不锈钢复合管厂家设备齐全

常用不锈钢复合钢管的几种焊接方式方法,常用的不锈钢复合钢管的焊接方法是手工焊(MMA),其次是金属极气体保护焊(MIG/MAG)和钨极惰性气体保护焊(TIG)。虽然这些焊接方法对不锈钢工业的大多数人而言是熟悉的,但是小编认为对于不锈钢复合钢管的焊接方式值得深入探讨。
:手工焊(MMA):手工焊是一种非常普遍的、易于使用的焊接方法.电弧的长度靠人的手进行调节,它决定于电焊条和工件之间缝隙的大小.同时,当作为电弧载体时,电焊条也是焊缝填充材料。这种焊接方法很简单,可以用来焊接几乎所有材料.对于室外使用,它有很好的适应性,即使在水下使用也没问题。大多数电焊机可以TIG焊接.在电极焊中,电弧长度决定于人的手:当你改变电极与工件的缝隙时,你也改变了电弧的长度.在大多数情况下,焊接采用直流电,电极既作为电弧载体,同时也作为焊缝填充材料.电极由合金或非合金金属芯丝和焊条药皮组成.这层药皮保护焊缝不受空气的侵害,同时稳定电弧.它还引起渣层的形成,保护焊缝使它成型.电焊条即可是钛型焊条,也可是缄性的,这决定于管材的厚度和成分.钛型焊条易于焊接,焊缝扁平美观.此外,焊渣易于去除.如果焊条贮存时间长,必须重新烘烤.因为来自空气的潮气会很快在焊条中积聚。
第二:MIG/MAG焊接:这是一种自动气体保护电弧焊接方法.在这种方法中,电弧在保护气体屏蔽下在电流载体金属丝和工件之间烧接.机器送入的金属丝作为焊条,在自身电弧下融化.由于MIG/MAG焊接法的通用性和特殊性的优点,至今她仍然是世界上为广泛的焊接方法.它使用于钢、非合金钢、低合金钢和高合金为基的材料.这使得它成为理想的生产和修复的焊接方法.当焊接钢时,MAG可以满足只有0.6mm厚的薄规格钢板的要求。这里使用的保护气体是活性气体,如二氧化碳或混合气体.的限制是当进行室外焊接时,必须保护工件不受潮,以保持气体的效果。
