不锈钢复合管市场行情
宁德柘荣茂硕钢铁 有限公司生产员100余人,其中工程技人员50人,厂房面积11000平方米,同时在全国各地设有分公司和销售服务网点,确保在 不锈钢碳素钢复合管护栏厂家售前、售中、售后为合作伙伴提供全套 不锈钢碳素钢复合管护栏厂家解决方案。



双金属复合管能实现材料的优势互补,节省合金元素,降低工程费用,在保证原基管各项性能的基础上,提高了管道的耐腐蚀性、耐磨性,延长了管道的使用寿命,是纯不锈钢管、铜管或其他耐腐蚀性合金管的替代产品。
由于复合钢管具有优良的综合性能,因此自20世纪60年代起,日、美、德、英和前苏联等都很重视复合钢管的开发及使用,从生产工艺、使用性能、检验方法等方面进行了大量的研究。目前双金属复合钢管的生产工艺已日趋完善,日本、美国、英国、瑞典、德国等处于好水平。复合管已经在腐蚀性较强的石油、石化企业、核工业以及医药、食品加工等领域获得广泛认同,也可通过内层复合耐磨金属,从而满足电厂粉煤、矿山矿粉和尾矿浆输送等高磨损工作环境的要求。而起步较晚,技术水平相对落后。
复合管是近10年发展较快的一种工程管道,品种、功能繁多,性能优越,形成了比较成熟的工艺技术,并且已经投产。主要的工艺方法很多比如热轧复合方法、热挤压复合法、铸造复合方法、爆炸焊接复合方法、组合式双金属复合管生产方法、激光包覆法等。在技术开发方面日本后来居上。据文献报道,日本在80年代初就陆续研制和开发了多种复合工艺。其中典型的热轧或热轧加冷成型工艺可以实现包覆材料与基材界面的冶金结合,质量优良。其产品广泛用于石油化工、化工行业、石油及天然气工业等。
目前双金属复合管的生产方法主要包括冷成型法、热成型法、离心铸造法、离心铝热剂法、爆炸焊成型法、电磁成型法等等。
复合管的热成型法:热成型制造工艺包括热轧和热挤压两种方法,前者主要适用于有缝复合管的生产,后者适用于无缝复合管的生产。
复合管的爆炸焊成型法:爆炸焊成型工艺是靠爆炸产生的冲击波,使内管发生塑性变形,紧贴外管,从而形成复合管。利用爆炸成型,覆层可小于0.2mm,熔合比小可达到5%;覆层紧密,产品适用性广。另外,利用爆炸焊可实现多种金属间的连接,有些是采用其他方法不能实现的。该方法的主要缺点是,界面非扩散冶金结合,对尺寸较长的复合管量很难准确确定,而且具有一定的危险性。


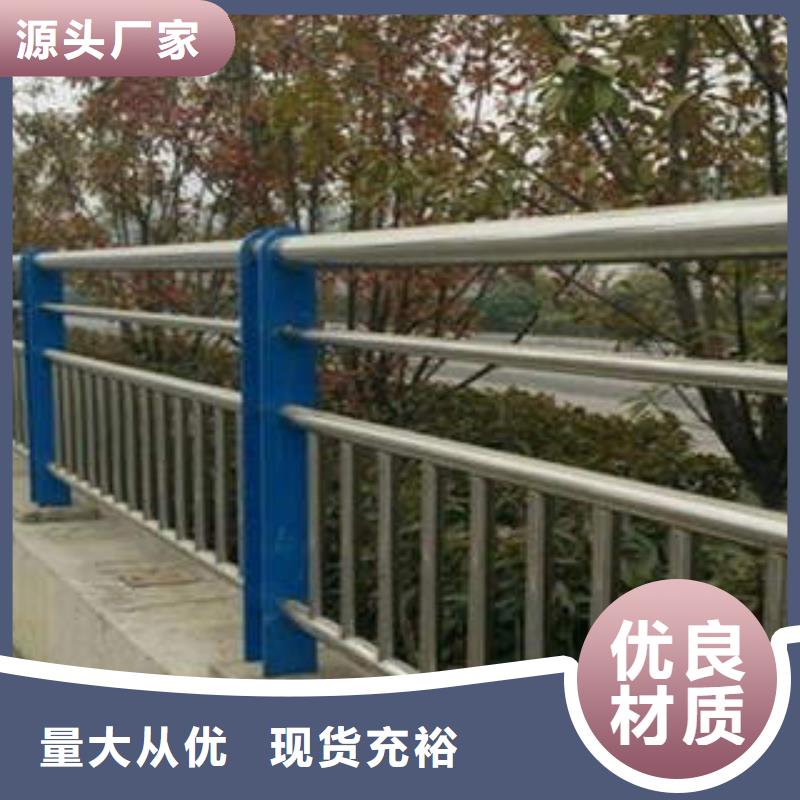
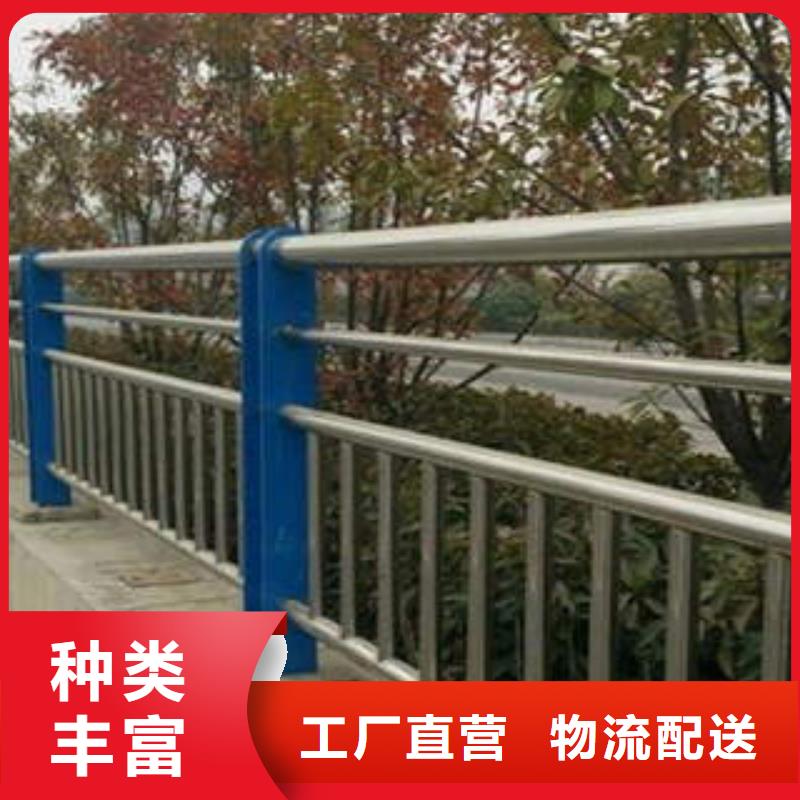
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。


