滚丝机厂家
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 滚丝机供应范围覆盖河南省 郑州市 上街区、中原区、二七区、金水区、惠济区、中牟县、巩义市、荥阳市、新密市、新郑市、登封市等区域。 |

郑州上街禁用是国内一家集生产、研发、销售于一体的现代化企业。公司以“求实、求新、求是、求真”为企业精神,以“诚信、品质、服务”为发展理念,不断开拓创新。企业不断引进和更新先进的生产设备,先进的生产技术、的生产检验设备、专业化的人才、严格按照国际质量管理体系生产、确保产品的专业化品质。主要产品有:(郑州上街) 本地 禁用。高素质的人才、先进的经营管理是我们雄起之根本;的管理决定的质量,的质量才能确保的企业。企业在生产经营上以严格的科学管理体系、规范的经营理念,保证产品与服务的质量都能达到的标准,为广大客户提供满意而无后顾之忧的产品。


PLC系统具有强大的稳定性与抗干扰能力,再加之程序的设计过程灵活简便,因此在各种工业控制中均得到了广泛的应用;而一些传统继电器接触器无法实现的功能,均可以通过PLC的程序设计加在实现;并且需要对电路控制功能做出更新时,也无需更改电路,只要将PLC的程序做出相应的更改即可实现。本文就谈谈PLC在滚丝机电气控制系统中的具体运用。
1 滚丝机电气系统控制简介
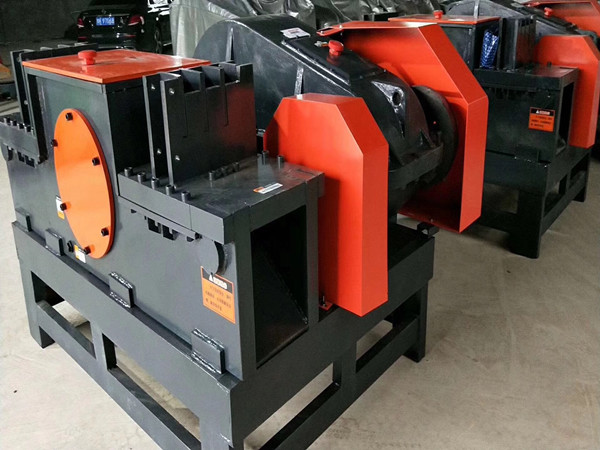
滚丝机是一种很重要的螺纹加工设备,其主要作用为滚压各种形式的外螺纹、普通螺纹以及梯形螺纹和模数螺纹,而且还可以矫直工件。其主要组成部分包括设备的机身、变速箱固定主轴座、进给机构、液压系统以及PLC控制系统和活动主轴座等。
主轴电动机的主要作用是带动两根主轴,使其作同步、同向的回转运动;其中右主轴则受到液压系统的推动作进给运动,运动方向为水平方向,从而两液丝轮对工件进行滚压,加工成为设计需求的螺纹或者其它的形状。冷却电动的主要作用是带动冷却泵的运动,向滚牙轮和工件之间喷洒冷却液,对其进行冷却及润滑。液压电动机则是属于本机的进给动力,利用电磁阀MF的作用,使得活动主轴可以作进给和退回等动作,并终实现螺纹的滚压加工工艺。
这些电机的功能均是由FX-PLC程序进行控制实现的,具体的工作过程如下:把冷却泵、主轴以及主轴泵的按键同时启动,然后再启动液压电机,作进给运动,进行螺纹工件的加工。进给的方法有三种,即手动循环操作以及半自动循环液压操作和全自动循环操作。如果进给方式为手动循环操作,按照进给将按键启动,从而活动主轴相应的做进给运动进行液压;然后启动进给退回按键,活动主轴就退回,于是一次滚丝加工就完成了。如果进给方式为自动循环液压操作,则启动一次进给按键,活动主轴就循环一次,完成一次滚丝加工,即启动按键后直接进给,然后进行液压,再退回, 停止。如果进给方式为全自动循环操作,则只需启动按键一次就会进行不断循环,即启动按键后直接进给,进行液压再退回,停歇后再进行一次循环,如此往复;如果液压进给需要停止,则启动进给退回按键即可。如果加工过程中出现了紧急情况需要紧急停车,则按下急停键即可实现;如果停车的时间较长,则要启动断开总停按键。此外,本机床还具备急停控制以及照明控制系统和显示系统等。
2 滚丝机液压系统的设计
液压系统的主要作用就是保证活动主轴机构的进给与退回动作得以实现。其具体的工作循环一共有进给、滚压以及退回和停止4个步骤。整个工作循环过程由PLC对其进行控制,可以实现3种不同的循环方式,即手动、半自动以及全自动循环。当进给时,电磁换向阀通电,系统中的液压油则流经换向阀后,再进入调速阀,终流入液压缸的右腔,完成进给运动。此时对压力阀的压力需要做出调整,使其符合工艺要求,可以观察压力表中所显示的压力度数进行调整。液压缸左腔回油时同样要流经电磁换向阀,然后再流入回油池。在液压由退回油池时,电磁换向阀处于不通电的状态,而压力油经过电磁换向阀流入液压缸的左腔,完成退回动用。此时要求溢流阀的压力值可以退回活塞即可,也可以借助观察液压油压力表的数值对溢流阀的压力值进行调整。
退回的液压油流入调速阀中的单向阀回油池,排气压力显示,如果搬动手动转向阀,而压力表显示出进给腔的压力值,此时需要对退回腔进行排气处理;如果压力表显示退回进给腔压力值,也要同步对进给进行排气。当调整完成后要把手动转向阀归至原位,才能够开始工作。PLC程序可以实现滚压及停歇的功能。
3 PLC控制系统的设计
3.1 硬件系统及分配I/O地址
整个系统合计需要12个开关量输入点以及6个开关量输出点,合计18个才可以实现上述滚丝机电气系统的控制要求。本文所选择的是一款24点输入与24点继电器输出的PLC。
3.2 硬件系统的连接
由于滚丝机的工作环境有着噪声大且温度高等特点,整体来说环境较差,所以PLC外部负载供电必须有相应的失压保护措施。PLC外部负载供电通过接触器以及对应的按键实现其通断的控制。如果需到紧急情况需要急停,只需启动急停键即可将负载电源及时切断,提高了控制系统的系数。
3.3 软件设计
以机床的工作、工艺要求以及I/O地址为基础,再结合梯形图设计相应的控制指令程序。限于篇幅此处不做赘述。
总之,滚丝机经过PLC的设计与改造,其加工精度未受到影响,且控制系统的运行也比较稳定,有较高可靠性,可以满足生产工艺要求。