第三:TIG焊接:电弧在难熔的钨电焊丝和工件之间产生.这里使用的保护气体是纯氩气,送入的焊丝不带电.焊丝既可以手送,也可以机械送.也有一些特定用途不需要送入焊丝.被焊接的材料决定了是采用直流电还是交流电.采用直流电时,钨电焊丝设定为负极.因为它有很深的焊透能力,对于不同种类的钢是很合适的,但对焊缝熔池没有任何“清洁作用”. TIG焊接法的主要优点是可以焊接大材料范围广.包括厚度在0.6mm及其以上的工件,材质包括合金钢、铝、镁、铜及其合金、灰口铸铁、普通干、各种青铜、镍、银、钛和铅.主要的应用领域是焊接薄的和中等厚度的工件,在较厚的截面上作为焊根焊道使用。


内衬不锈钢复合管卫生环保、性好,这种特性主要归功于不锈钢材质化学性能稳定,对人体无损害,所以国际国内医学界在人体内植入的各种支架、夹板、内固定螺丝都选用不锈钢材料。
内衬不锈钢复合管与内衬不锈钢管件与不锈钢管件配套连接,加上对接头螺纹和端面的防锈处理,可以有效防止对水质造成的二次污染。内衬不锈钢复合管系统接触传输流体部分全为不锈钢材料,卫生环保,性好。符合“生态住宅”要求和以人为本的时代理念。 性价比高。
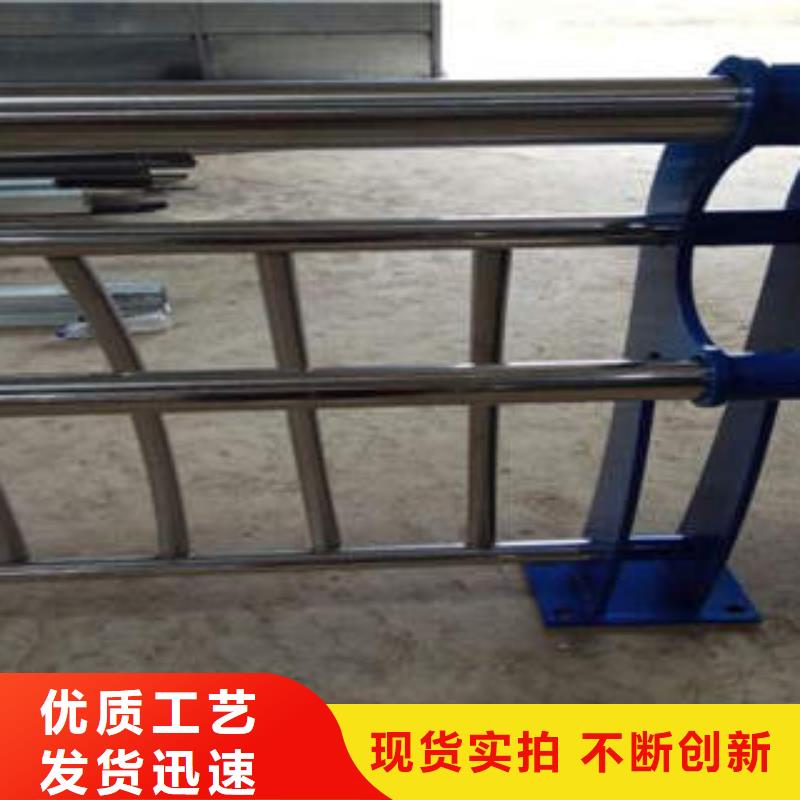
不锈钢复合管特点:
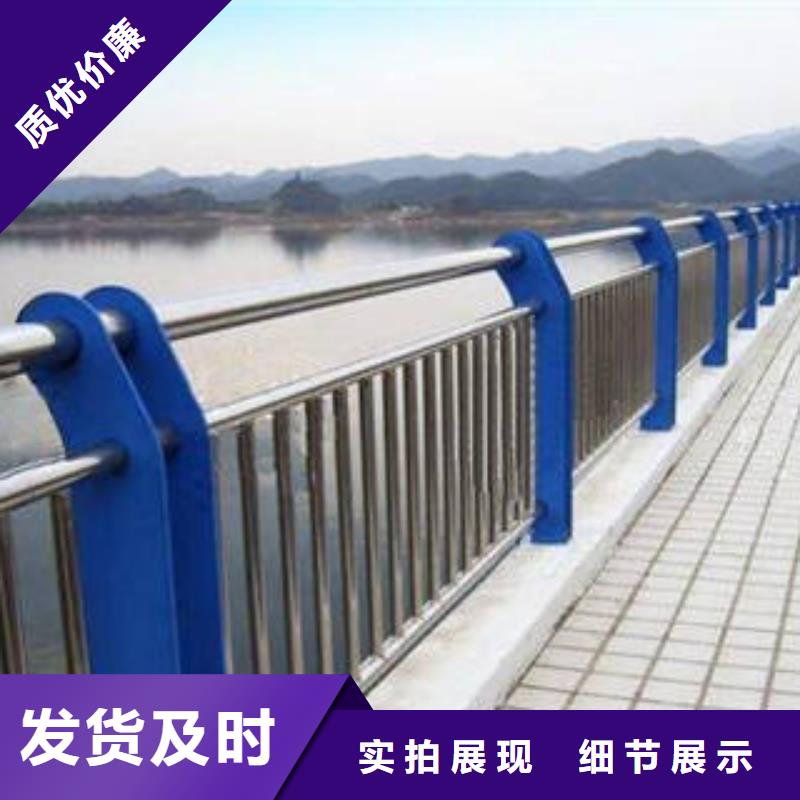
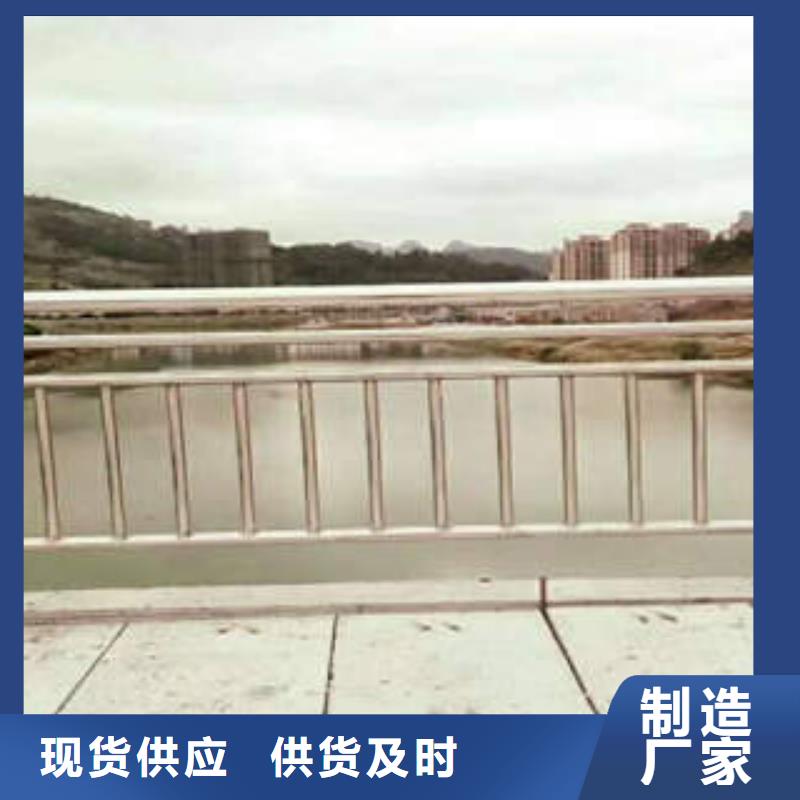
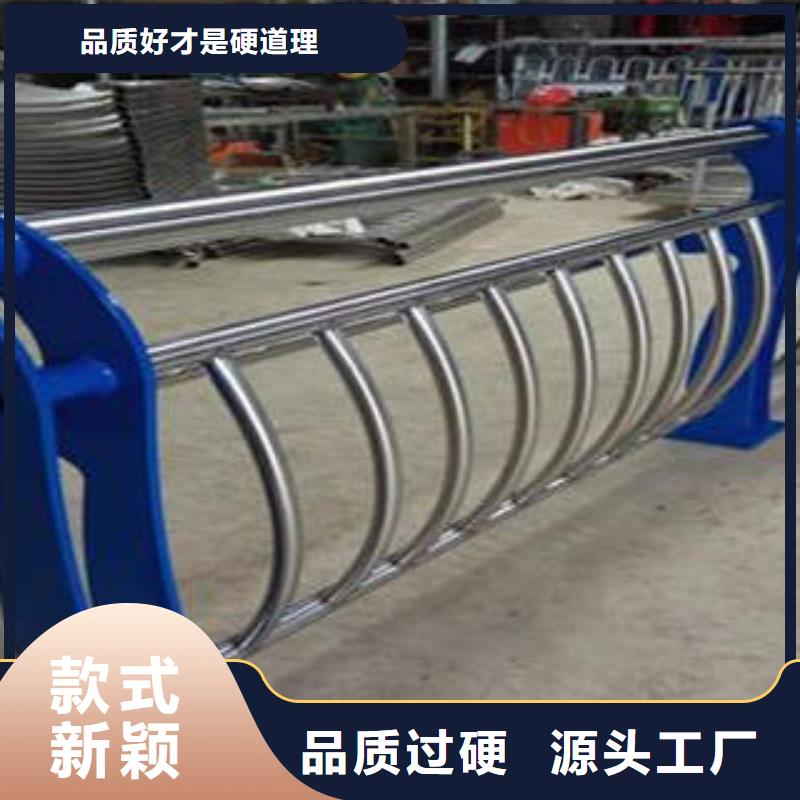
1.适用于高层建筑的装饰和道路护栏 景点防护设施
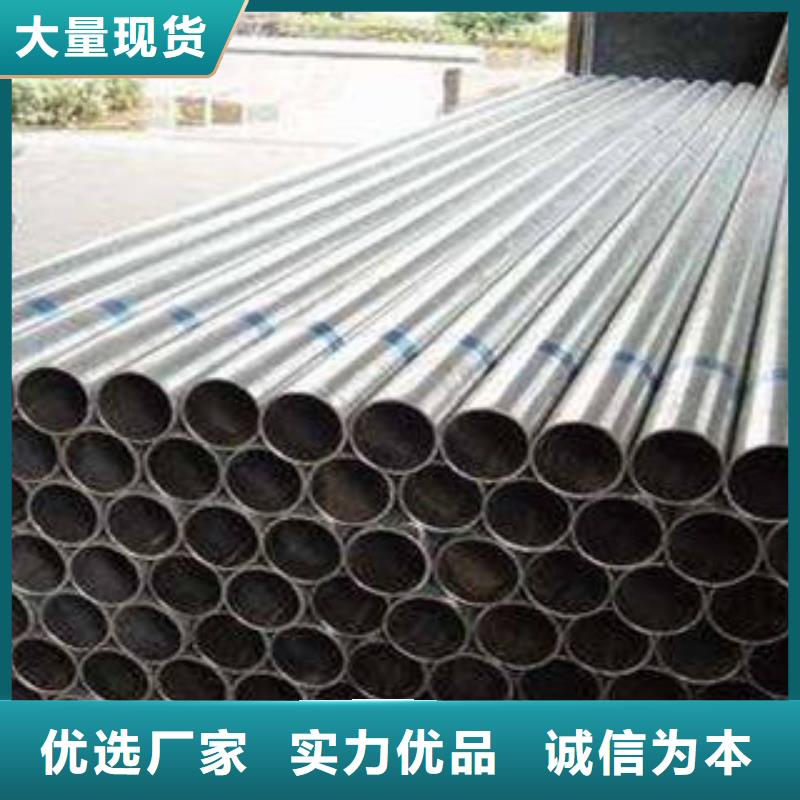
2.耐压强度优于镀锌管及非金属管材
3.管壁光滑、均匀、不结垢、耐腐蚀
