弯供机优惠力度大
更新时间:2025-10-26 21:42:46 ip归属地:梅州,天气:阴转多云,温度:17-30 浏览:1次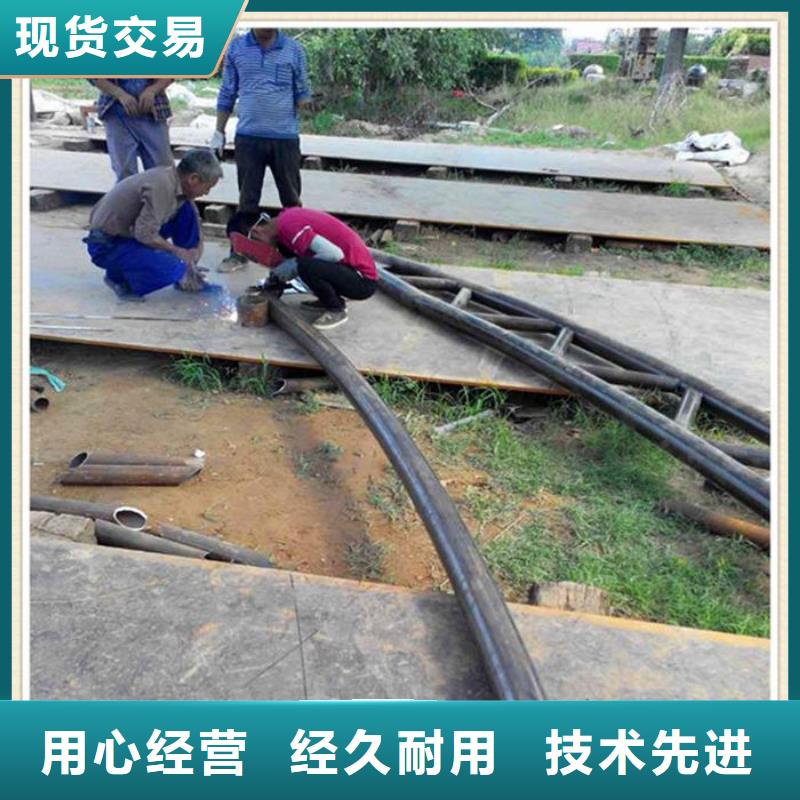
- 发布企业
- 万泽锦达机械制造(梅州市平远县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 圆管弯供机
- 所在地
- 小店区208国道东浦村东浦路一号
- 联系电话
- 18234108331
- 手机
- 18234108331
- 联系人
- 简强 请说明来自商助贸易宝,优惠更多
详细介绍
支护的主要有管棚、小导管、水平旋喷桩等,目前外学者对其控制进行了的研究。贾金青等对管棚的机制及进行了研究,表明采用管棚注浆法能有效软弱破碎围岩的变形,支护结构受力,避免施工中产生塌方。张蓓等对小导管的参数与进行了研究,研究表明小导管注浆支护能够围岩的性,洞室的变形和塑性区,其环向分布范围、管径等是主要的参数。
液压冷弯机采用液压,具有传动平稳、压力大等特点,槽钢、圆管均能一次成型,采用加强底盘设计,确保使用不变形;换易损件方便,不需再次进行校正,用户只须将螺丝拧紧装配好即可继续正常使用方便快捷大大的加快了工作时间和工作效率。
冷弯机购置须知事项:所弯的钢材的类型、型号、材质;你所购买的冷弯机的模具和型钢的类型是否一致。还要清楚所弯曲的型钢半径是否符合钢材的冷弯系数是否在允许参数范围,一旦超出了型钢的冷弯系数,钢材就在变形的同时钢材内部组织结构物理属性也会发生变化,钢材的强度。


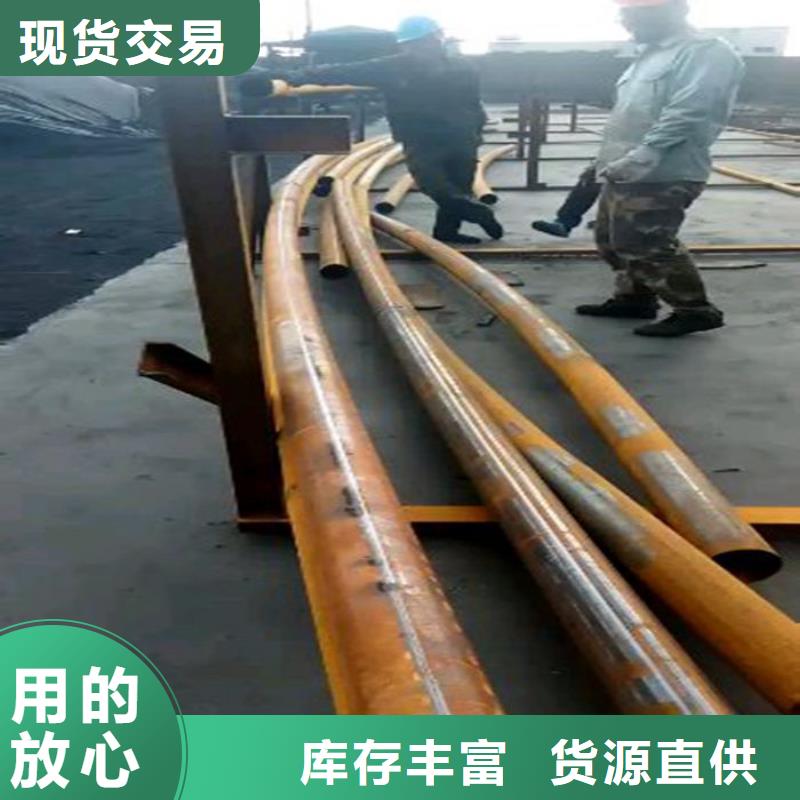