滚丝机在上冷轧加工小模数渐开线花键的原理。L、R是参数相同的一对渐开线滚轧轮,分别安装在滚丝机的两根主轴上,并可在传动机构的驱动下同向同步旋转。R轮可由油缸驱动进行径向进给运动,L轮可通过调整机构的调整与R轮在工件P表面的压痕重合。工件P以两中心孔定位夹紧,调整夹具可使工件轴向移动,在受力时可绕夹具上过O点与机床主轴平行的轴线摆动一个Φ角,以保证工件在冷轧过程中始终保持与两滚轧轮处于自由对滚状态,同时便于装夹工件。


- 弯头可定制厂家 2025-10-25
- 销售不锈钢板的本地厂家 2025-10-25
- 劈裂棒支持定制 2025-10-25
- 供应批发不锈钢复合管-优质 2025-10-25
- 灯光护栏质量上乘 2025-10-25
- 当地不锈钢复合管生产厂商 2025-10-25
- NM400耐磨钢板厂家直销多少钱 2025-10-25
- 买泵管必看-图文介绍 2025-10-25
- 不锈钢护栏货源直供 2025-10-25
- 樱桃苗供不应求 2025-10-25
- 供应板现货 2025-10-25
- 不锈钢复合管客户信赖 2025-10-25
- 专业销售不锈钢板质量有保证 2025-10-25
- 不锈钢复合管栏杆量大优惠 2025-10-25
- 定制岩棉的生产厂家 2025-10-25
产品










联系方式