4.采用传统工艺连接、可靠。公称口径外径 16-219。
外衬不锈钢管小厚度0.25。复合管内层钢管壁厚mm1-6。注:1、根据需方要求可供应所定规格外的其它尺寸的复合管2、外管(钢管)采用普通镀锌钢管,标准为GB/T3091-2001,复合管执行标准为CJ/T192-2004。
复合管是以金属管材为基础 , 内、外焊接聚、交联聚等非金属材料成型,具有金属管材和非金属管材的优点。复合管大多是由工作层(要求耐水腐蚀)、支承层、保护层(要求耐腐蚀)组成。
不锈钢复合管重量轻、光滑、阻力小、耐腐性能好;复合管材是管径≥300mm以上给排水管道的管材。它兼有金属管材强度大,刚性好和非金属管材耐腐蚀的优点。



宜春丰城茂硕钢铁 有限公司结合 不锈钢碳素钢复合管护栏厂家产品的特点,确立了立足宜春丰城,辐射全国的营销策略,几年来公司凭借优良的品质,稳定的性能,合理的价格,完善的服务,诚信的行为,铸就了自己的品牌, 不锈钢碳素钢复合管护栏厂家产品畅销全国20个省市自治区,并在全国各主要城市设有区域销售部,形成了健全的营销网络。秉承、理性、持续发展的战略思想,坚持求实进取,团结奉献的创业精神。


不锈钢复合管、不锈钢钢管等无缝钢管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材,广泛用于制造结构件和机械零件。热连轧无缝钢管内结疤缺陷是存在于钢管内表面,类似于黄豆粒大小的凹坑,结疤内大部分有呈灰褐色或灰黑色的异物。
控制措施:喷吹工艺参数。喷吹压力应与毛管直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从毛管内吹走;喷嘴高度应根据毛管直径进行调节,以保证对中良好,长时间停机要拆下喷嘴进行清洗。
