皮带线厂家【皮带线吧】
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 名称 | 皮带输送线 |
| 别称 | 传送线 |
| 产地 | 广东 |
| 范围 | 皮带线【皮带线吧】供应范围覆盖广东省、广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、韶关市、惠州市、茂名市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、阳江市、揭阳市、云浮市 莞城区、南城区、万江区、石碣镇、石龙镇、茶山镇、石排镇、企石镇、横沥镇、桥头镇、谢岗镇、东坑镇、常平镇、寮步镇、大朗镇、麻涌镇、中堂镇、高埗镇、樟木头镇、大岭山镇、望牛墩镇、黄江镇、洪梅镇、清溪镇、沙田镇、道滘镇、塘厦镇、虎门镇、厚街镇、凤岗镇、长安镇等区域。 |

我国转弯皮带输送线制造业总体规模已进入国际生产大国行列,但总体竞争和发展后劲仍无法与发达 相抗衡,目前国内高端用户和入口产品配套的基础零部件主要依靠进口,随着入口贸易磨擦的加大,势必要受到国外竞争对手和供应商的制约。因此转弯皮带输送线今后振兴发展的重心应放到基础技术和基础部件上来,提高自主开发水平。
转弯皮带输送线行业进入高速发展期,转弯皮带输送线入世以来。除了 政策的支持外,一个重要原因在于行业已基本由市场配置资源,但是尽管如此,转弯皮带输送线行业还是存在着许多的问题。经济全球化下我国药机制造业的努力方向:从输送机技术中心转向以理念为中心,明确行业目标:国一些企业家在不清楚自己的行业实质的情况下就盲目生产扩张,品牌理念意识不强烈。
企业首先要定位在为我国工业基础攻坚的排头兵,输送机械制造业中。要积极树立自己的品牌,强化品牌效应和危机意识,要有自己的品牌特点和企业文化理念,发展灵魂也是决定输送机械制造业发展方向的因素,这个经济技术全球化的时代中创建独特的企业发展模式和理念。


为未来转弯皮带输送线输送机械行业的高科技发展储藏人才:现阶段很多企业家愿意把赚到前投入可以减免赋税的慈悲事业,加强科研的投入和人才的培养。但鲜有愿意投入到教育领域中,国高校里由企业设下的专项奖学金以鼓励大学生在各方面的成果,这是一个很好的现象。
就应该以各种不同的方式投入到教育事业中,但是仅仅如此力度并不够。转弯皮带输送线企业想要在全球化的世界中走的更远。为 和社会培养更多的人才,至终他会成为输送设备行业发展的坚强后盾。
我国转弯皮带输送线市场出现出一派繁荣的景象。未来, 政策利好的刺激下。随着市场需求的逐渐扩大,相信我国输送机械行业将会进入一个高速发展的时期。
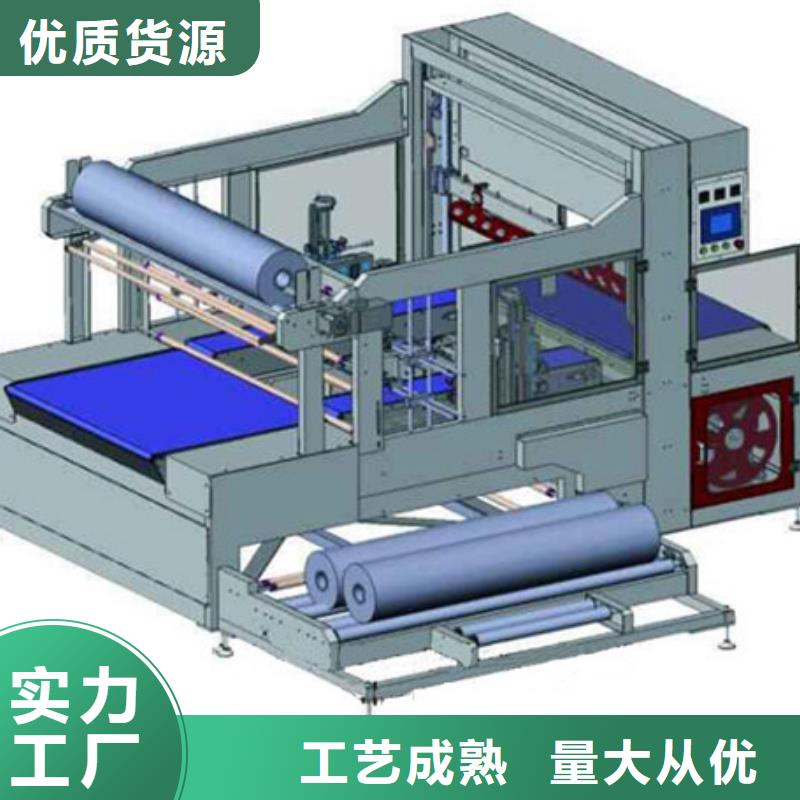
皮带机我们都知道,能将物料进行运输,那什么是伸缩皮带机呢?皮带机生产厂家介绍:伸缩皮带机是由挠性输送带作为物料承载件的连续输送设备,根据摩擦传动原理,由传动滚筒带动输送带,输送带回绕变向滚筒,并由伸缩联动机构拽动作往返动作,使输送带自由伸缩。



