供应护栏的批发商
更新时间:2025-11-08 11:47:36 ip归属地:武汉,天气:阴转小雨,温度:13-19 浏览:1次


- 发布企业
- 盛联管业(武汉市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 不锈钢复合管
- 所在地
- 聊城市许营工业园
- 联系电话
- 15864395945
- 手机
- 18954482233
- 联系人
- 张经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:湖北省武汉市供应护栏的批发商的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 供应护栏的供应范围覆盖湖北省、武汉市、宜昌市、黄石市、襄阳市、荆州市、十堰市、荆门市、鄂州市、孝感市、咸宁市、随州市、恩施市、黄冈市 江岸区、江汉区、硚口区、汉阳区、武昌区、青山区、洪山区、东西湖区、汉南区、蔡甸区、江夏区、黄陂区、新洲区等区域。 |
【盛联】业务覆盖多元场景,提供以下产品和服务:汉南不锈钢复合管真材实料诚信经营、洪山不锈钢复合管货品齐全、宜昌不锈钢复合管品质可靠、十堰不锈钢复合管发货迅速、随州不锈钢复合管严格把关质量放心、恩施不锈钢复合管供应商等。供应护栏的批发商,盛联管业(武汉市分公司)为您提供供应护栏的批发商,联系人:张经理,电话:【15864395945】、【18954482233】。 湖北省,武汉市 武汉市地处江汉平原东部、长江中游,长江及其支流汉水在此交汇,形成武汉三镇(武昌、汉口、汉阳)隔江鼎立的格局,市内江河纵横、湖港交织,水域面积占全市总面积四分之一,被评为国际湿地城市。作为中国经济地理中心,武汉素有“九省通衢”之称,是中国内陆的水陆空交通枢纽、长江中游航运中心,其高铁网辐射大半个中国,是华中地区可直航全球五大洲的城市。
30秒一段产品介绍视频,带你了解供应护栏的批发商产品的功能、特点和使用方法。
以下是:湖北武汉供应护栏的批发商的图文介绍

