批发圆管的生产厂家
更新时间:2025-11-04 02:29:55 ip归属地:绥化,天气:晴,温度:-2-8 浏览:4次


- 发布企业
- 万泽锦达机械制造(绥化市安达市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 圆管弯弧机
- 所在地
- 小店区208国道东浦村东浦路一号
- 联系电话
- 13753159587
- 手机
- 13753159587
- 联系人
- 徐总 请说明来自商助贸易宝,优惠更多
详细介绍

绥化安达山西万泽锦达机械制造有限公司生产销售 圆管弯弧机,还有更多 圆管弯弧机相关的产品参数、实时报价、市场行情等信息请阅读以下文章了解更多资料。



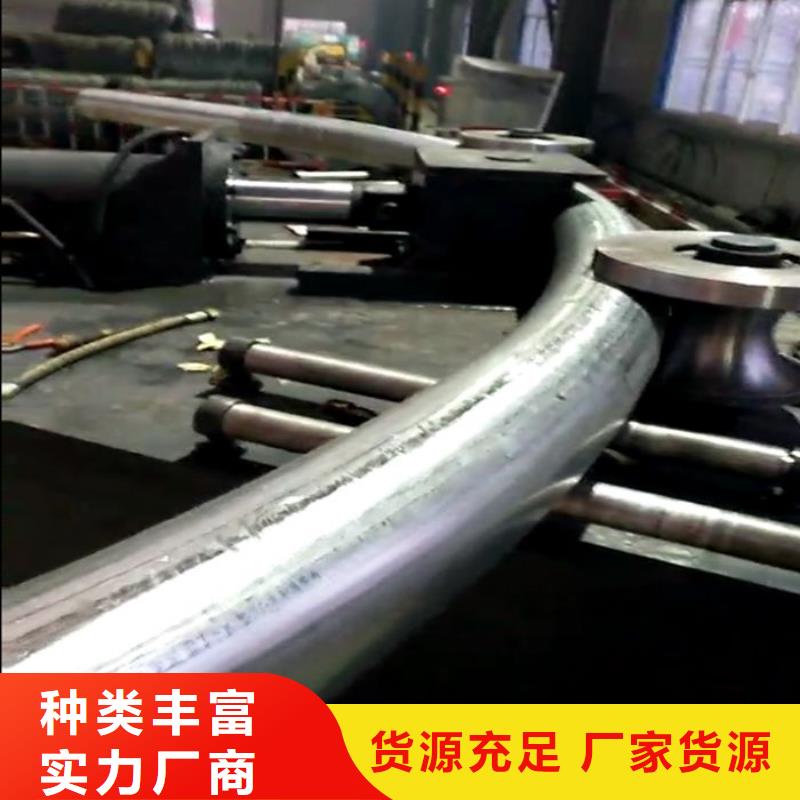
对于型钢的加工步骤,以前制作型钢的主要制作弯拱机不是现在液压全自动的弯拱机而是传统的手动弯拱机,现在全自动弯拱机与传统的手动弯拱机相比,在生产型钢方面的主要体现在以下几方面:1、简化了工序;比如一根12M长的圆管可以弯制成形,只到 后焊接时需割,且省去焦炭成本投入,使加工成本大大;2、节省了多人力资源,每吨圆管从原料到弯制成形,四人一组,且生产时间为二十分钟左右;3、是弯制质量亦大大,不但了扭曲变形现象,而且弯制的拱架弧度均匀。
圆管冷弯机主要对钢拱架进行冷加工,可分为两类:一种是液压半自动圆管弯拱机;一种是去全自动数控液压圆管弯拱机;该设备主要应用于公路隧道、铁路隧道、地铁隧道、水利水电、引水涵洞、天然气管道、通信管道、地下通道等。可弯曲型钢有:圆管 H型钢,槽钢,V型钢,U型钢等,根据厂家要求可定做。
WGJ250型液压冷弯机是公司的新型全自动圆管弯曲设备;液压系统,具有传动平稳,压力大等特点,能准确定位,隧道圆管加工精度;WGJ250型液压冷弯机应用于我国公路隧道、铁路隧道、地铁隧道、水利水电引水涵洞、天然气管道、通信管道、地下通道等工程的圆管、槽钢和型钢的弯曲。



圆管弯拱机操作规程:1严格遵守机床工操作规程,按规则穿戴好劳作防护用品;2开机前应将上、下模具整理、擦拭洁净;3查看托料架、挡料架及滑块上有无异物,如有异物,应整理洁净;4按所折板料厚度、选择恰当模口,模口尺度通常等于或大于8倍板料厚度;5由板料折弯力数或折弯力计算公式得出工件的折弯力,工件折弯力不得大于1000KN;6折弯狭板料时,应将体系作业压力恰当,避免损坏模具;7调理滑块行程时,应调量小于100,避免损坏机器;8折弯前,应将上下模具间的空隙调整均匀共同;9折弯时,不可将手放在模具间,细长小料不可用手扶;只许折弯一块料,不很多块分节一起折弯。查看油箱油位,发动油泵查看液压管道、油泵有无反常;10折弯板料应放在模具中心,机器不宜单边载荷,避免影响工件和机器精度,如某些工件确需单边作业时,其载荷不得大于250KN,并且有二边一起折弯;11查看油箱油位,发动油泵查看液压管道、油泵有无反常;12发作反常当即停机,查看缘由并及时扫除;13作业结束,应封闭油泵,退出控制体系程序,堵截电源。