吹扫时间应根据毛管直接、长度进行调节,以毛管内没有悬浮的金属氧化物再被吹出为标准。
芯棒润滑。芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取只一次冷却水冷却的办法。
生产过程中需要严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。
氧化物要求在芯棒预穿时处于熔融状态。除氧化物剂粉末粒度一般要求在16目左右;除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在毛管内腔中充分燃烧。
不锈钢复合管一般以金属作支撑材料,内衬以环氧树脂和水泥为主,它的特点是重量轻、内壁光滑、阻力小、耐腐性能好;也有以高强软金属作支撑,而非金属管在内外两侧。它的特点是管道内壁不会腐蚀结垢,保证水质;也有金属管在内侧,而非金属管在外侧,如塑覆铜管,这是利用塑料的导热性差起绝热保温和保护作用。



- 生产齿爪式粉碎机 2025-08-30
- 为您提供劈裂棒厂家 2025-08-30
- 玻璃钢采光板-可寄样品 2025-08-30
- 买净水器必看-质量有保障 2025-08-30
- 伸缩楼梯厂家量身定制 2025-08-30
- 菠菜粉现货价格 2025-08-30
- 42CrMo无缝管总部 2025-08-30
- 生产通风天窗的当地厂家 2025-08-30
- 全自动烙馍机 全自动烙馍机厂家 2025-08-30
- 废旧钢筋切断机品牌:禁用 2025-08-30
- 洒水车公司-加工厂 2025-08-30
- 重信誉不锈钢板厂商 2025-08-30
- PPT-来电洽谈 2025-08-30
- PE管销售报价 2025-08-30
- 铅门信息-铅门信息好评 2025-08-30
产品




联系方式