型钢冷弯机在油箱没有注入油前切勿启动电机,使用前先检查油箱内的油是否加满,如不足应加满,以防油泵吸空;设备使用的液压油要经过严格的过滤方可注入油箱,油箱在装油前要清洗好,一般使用46号抗磨液压油;冷弯机又叫弯拱机,是一种在常温下加工支护、桥梁支护等工程上所使用的弧形H型钢、弧形槽钢等材料的设备;在工程中所使用的圆管强度要求比较高,热弯的出来的H型钢强度达不到,所以要在常温下加工弯曲成型,所以这就促进了H型钢冷弯机的诞生,H型钢冷弯机一般有全液压的和半液压半机械的,目前随着工程的要求越来越高,半液压的意见逐渐被淘汰了,全液压冷弯机主要是靠液压推进大顶力油缸对于工H型钢行作业,然后自然弯曲。
型钢冷弯机弯曲半径范围:可达1.5米弯曲弧长范围:可弯曲4米长度的钢材;作业原理:把型钢弯拱机上,与减速股动的滚轮后,将压紧手柄进给锁紧,发起电机油泵组,由电动油泵输出的高压溢流阀(可悉数压力),集成块到电缆阀,有电液阀和动点开关(点进,点退)操控油缸作业,作业油缸推动,将圆管与三个支撑游轮压紧并为发生曲折变形是时开始核算,油缸推动的长度为10mm-15mm,开主电机股动圆管作业,重复操作,抵达所需间断。
型钢冷弯机注意事项:①正确使用设备,遵守操作规程,是设备故障,设备使用寿命,保障生产的条件,此设备的操作者及人员需了解设备的结构、性能、和操作规程;②在油箱没有注入油前切勿启动电机,使用前先检查油箱内的油是否加满,如没有加满,会造成油泵吸空,导致液压油顶压力不足;设备使用的液压油要经过过滤方可注入油箱,油箱在装油前要清洗好,一般使用46号或68号抗磨液压油;③本设备是用油为介质,做好油及本设备的清洁工作,以免淤塞或漏油影响使用效果。



如何挑选圆管冷弯机:
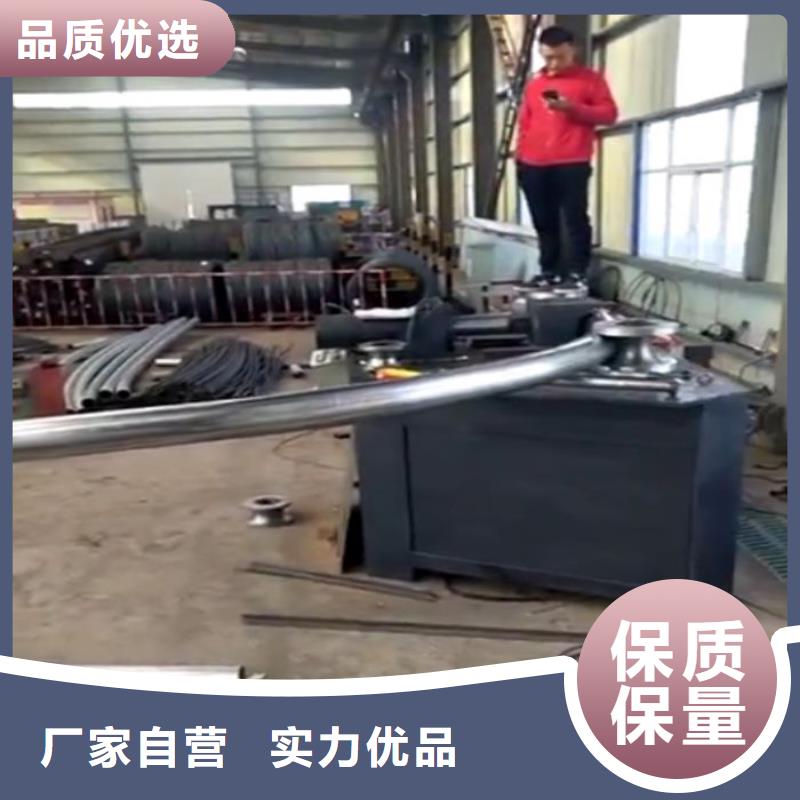
1、先要先看一下液压顶辊和两个主动力辊的直径(辊小的话,接触面就小,很容易会打滑);弯非标钢材的时候容易变形;2、液压油缸直径的大小决定着机器顶弯动力的大小,油缸行程的长短决定了型钢弯曲半径的可调性;3、台体钢板厚度决定着弯曲较大型钢时机器的本身能不能承重;4、看下电机的功率和减速机的减速比,这个和所要弯曲的型钢也有很重要的关系。
