异型管专业配送
更新时间:2025-10-23 13:44:58 ip归属地:赣州,天气:多云,温度:12-20 浏览:1次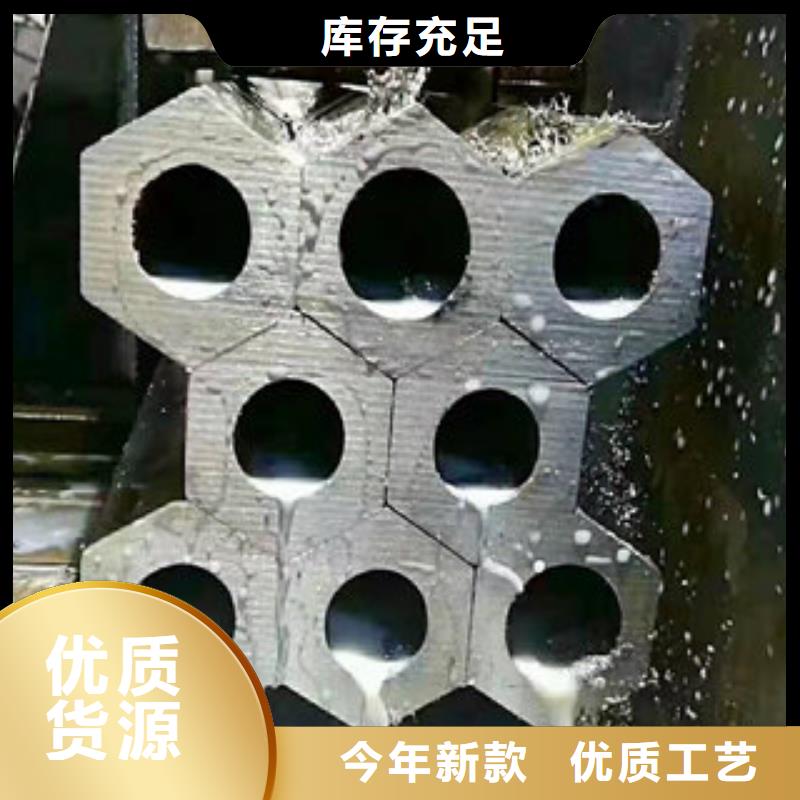
- 发布企业
- 福仕达金属材料(赣州市定南县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 球墨铸铁管
- 所在地
- 开发区汇通物流园内
- 联系电话
- 15864906227
- 手机
- 15864906227
- 联系人
- 李经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:赣州市定南县异型管专业配送的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 异型管专业配送供应范围覆盖江西省、赣州市、定南县、章贡区、赣县区、信丰县、大余县、上犹县、崇义县、安远县、龙南市、全南县、宁都县、于都县、兴国县、会昌县、寻乌县、石城县、瑞金市、南康区等区域。 |
【福仕达】业务覆盖多领域场景,主营信丰球墨铸铁管畅销当地、瑞金球墨铸铁管好货直销、龙南球墨铸铁管物美价优、南康球墨铸铁管出厂价等产品服务。异型管专业配送_福仕达金属材料(赣州市定南县分公司),固定电话:【15864906227】,移动电话:【15864906227】,联系人:李经理,开发区汇通物流园内。 江西省,赣州市,定南县 定南县,江西省赣州市辖县,地处江西省南部边陲,客家人聚居地之一,中央苏区县、东江源区县、赣粤边际全域旅游示范县、省级平安县。总面积1321平方公里。截至2020年11月1日零时,定南县常住人口209914人。
我们精心制作的异型管专业配送产品视频已经准备就绪,【解锁新品!】异型管专业配送产品视频,带你穿越新品体验之旅!
