用垂直外特性的电源,直流时采用正极性(焊丝接负极)。
2.不锈钢复合管利用氩弧焊焊接,具有焊缝成型美观,焊接变形量小的特点。
3.保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。
4.钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm。
5.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
6.焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长则保护效果不好。
7.对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
8.为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。
9.防风与换气。有风的地方,务请采取挡网的措施,而在室内则应采取适当的换气措施。



不锈钢复合管护栏作为交通设施的一种,是我们生活中很常见的产品,而且也在我们生活中发挥着很多作用。不知道大家对于不锈钢复合钢管这一产品有了解吗?其实有很多护栏也是使用不锈钢复合钢管制作而成,因为不锈钢复合钢管防锈耐腐蚀性好,所以很受消费者的喜爱,而且应用的范围也是很广泛的。下面不锈钢复合钢管生产厂家就给我们介绍下不锈钢复合钢管的内容。
不锈钢复合钢管是以碳钢基层与不锈钢覆层结合而成的复合板钢板,它的主要特点是碳钢和不锈钢形成牢固的冶金结合,可以进行热压、冷弯、切割、焊接等各种加工。不锈钢复合钢管不仅具有不锈钢的耐腐蚀性、又具有碳钢良好的机械强度和加工性能,是新型的工业产品,广泛用于石油、化工、盐业、水利电力、食品加工等行业。不锈钢复合钢管和同类产品相比结合强度更高、质量更可靠、性能更稳定、结构更完美的新一代绿色环保型产品自从不锈钢复合管投入市场使用后就很受消费者的喜爱,大家也知道不锈钢这一材料有很优异的特点,所以不锈钢制品都应用的很广泛,当然不锈钢复合管也是如此。安装不锈钢复合管是很重要的,所以大家在安装的时候一定要注意。那么安装不锈钢复合管有什么监管工作呢?下面不锈钢复合管厂家就给大家简单的介绍一下。
事故的出现会对整个工程造成很大的影响,也不利于社会的和谐发展。当然施工的质量同样非常重要,在一些比较重要的行业中,要做好施工的监督管理工作,比如说锈钢复合管工程施工,监督管理工作应该要到位,不能够出现马虎大意的事情。那么安装锈钢复合管的时候应该要进行哪些监管工作呢?首先还是我们说到的要贯穿整个过程,从施工放样开始就要进行严格把关。比如说我们的不锈钢复合管如果要与道路进行整体连接的话,就一定要在道路铺设的时候进行预埋安装设施,通常会将金属螺栓和固定板先预埋在道路上,然后在使用完道路以后,进行焊接或者使用膨胀螺栓连接, 螺栓连接或者焊接的时候要进行检验。
不锈钢复合钢管是以碳钢基层与不锈钢覆层结合而成的复合板钢板,它的主要特点是碳钢和不锈钢形成牢固的冶金结合,可以进行热压、冷弯、切割、焊接等各种加工。不锈钢复合钢管不仅具有不锈钢的耐腐蚀性、又具有碳钢良好的机械强度和加工性能,是新型的工业产品,广泛用于石油、化工、盐业、水利电力、食品加工等行业。不锈钢复合钢管和同类产品相比结合强度更高、质量更可靠、性能更稳定、结构更完美的新一代绿色环保型产品自从不锈钢复合管投入市场使用后就很受消费者的喜爱,大家也知道不锈钢这一材料有很优异的特点,所以不锈钢制品都应用的很广泛,当然不锈钢复合管也是如此。安装不锈钢复合管是很重要的,所以大家在安装的时候一定要注意。那么安装不锈钢复合管有什么监管工作呢?下面不锈钢复合管厂家就给大家简单的介绍一下。
事故的出现会对整个工程造成很大的影响,也不利于社会的和谐发展。当然施工的质量同样非常重要,在一些比较重要的行业中,要做好施工的监督管理工作,比如说锈钢复合管工程施工,监督管理工作应该要到位,不能够出现马虎大意的事情。那么安装锈钢复合管的时候应该要进行哪些监管工作呢?首先还是我们说到的要贯穿整个过程,从施工放样开始就要进行严格把关。比如说我们的不锈钢复合管如果要与道路进行整体连接的话,就一定要在道路铺设的时候进行预埋安装设施,通常会将金属螺栓和固定板先预埋在道路上,然后在使用完道路以后,进行焊接或者使用膨胀螺栓连接, 螺栓连接或者焊接的时候要进行检验。

诚通金属材料有限公司

在三明市明溪县采买桥梁护栏图片-厂家到诚通金属材料(三明市明溪县分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:王经理-【15095037385】。
我们的其他产品