异型管排行
更新时间:2025-10-10 23:07:54 ip归属地:合肥,天气:雾转多云,温度:18-31 浏览:2次

- 发布企业
- 福仕达金属材料(合肥市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 球墨铸铁管
- 所在地
- 开发区汇通物流园内
- 联系电话
- 15864906227
- 手机
- 15864906227
- 联系人
- 李经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:安徽省合肥市异型管排行的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 异型管排行供应范围覆盖安徽省、合肥市、马鞍山市、蚌埠市、黄山市、阜阳市、亳州市、六安市、巢湖市、铜陵市、淮北市、淮南市、芜湖市、安庆市、滁州市、宿州市、宣城市、池州市 瑶海区、庐阳区、蜀山区、包河区、长丰县、肥东县、肥西县、庐江县等区域。 |
【福仕达】以匠心打造多元场景产品,涵盖包河球墨铸铁管规格齐全、瑶海球墨铸铁管工程施工案例、亳州球墨铸铁管保障、黄山球墨铸铁管质量看得见、铜陵球墨铸铁管好产品价格低等。在安徽省合肥市采买异型管排行到福仕达金属材料(合肥市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李经理-【15864906227】。 安徽省,合肥市 合肥市地处中国华东地区、安徽省中部、长江三角洲西翼,环抱巢湖,介于北纬30°57′~32°32′,东经116°41′~117°58′之间,境内有丘陵岗地、低山残丘、低洼平原三种地貌。合肥市属亚热带季风性湿润气候,四季分明。合肥市是皖江城市带承接产业转移示范区核心城市、G60科创走廊中心城市、“一带一路”和长江经济带战略双节点城市、综合性科学中心、世界科技城市联盟会员城市、科技创新型试点城市。
为了让您更地了解我们的异型管排行,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:安徽合肥异型管排行的图文介绍


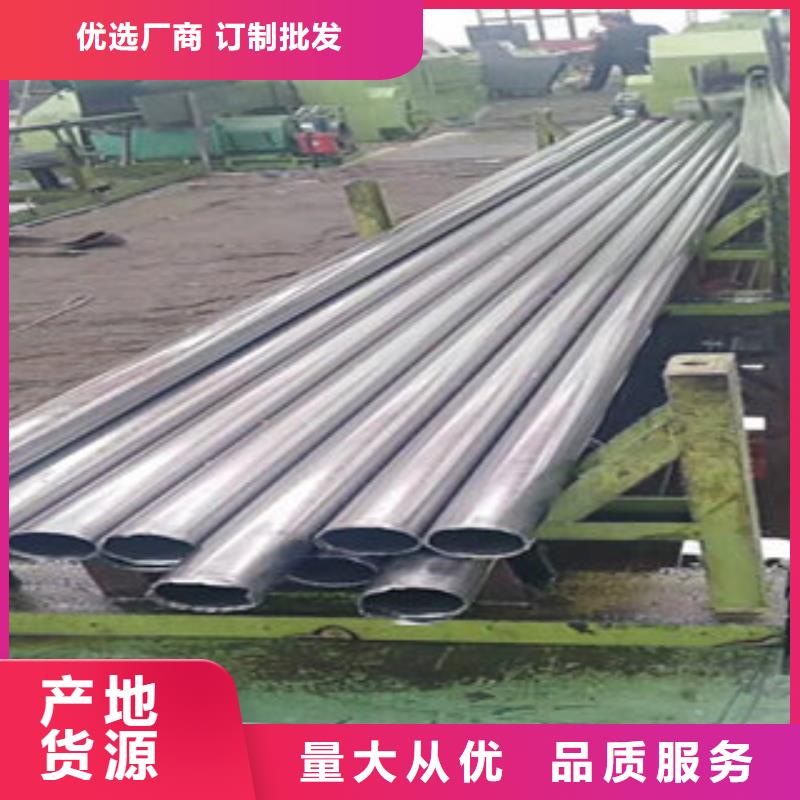
一般生产异型管的厂家是不会去做钝化的,均由使用单位做。
对于采用内外抛光的不锈钢异型管,内表面必须做钝化。
异型管的表面处理(清洗、钝化、消毒)可大致分为:去离子水循环预冲洗、碱液循环清洗、纯化水冲洗、钝化、纯化水再次冲洗、排放、纯蒸汽消毒几个步骤。
1、纯化水循环冲洗:准备一个储液罐和一台水泵,与需钝化的管道连成一个循环通路,在贮液罐中注入足够的常温去离子水,用水泵加以循环,15min后打开排水阀,边循环边排放, 能装一只流量计。
2、碱液清洗:准备氢氧化钠化学纯试剂,加入热水(温度不低于70℃)配制成1%(体积浓度)的碱液,用泵进行循环,时间不少于30min,然后排放。
3、冲洗:将纯化水加入贮液罐,启动水泵,打开排水阀门排放,直到各出口点水的电阻率与罐中水的电阻率一致,排放时间至少30min。
4、钝化:用纯化水及化学纯的硝酸配制8%的酸液,在49℃-52℃温度下循环60min后排放。
b、或用3% (容积比例)、20%硝酸(容积比例)、77%纯化水配制溶液,溶液温度在25-35℃,循环处理10-20min,然后排放, 用高压蒸汽冲洗管道除去污垢。
5、初始冲洗:用常温去离水冲洗,时间不少于5min。
6、 冲洗:再次冲洗,直到进出口去离子水的电阻率一致。
7、纯蒸汽消毒:将清洁蒸汽通入整个不锈钢管道系统,每个使用点至少冲洗15min。
对于采用内外抛光的不锈钢异型管,内表面必须做钝化。
异型管的表面处理(清洗、钝化、消毒)可大致分为:去离子水循环预冲洗、碱液循环清洗、纯化水冲洗、钝化、纯化水再次冲洗、排放、纯蒸汽消毒几个步骤。
1、纯化水循环冲洗:准备一个储液罐和一台水泵,与需钝化的管道连成一个循环通路,在贮液罐中注入足够的常温去离子水,用水泵加以循环,15min后打开排水阀,边循环边排放, 能装一只流量计。
2、碱液清洗:准备氢氧化钠化学纯试剂,加入热水(温度不低于70℃)配制成1%(体积浓度)的碱液,用泵进行循环,时间不少于30min,然后排放。
3、冲洗:将纯化水加入贮液罐,启动水泵,打开排水阀门排放,直到各出口点水的电阻率与罐中水的电阻率一致,排放时间至少30min。
4、钝化:用纯化水及化学纯的硝酸配制8%的酸液,在49℃-52℃温度下循环60min后排放。
b、或用3% (容积比例)、20%硝酸(容积比例)、77%纯化水配制溶液,溶液温度在25-35℃,循环处理10-20min,然后排放, 用高压蒸汽冲洗管道除去污垢。
5、初始冲洗:用常温去离水冲洗,时间不少于5min。
6、 冲洗:再次冲洗,直到进出口去离子水的电阻率一致。
7、纯蒸汽消毒:将清洁蒸汽通入整个不锈钢管道系统,每个使用点至少冲洗15min。