以下是:赣州定南异型管专业配送的图文介绍
赣州定南福仕达金属材料有限公司是赣州定南在 球墨铸铁管行业研制生产的厂家,技术力量雄厚,设计制造能力强,生产设施完善,管理制度健全。本公司以“服务为根,质量为本”为经营宗旨,以合理的价格,
提供的 球墨铸铁管产品和完善的售后服务,以客户需求为导向,不断创新,以提高客户生产效率为己任,为客户带来的现场解决方案。



焊接不锈钢异型管需注意的要点(一)采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。(二)为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。(三)为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右(四)异型管MIG焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。(五)干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。(六)电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。(七)钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。(八)对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。(九)直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。


异型管是将带钢挤压成型而成。塑性是指金属材料在载荷作用下,产生塑性变形( 变形)而不破坏的能力。硬度是衡量金属材料软硬程度的指针。目前生产中测定硬度方法常用的是压入硬度法,异型管是用一定几何形状的压头在一定载荷下压入被测试的金属材料表面,根据被压入程度来测定其硬度值。常用的方法有布氏硬度(HB)、洛氏硬度(HRA、HRB、HRC)和维氏硬度(HV)等方法。前面所讨论的强度、塑性、硬度都是金属在静载荷作用下的机械性能指针。实际上,许多机器零件都是在循环载荷下工作的,在这种条件下零件会产生疲劳。以很大速度作用于机件上的载荷称为冲击载荷,金属在冲击载荷作用下抵抗破坏的能力叫做冲击韧性。是将带钢挤压成型而成。


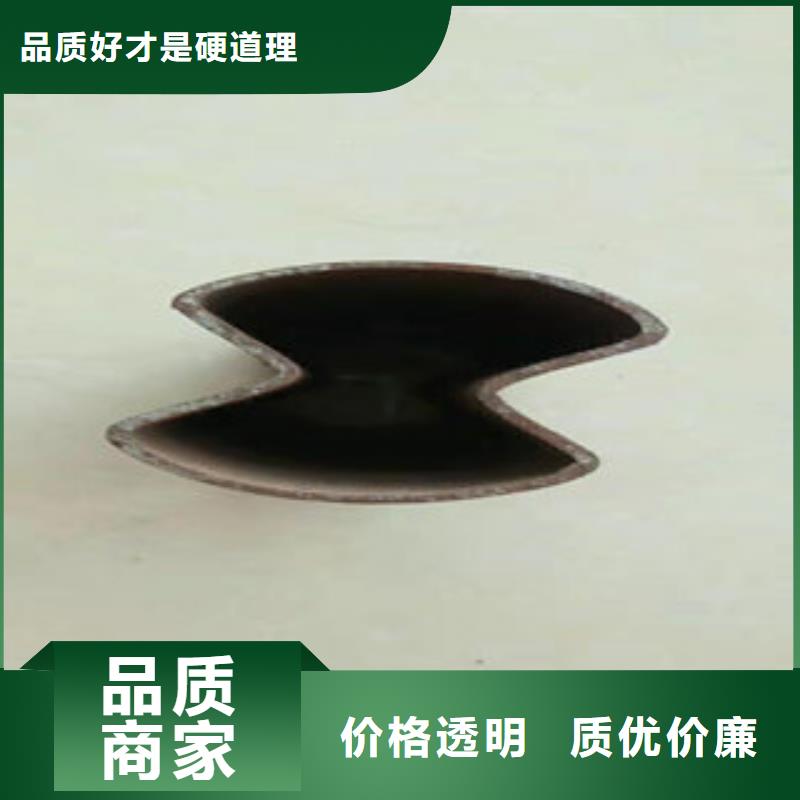
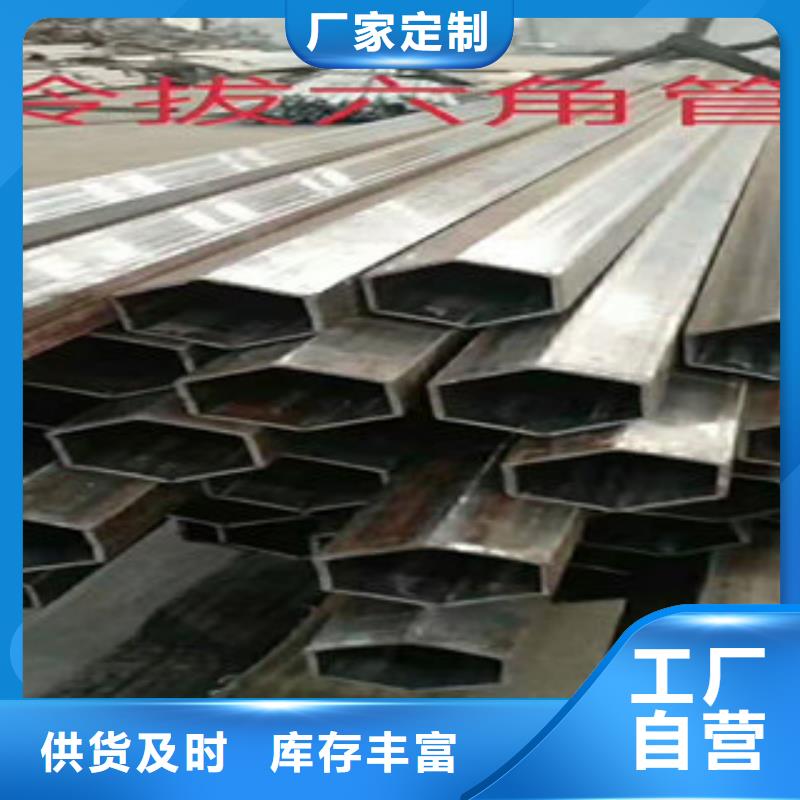
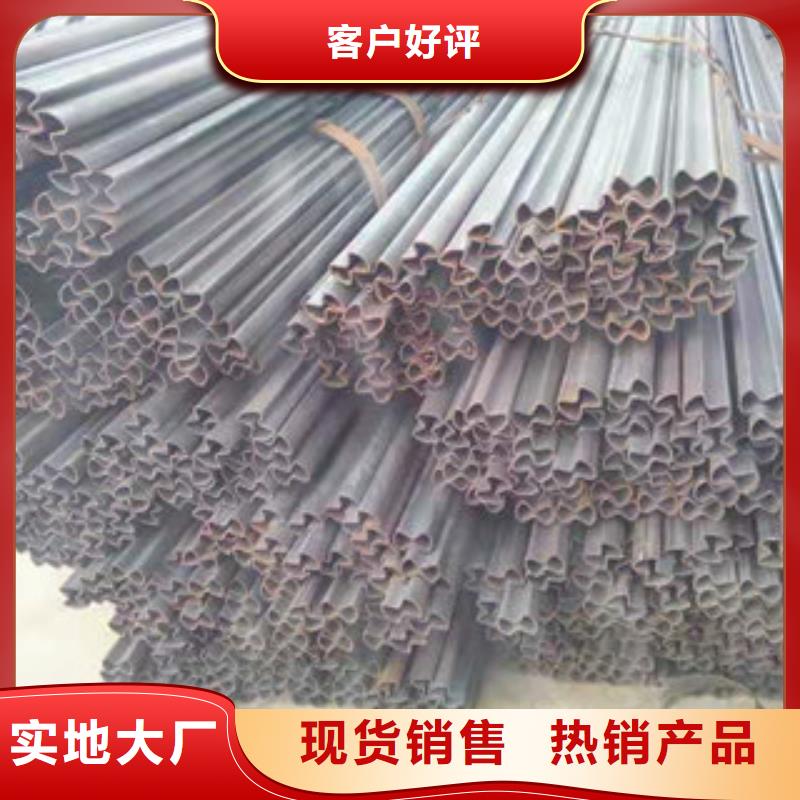
异型钢管异型无缝钢管是除了圆管以外的其他截面形状的无缝钢管的总称。按钢管截面形状尺寸的不同又可分为等壁厚异型无缝钢管(代号为D)、不等壁厚异型无缝钢管(代号为BD)、变直径异型无缝钢管(代号为BJ)。用途异型无缝钢管广泛用于各种结构件、工具和机械零部件。和圆管相比,异型管一般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。异型管一般是根据断截面来区分的,按材料来说又可分为无缝钢管异型管,铝合金异型管,塑料异型管。下面主要介绍一下钢管异型管。钢管异型管可分为椭圆形异型钢管、三角形异型钢管、六角形异型钢管、菱形异型钢管、八角形异型钢管、半圆形异型钢圆,不等边六角形异型钢管、五瓣梅花形异型钢管、双凸形异型钢管、双凹形异型钢管、瓜子形异型钢管、圆锥形异型钢管、波纹形异型钢管。



在赣州市定南县采购异型管专业配送请认准福仕达金属材料(赣州市定南县分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-【15864906227】)。
我们的其他产品