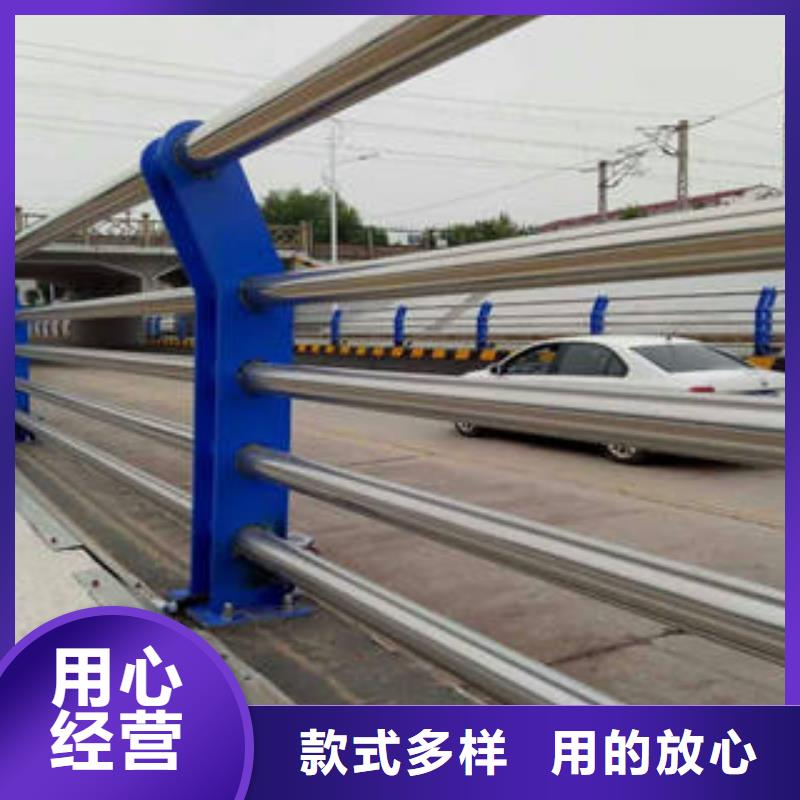
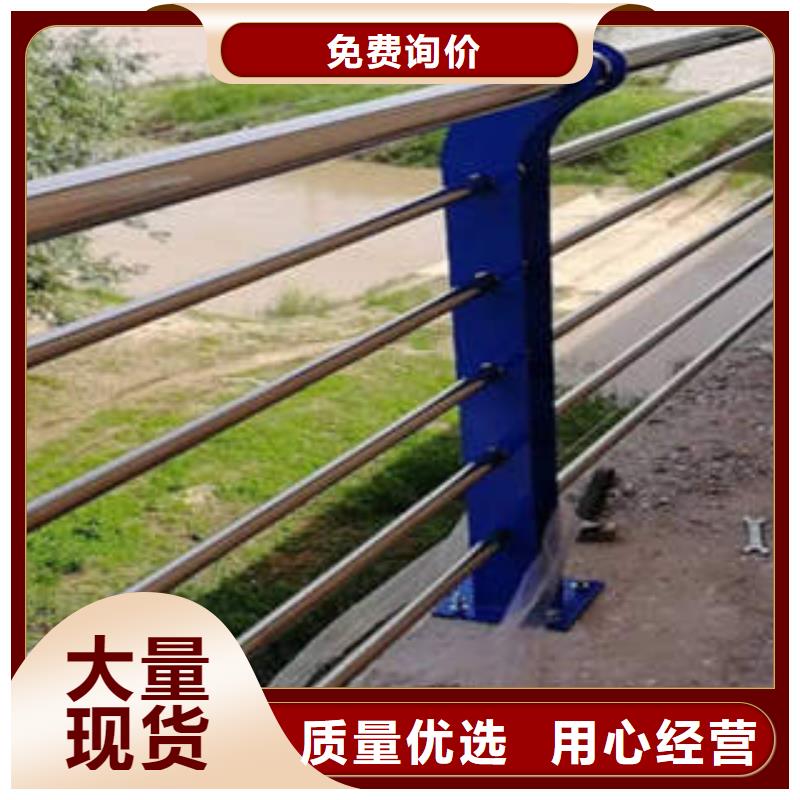
常年供应不锈钢复合管-品牌
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 不锈钢复合管-品牌供应范围覆盖湖北省、武汉市、宜昌市、黄石市、襄阳市、荆州市、十堰市、荆门市、鄂州市、孝感市、咸宁市、随州市、恩施市、黄冈市 东宝区、掇刀区、京山市、沙洋县、钟祥市等区域。 |
湖北荆门茂硕钢铁 有限公司配有标准的 不锈钢碳素钢复合管护栏厂家中心质检室,质检员经过专业检测中心培训,采用先进的 不锈钢碳素钢复合管护栏厂家检验设备,对 不锈钢碳素钢复合管护栏厂家产品的各项技术指标做出准确的分析,确保产品质量稳定、。