安徽合肥福仕达金属材料有限公司 球墨铸铁管常备规格存货充足,可定制 球墨铸铁管。多年来的厚积薄发,发挥其良好的商业诚信,赢得了广大供应商和销售商的大力支持,在业内享有了一定声誉。追随 球墨铸铁管市场的不断革新,我们坚守“做精、做专、做强”的发展理念,来契合时代的变化和行业的新机遇。


合金异型管常见的工艺检测方法(一)反复弯曲试验:将试样一端。在规定半径的圆柱形表面上进行90度的重复反向弯曲,检验金属的耐反复弯曲能力并显示其缺陷的试验;(二)顶锻试验:对规定尺寸的试样进行锤击或锻打。检验异型管在室温或热状态下承受顶锻塑性变形的能力并显示其缺陷的试验。在室温下进行的顶锻试验称室温顶锻试验,亦称冷顶锻试验。在热状态下进行的顶锻试验称热顶锻试验;(三)管卷边试验:将规定形状的顶心压入金属管一端,使管壁均匀卷至规定尺寸,检验管壁承受外卷塑性变形的能力并显示其缺陷的试验;(四)管液压试验:用水或规定液体充满金属管,在一定时间内承受规定压力,检验异型管质量及强度并显示其缺陷的试验;(五)淬透性:指钢奥氏体化后接受淬火的能力。或奥氏体向马氏体转变的倾向,常用淬硬层的深度来说明。淬硬层的深度是指表面至半马氏体层的距离。对合金结构钢,检验淬透性的方法主要是 标准规定的结构钢末端淬火试验方法;(六)切削加工性:异型管材料用切削工具加工时所表现出来的性能。在切削或磨削时,容易达到较高的表面加工精度,而且工具不易损耗,切屑容易脱落,切削力较小等,都表示该金属材料的切削加工性好;(七)弯曲试验:用规定尺寸弯心将试样弯曲至规定程度,检验金属承受弯曲塑性变形的能力并显示其缺陷的试验。一般应规定弯心直径尺寸和弯曲角度及对弯曲处表面的要求;(八)管弯曲试验:在带槽弯心试样弯曲至规定程度,检验异型管承受弯曲塑性变形的能力并显示其缺陷的试验;(九)管压扁试验:将金属管压扁至规定尺寸,检验其塑性变形能力并显示其缺陷的试验;