如何挑选弯拱机(冷弯机):
许多朋友在选购弯拱机没有经验不知道怎么对比,今天万泽锦达弯拱机厂就给大家总结一下挑选弯拱机的4项因素:1、三个顶滚的直径:细了,因接触面小,容易打滑;弯非标钢材 的时候容易变形;2、油缸 的直径和行程:直径和行程决定了压力的大小和弯曲半径的可调性;3、台体钢板 厚度和骨架的质量:决定着弯大型钢 材时是否变形;4、电机的功率和减速机的质量。
机械手动型、液压手动型、全液压自动型;顶滚的直径:细了,因接触面小,容易打滑;弯非标钢材的时候容易变形;油缸的直径和行程:直径和行程决定了压力的大小和弯曲半径的可调性;台体钢板厚度和骨架的质量,决定着弯大型钢材时是否变形;电机的功率和减速机的质量,厂家的生产规模和服务。



梅州平远万泽锦达机械制造有限公司在成立之时就确定了以人为本,以科技促进发展的理念,始终以“立足 圆管弯供机事业,为客户解决问题”为使命,围绕公司主营业务履行社会责任,严格确立在任何时间都能站在客户的角度、让我们的客户做有效的 圆管弯供机,并以良好的服务和满意的治理效果赢得了广大客户的认可。


售后服务:根据各大工地的施工反馈情况,由于万泽锦达的冷弯机的品质从钢板厚度、顶滚直径、油缸行程包括电机和减速机的挑选方面都较市场上其他商家的到位,同时我们不断吸收工地用户反馈意见不断改进我们的产品,可以说我们的产品是客户购买后心里有底的,欢迎您了解,不会让您失望。
在使用冷弯机之前要预先检查冷弯机的电路和机体的液压油是否有异常,冷弯机的加工场地要有型钢周转空间,操作冷弯机的作业人员要经过岗前培训,了解冷弯机的构造、工作原理,操作时严格按操作规程来进行操作,做好冷弯机的和使用记录,人定时定点有针对性对冷弯机加油,冷弯作业完成后冷弯机保持清洁;对于磨损严重的零件要及时换,定期让人员来进行和,注意液压油不要低于液压油窗液位,辊轮接滚轮轴承及时加黄油,压辊长时间不使用应及时用柴油清洗;在的那一面时常涂上防锈油,冷弯机生锈。