常用不锈钢复合钢管的几种焊接方式方法,常用的不锈钢复合钢管的焊接方法是手工焊(MMA),其次是金属极气体保护焊(MIG/MAG)和钨极惰性气体保护焊(TIG)。虽然这些焊接方法对不锈钢工业的大多数人而言是熟悉的,但是小编认为对于不锈钢复合钢管的焊接方式值得深入探讨。
:手工焊(MMA):手工焊是一种非常普遍的、易于使用的焊接方法.电弧的长度靠人的手进行调节,它决定于电焊条和工件之间缝隙的大小.同时,当作为电弧载体时,电焊条也是焊缝填充材料。这种焊接方法很简单,可以用来焊接几乎所有材料.对于室外使用,它有很好的适应性,即使在水下使用也没问题。大多数电焊机可以TIG焊接.在电极焊中,电弧长度决定于人的手:当你改变电极与工件的缝隙时,你也改变了电弧的长度.在大多数情况下,焊接采用直流电,电极既作为电弧载体,同时也作为焊缝填充材料.电极由合金或非合金金属芯丝和焊条药皮组成.这层药皮保护焊缝不受空气的侵害,同时稳定电弧.它还引起渣层的形成,保护焊缝使它成型.电焊条即可是钛型焊条,也可是缄性的,这决定于管材的厚度和成分.钛型焊条易于焊接,焊缝扁平美观.此外,焊渣易于去除.如果焊条贮存时间长,必须重新烘烤.因为来自空气的潮气会很快在焊条中积聚。
第二:MIG/MAG焊接:这是一种自动气体保护电弧焊接方法.在这种方法中,电弧在保护气体屏蔽下在电流载体金属丝和工件之间烧接.机器送入的金属丝作为焊条,在自身电弧下融化.由于MIG/MAG焊接法的通用性和特殊性的优点,至今她仍然是世界上为广泛的焊接方法.它使用于钢、非合金钢、低合金钢和高合金为基的材料.这使得它成为理想的生产和修复的焊接方法.当焊接钢时,MAG可以满足只有0.6mm厚的薄规格钢板的要求。这里使用的保护气体是活性气体,如二氧化碳或混合气体.的限制是当进行室外焊接时,必须保护工件不受潮,以保持气体的效果。
第三:TIG焊接:电弧在难熔的钨电焊丝和工件之间产生.这里使用的保护气体是纯氩气,送入的焊丝不带电.焊丝既可以手送,也可以机械送.也有一些特定用途不需要送入焊丝.被焊接的材料决定了是采用直流电还是交流电.采用直流电时,钨电焊丝设定为负极.因为它有很深的焊透能力,对于不同种类的钢是很合适的,但对焊缝熔池没有任何“清洁作用”. TIG焊接法的主要优点是可以焊接大材料范围广.包括厚度在0.6mm及其以上的工件,材质包括合金钢、铝、镁、铜及其合金、灰口铸铁、普通干、各种青铜、镍、银、钛和铅.主要的应用领域是焊接薄的和中等厚度的工件,在较厚的截面上作为焊根焊道使用。



- 复合管质量优异 2025-11-12
- 天沟|天沟厂家现货 2025-11-12
- 诚信的弯供机生产厂家 2025-11-12
- 弯头销售 2025-11-12
- 绗磨管特点 2025-11-12
- 不锈钢复合管栏杆大量现货供应 2025-11-12
- 不锈钢复合管护栏货比三家再购买 2025-11-12
- 塑料粉碎机质量靠谱 2025-11-12
- 不锈钢复合管护栏生产厂家_10年经验 2025-11-12
- 板厂商 2025-11-12
- 波形护栏知识 2025-11-12
- 常年供应水下电焊-省钱 2025-11-12
- 防撞护栏承接 2025-11-12
- 不锈钢管厂家诚信经营 2025-11-12
- 政管道清淤-公司欢迎您! 2025-11-12
产品







联系方式