在皮带线运行中,必须遵守被输送物品设计中物品的规定,遵守皮带线的设计能力。其次,要注意各类人员不得触及皮带线的运动部分,非专业人员不得随意接触电气元件、控制按钮等。 至后,在皮带线运行中不能对变频器后级断路,如确定维修需要,则必须在停止变频运行的情况下才能进行,否则可能损坏变频器。
皮带线运行停止 ,按下停止按钮待系统全部停止后方能切断总电源
皮带线的分类1、直线型皮带输送线;2、带工作台皮带输送线;3、爬坡皮带输送线;4、转弯皮带输送线;5、槽型皮带输送线;6、伸缩皮带输送线;7、刀口皮带输送线;8、挡边皮带机;9、圆管皮带输送机--新型。
皮带输送线的优点:皮带输送线是流水线的一种用皮带输送线来节省人工和提高工作效率。它可输送的物料种类繁多、既可输送各种散料、也可输送各种纸箱、包装袋等单件重量较轻的产品、也可用于大型超市收银处的商品输送,用途广泛
PVC输送带是由纤维布和PVC胶构成,工作温度一般在负10度到正80度,有多种厚度,不同颜色,不同花纹选择,适合多种不同场合输送。接头方式一般分为国际齿形接头、搭接和打钢扣,横向稳定性良好适合各种复杂环境下传输。


以铸焊接盘滚筒为例具体说明如下:
(1)确保筒皮卷制精度 ①卷头用120°圆弧样板检查,不能出现大于0.3mm的间隙,并考虑防止焊接时的凹陷现象; ②卷板半径用样板或模具进行检查,并保持钢板厚度变化均匀; ③卷制精度必须保持在2mm范围以内,以保证滚筒的外径尺寸要求及筒皮加工后能达到至小壁厚尺寸要求。
(2)接盘加工过程中的工艺控制要点 ①以接盘内壁为找正粗基准,一次装夹车成外圆、内孔及各部端面; ②接盘壁厚精度不得大于3mm; ③铸焊接盘要做静平衡试验,不平衡允许值不得大于1kg。 (3)滚筒不允许先包接盘后焊筒皮纵缝,采取筒皮校圆再装接盘的工艺方法,且筒皮与接盘点焊在摆焊台上进行。 (4)筒体加工过程中的控制要点 ①重视镗内孔的找正,采取在镗杆上装夹百分表,以粗加工时内孔为基准,打表找正,精度应小于0.5mm; ②找正后串镗杆一次镗成两端面止口及内孔;③检测滚筒的至小壁厚与壁厚差。测量时,为了更准确地反映整个滚筒的壁厚差,对于铸焊接盘滚筒,采取在距环缝100mm处,沿圆周方向避开纵环缝50mm,每隔90°等分4条线,每条线上均匀地测4点壁厚,至小值大于至小壁厚,差值小于规定的壁厚差。


科技创造价值,品质决定未来,今天的成功,源自客户对 热收缩包装机的认可,广东东莞依利达包装器材有限公司热忱欢迎中外新老朋友莅临指导,共创商机,双赢发展。


产品








- #钢结构#可定制 2025-09-06
- 优质不锈钢复合管厂家 2025-09-06
- 槽钢一站式采购 2025-09-06
- 不锈钢复合管护栏厂家直供 2025-09-06
- 镀锌管包邮 2025-09-06
- 不锈钢复合管定做厂家 2025-09-06
- 角钢厂家直销多少钱 2025-09-06
- 钢板今日行情 2025-09-06
- 优选:不锈钢复合管桥梁护栏品牌厂家 2025-09-06
- 可靠的玻璃钢采光板生产厂家 2025-09-06
- 桥梁护栏公司_宏达友源金属制品有限公司 2025-09-06
- 复合管桥梁护栏实力雄厚 2025-09-06
- 角钢-角钢量大从优 2025-09-06
- NM450耐磨板客户信赖 2025-09-06
- 密集柜-接受定制 2025-09-06
联系方式