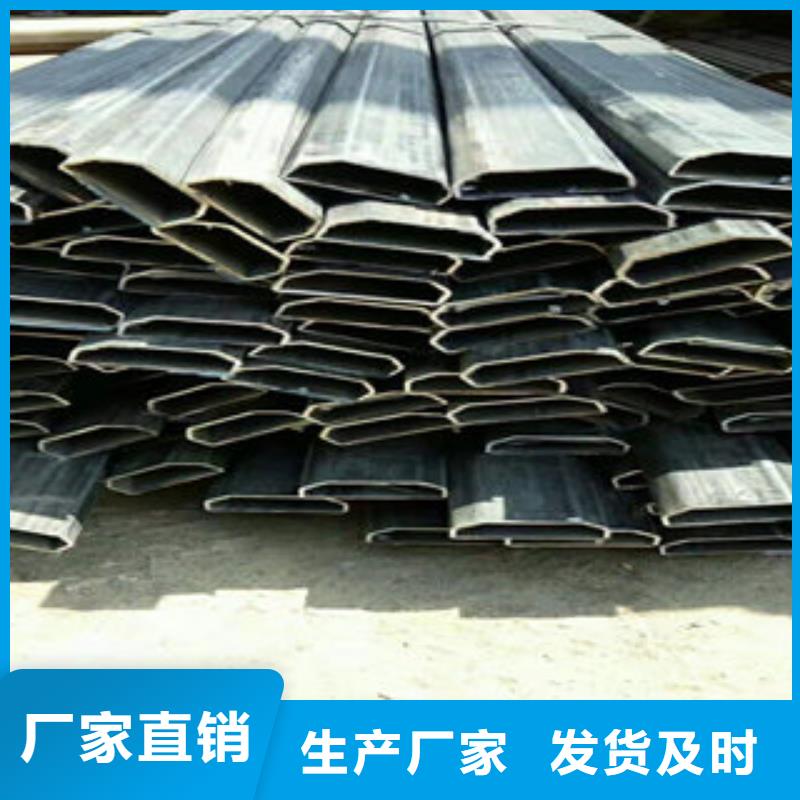
直缝异型管成形可以采用方法:(一)辊弯成形这种方法是在辊弯机上经过几道工序后,钢板被弯成开口管,开口边缘不变形仍是直的。随后开口管被送到边缘弯曲机上,板的两个边缘被连续滚弯成形。这种方法的特点是适应性强,对中等生产量来说经济性好,但是其生产异型管的小直径和壁厚受到限制。(二)逐渐折弯成形由于需要用控轧板在冷态下成形以制作特别厚的钢管,这种方法具有高的成形精度和施加压力,所以用来制作海洋工业用厚壁异型管。这种方法的特点是针对高强度和厚壁钢管,它既适用于小直径,也适用于大直径,因此它可以制造于干线管和海洋结构用管。系统设备费用低、适应性强、经济性好,即使小批量生产,也可降低费用。



椭圆钢管冲压技术在汽车领域中也获得了较大的发展。汽车零件冲压生产容易出现起皱、开裂问题,相关的成因及控制措施是:1、起皱与叠料 起皱是困扰冲压生产重要也是困难的问题之一。起皱缺陷将引起很多不良后果,严重时还会形成叠料。起皱会对零件的外观表面产生严重的影响,尤其表现在涂装后,严重的起皱会使零件无法返修,导致该零件报废。原因:板料冲压过程中材料流动不平衡,产生挤压而无法吸收。解决思路:均衡板料流动速度。解决办法:⑴烧焊增高拉延筋,增大板料流动阻力;⑵对起皱部分做强压处理,减小该处型面间隙;⑶改变拉延筋形状,如将圆筋改为方筋,或者改变拉延筋大小;⑷增加落料件尺寸,增大压边圈的作用。生产临时措施:⑴增大压机压边力;⑵在相关处垫胶带;⑶调整平衡块,减少局部平衡块垫片,增加局部板料流动阻力。2、开裂与伤线(缩颈)开裂一般在新模具或者板料调试时出现,椭圆钢管开裂直接导致零件的报废,伤线为零件将要出现开裂的极限表现,经过涂装烘烤以后,材料应力释放,依然有可能导致零件开裂,因此,在冲压生产过程中必须杜绝成品件的伤线。 原因:因板料流动过于顺畅,冲压过程中板料拉伸变形程度超过材料本身的延展率要求,导致冲压件开裂。解决思路:改善板料流动速度。解决办法:⑴烧焊降低拉延筋,减少板料走料阻力;⑵改善型面光洁度;⑶增加刺破刀,增加局部板料流动供应量;⑷改变拉延筋形状(图7);⑸减小板料边尺寸。生产临时措施:⑴在椭圆钢管开裂或伤线处涂抹润滑油;⑵适当减小压边力;⑶调整平衡块,增加局部平衡块垫片,减小局部板料流动阻力。
今年在安徽省合肥市购买异型管排行有了新选择,福仕达金属材料(合肥市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的异型管排行产品。如需购买或咨询,请随时联系我们,联系人:李经理-【15864906227】,地址:开发区汇通物流园内。
我们的其他产品