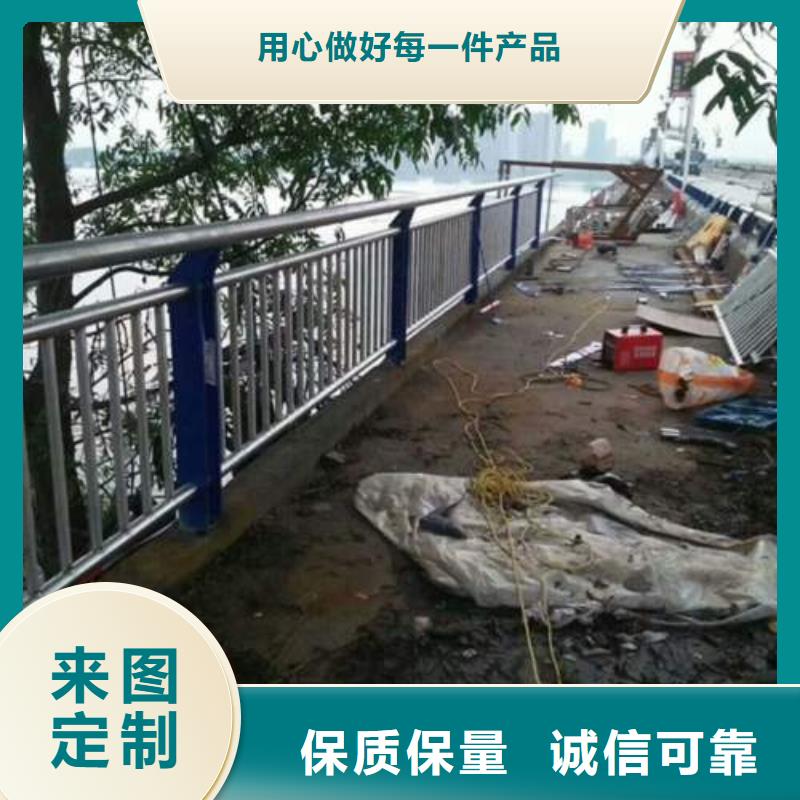
供应护栏的批发商

焊接工艺可参照GB/T13148-1991不锈钢复合钢板焊接技术条件。也可参照JB/T4790-2000钢制压力容器焊接规程附录A。不锈钢复合钢焊接规程。坡口方式可采用GB/T13148图1的对接6 ,也可见本文图1。焊前应采用机械及,焊缝外表和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
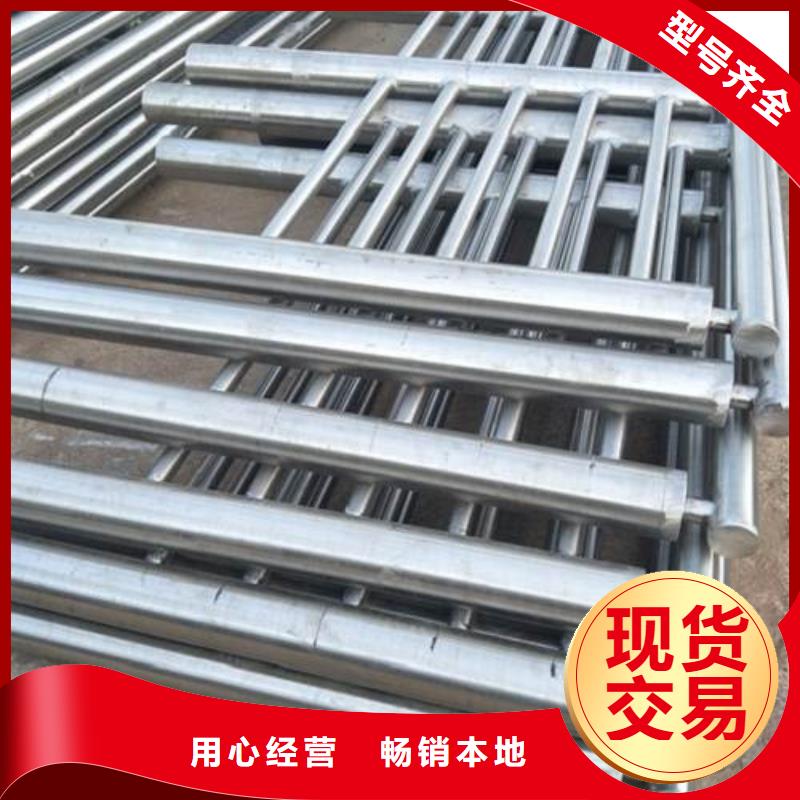
焊条采用GB/T983不锈钢焊条规则的A302(E309)焊条规格为焊接采用手工电弧焊;对央求较高的焊缝能够采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
焊接设备焊接设备应焊接工艺央求,并契合有关设备的规则。采用手工电弧焊时采用直流电焊机。焊接程序先焊复材(不锈钢管),再焊过渡层,后焊基材(碳钢管)。焊接央求复材焊缝外表应尽可能与复材外表坚持平整、光顺。
焊接过渡层时,要在保证熔合良好的前提下,尽量基材金属的熔入量,即熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于5mm。焊后清算焊后应认真清算焊件外表的焊渣、焊瘤物及其他污物。
必要时应对焊缝中止部分修整。焊后清算终了,应在基材焊缝左近的明显部位打上焊工印记以便日后调查。焊接工艺评定当产品技术条件央求中止焊接工艺评定时,须在开工行中止焊接工艺评定,详见JB4708-2000钢制压力容器焊接工艺评定。
我内衬不锈钢复合钢管的焊接船舶工艺研讨所做的焊接工艺评定报告:复合钢管焊接试样的抗拉强度抵达550~565N/mm2。焊接纳件采用钢制对焊无缝管件应契合GB/T12459-1990,焊接纳件采用钢板制对焊管件时应契合GB/T13401-199用于保送石油自然气的焊接纳件应契合SY/T1998钢管对焊管件和SY/T5257-2004钢制弯管。
焊条采用GB/T983不锈钢焊条规则的A302(E309)焊条规格为焊接采用手工电弧焊;对央求较高的焊缝能够采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
焊接设备焊接设备应焊接工艺央求,并契合有关设备的规则。采用手工电弧焊时采用直流电焊机。焊接程序先焊复材(不锈钢管),再焊过渡层,后焊基材(碳钢管)。焊接央求复材焊缝外表应尽可能与复材外表坚持平整、光顺。
焊接过渡层时,要在保证熔合良好的前提下,尽量基材金属的熔入量,即熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于5mm。焊后清算焊后应认真清算焊件外表的焊渣、焊瘤物及其他污物。
必要时应对焊缝中止部分修整。焊后清算终了,应在基材焊缝左近的明显部位打上焊工印记以便日后调查。焊接工艺评定当产品技术条件央求中止焊接工艺评定时,须在开工行中止焊接工艺评定,详见JB4708-2000钢制压力容器焊接工艺评定。
我内衬不锈钢复合钢管的焊接船舶工艺研讨所做的焊接工艺评定报告:复合钢管焊接试样的抗拉强度抵达550~565N/mm2。焊接纳件采用钢制对焊无缝管件应契合GB/T12459-1990,焊接纳件采用钢板制对焊管件时应契合GB/T13401-199用于保送石油自然气的焊接纳件应契合SY/T1998钢管对焊管件和SY/T5257-2004钢制弯管。