常用不锈钢复合钢管的几种焊接方式方法,常用的不锈钢复合钢管的焊接方法是手工焊(MMA),其次是金属极气体保护焊(MIG/MAG)和钨极惰性气体保护焊(TIG)。虽然这些焊接方法对不锈钢工业的大多数人而言是熟悉的,但是小编认为对于不锈钢复合钢管的焊接方式值得深入探讨。
:手工焊(MMA):手工焊是一种非常普遍的、易于使用的焊接方法.电弧的长度靠人的手进行调节,它决定于电焊条和工件之间缝隙的大小.同时,当作为电弧载体时,电焊条也是焊缝填充材料。这种焊接方法很简单,可以用来焊接几乎所有材料.对于室外使用,它有很好的适应性,即使在水下使用也没问题。大多数电焊机可以TIG焊接.在电极焊中,电弧长度决定于人的手:当你改变电极与工件的缝隙时,你也改变了电弧的长度.在大多数情况下,焊接采用直流电,电极既作为电弧载体,同时也作为焊缝填充材料.电极由合金或非合金金属芯丝和焊条药皮组成.这层药皮保护焊缝不受空气的侵害,同时稳定电弧.它还引起渣层的形成,保护焊缝使它成型.电焊条即可是钛型焊条,也可是缄性的,这决定于管材的厚度和成分.钛型焊条易于焊接,焊缝扁平美观.此外,焊渣易于去除.如果焊条贮存时间长,必须重新烘烤.因为来自空气的潮气会很快在焊条中积聚。
第二:MIG/MAG焊接:这是一种自动气体保护电弧焊接方法.在这种方法中,电弧在保护气体屏蔽下在电流载体金属丝和工件之间烧接.机器送入的金属丝作为焊条,在自身电弧下融化.由于MIG/MAG焊接法的通用性和特殊性的优点,至今她仍然是世界上为广泛的焊接方法.它使用于钢、非合金钢、低合金钢和高合金为基的材料.这使得它成为理想的生产和修复的焊接方法.当焊接钢时,MAG可以满足只有0.6mm厚的薄规格钢板的要求。这里使用的保护气体是活性气体,如二氧化碳或混合气体.的限制是当进行室外焊接时,必须保护工件不受潮,以保持气体的效果。
第三:TIG焊接:电弧在难熔的钨电焊丝和工件之间产生.这里使用的保护气体是纯氩气,送入的焊丝不带电.焊丝既可以手送,也可以机械送.也有一些特定用途不需要送入焊丝.被焊接的材料决定了是采用直流电还是交流电.采用直流电时,钨电焊丝设定为负极.因为它有很深的焊透能力,对于不同种类的钢是很合适的,但对焊缝熔池没有任何“清洁作用”. TIG焊接法的主要优点是可以焊接大材料范围广.包括厚度在0.6mm及其以上的工件,材质包括合金钢、铝、镁、铜及其合金、灰口铸铁、普通干、各种青铜、镍、银、钛和铅.主要的应用领域是焊接薄的和中等厚度的工件,在较厚的截面上作为焊根焊道使用。



不锈钢耐空气、蒸汽、水等弱腐蚀介质和酸、碱、盐等化学浸蚀性介质腐蚀,深冲压用冷轧钢带的物理性能与温度的相关性如下:
弹性模量:室温下铁素体型不锈钢的纵向弹性模量为200kN/mm2,奥氏体型不锈钢的纵向弹性模量为193 kN/mm2,略低于碳素结构钢。随着温度的升高纵向弹性模量减小,泊松比增加,横向弹性模量(刚性)则显著下降。纵向弹性模量将对加工硬化和组织集合产生影响。
密度:含铬量高的铁素体型不锈钢密度小,含镍量高和含锰量高的奥氏体型不锈钢的密度大,在高温下由于品格间距的加大密度变小。 电阻率:在0~900℃,各类不锈钢主要牌号的比电阻的大小基本在70*10ˉ6~130*10ˉ6Ω·m,且随着温度的增加有增加的趋势。当作为发热材料时,应选用电阻率低的材料。
磁导率:不锈钢的磁导率极小,因此也被称为非磁性材料。具有稳定体型组织的钢,即使对其进行大于80%的大变形量加工也不会带磁性。另外高碳、高氮、高锰奥氏体型不锈钢,在大压下量加工条件下会发生ε相相变,因此保持非磁性。在居里点以上的高温下,即使是强磁材料也会丧失磁性。
不锈钢复合管与铝塑复合管在结构上差不多,在一定程度上,性能也比较相近。同样,由于钢的强度问题,施工工艺仍然是一个问题。
不锈钢管是一种较为耐用的管道材料。但其价格较高,且施工工艺要求比较高,犹其其材质强度较硬,现场加工非常困难。所以,在装修工程中被选择的机率较低。
铝塑复合管是目前市面上较为吃香的一种管材,由于其质轻、耐用而且施工方便,其可弯曲性更适合在家装中使用。其主要缺点是在用作热水管使用时,由于长期的热胀冷缩会造成管壁错位以致造成渗漏。


焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。



- 优质的不锈钢井盖供货商 2025-09-05
- 灵芝粉-欢迎来厂考察 2025-09-05
- 不锈钢复合管企业-价格优惠 2025-09-05
- 镀锌管厂家直销多少钱 2025-09-05
- 现货供应_紫铜管品牌:阔恒兴旺国际贸易有限公司 2025-09-05
- 实力雄厚的不锈钢护栏供应商 2025-09-05
- 值得信赖的快速接头供应商 2025-09-05
- 候车厅、候车厅生产厂家-价格合理 2025-09-05
- 耐磨版-耐磨版供货商 2025-09-05
- 铅门信息报价 2025-09-05
- 波形护栏应用广泛 2025-09-05
- 护栏-公司欢迎您! 2025-09-05
- 弯头-助您购买满意 2025-09-05
- 槽钢现货齐全 2025-09-05
- 常年供应景区护栏-省心 2025-09-05
产品







联系方式