不锈钢复合管护栏采用焊接热模仿技术、金相显微镜、扫描电镜对耐磨复合钢管中止室温冲击韧性实验,研讨了耐磨复合钢板在不同焊接热循环下的组织和力学性能变化规律,察看耐磨复合钢管的显微组织、冲击韧性和断口形貌特征。
耐磨复合钢管焊接加热温度在900℃以上易因奥氏体晶粒粗大招致其组织脆化,由于晶粒粗大,且产生了贝氏体、未回火马氏体和M-A组元等非均衡组织,耐断口呈现典型的准解理形貌特征。随着焊接热输入的增加,耐磨钢管的强韧性降低,热影响区除回火软化区外均发作脆化现象,而在900℃以下的焊接加热仍能坚持较好的室温冲击韧性,断口呈现平均细小的韧窝断口特征。当峰值温度为950℃,冲击韧性较低的缘由是该区产生了未回火马氏体和块状铁素体,当热输入为10kJ/cm左右时,焊接粗晶热影响区的显微组织以贝氏体铁素体和粒状贝氏体为主,奥氏体晶粒粗大及奥氏体柱状晶都可以降低焊缝的韧性。耐磨复合钢管的热影响区焊接热影响区中冲击韧性较差的区域,中高含量的强碳、氮化物构成元素高温状态重新固溶后。
热影响区脆化是由于晶粒的粗化以及粒状贝氏体、上贝氏体、M-A组元等非均衡中低温转变产物数量增加构成的,在奥氏体中的扩散速度滞后于晶界的迁移速度,以及块状铁素体的存在,进而产生过饱和的室温组织是惹起组织脆化,其冲击韧性损失达母材的94.5%,脆化现象严重。
耐磨复合钢管焊接加热温度在900℃以上易因奥氏体晶粒粗大招致其组织脆化,由于晶粒粗大,且产生了贝氏体、未回火马氏体和M-A组元等非均衡组织,耐断口呈现典型的准解理形貌特征。随着焊接热输入的增加,耐磨钢管的强韧性降低,热影响区除回火软化区外均发作脆化现象,而在900℃以下的焊接加热仍能坚持较好的室温冲击韧性,断口呈现平均细小的韧窝断口特征。当峰值温度为950℃,冲击韧性较低的缘由是该区产生了未回火马氏体和块状铁素体,当热输入为10kJ/cm左右时,焊接粗晶热影响区的显微组织以贝氏体铁素体和粒状贝氏体为主,奥氏体晶粒粗大及奥氏体柱状晶都可以降低焊缝的韧性。耐磨复合钢管的热影响区焊接热影响区中冲击韧性较差的区域,中高含量的强碳、氮化物构成元素高温状态重新固溶后。
热影响区脆化是由于晶粒的粗化以及粒状贝氏体、上贝氏体、M-A组元等非均衡中低温转变产物数量增加构成的,在奥氏体中的扩散速度滞后于晶界的迁移速度,以及块状铁素体的存在,进而产生过饱和的室温组织是惹起组织脆化,其冲击韧性损失达母材的94.5%,脆化现象严重。



为了让用户用上满意的产品,湖北武汉盛联管业有限公司建立了严苛的 不锈钢复合管质量验收的标准,还拥有先进的操作技术,为客户提供精准的售后服务,以远高于验收标准的工艺确保 不锈钢复合管的质量。


供应护栏的批发商_盛联管业(武汉市分公司),固定电话:【18954482233】,移动电话:【15864395945】,联系人:张经理,聊城市许营工业园。
我们的其他产品