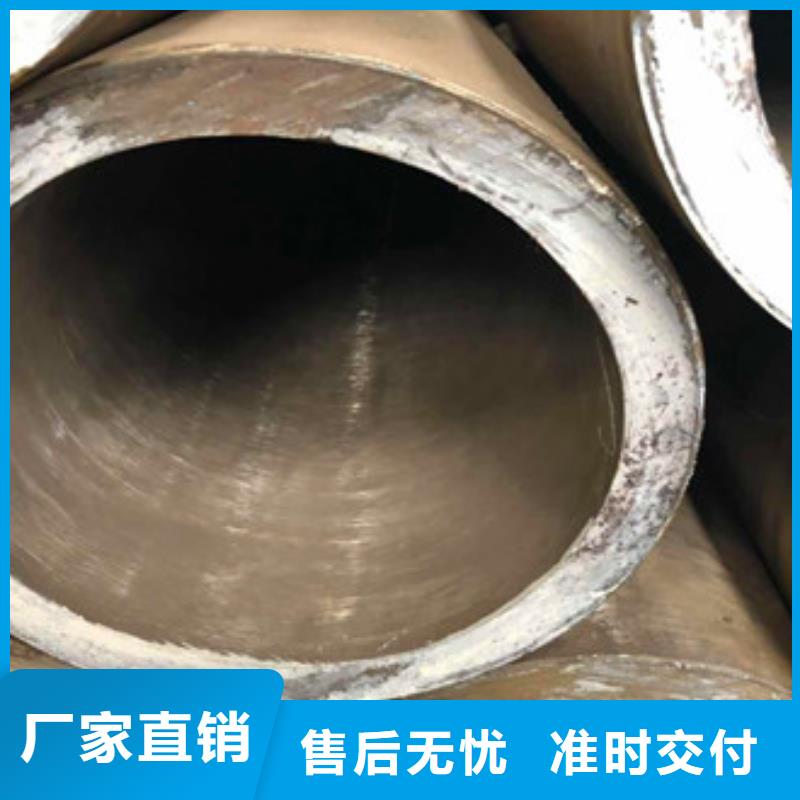
无缝钢管优品
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 无缝钢管优品供应范围覆盖河北省、石家庄市、赵县、长安区、桥东区、桥西区、井陉矿区、裕华区、井陉县、正定县、栾城县、行唐县、灵寿县、高邑县、深泽县、赞皇县、无极县、平山县、元氏县、辛集市、藁城区、晋州市、新乐市、鹿泉区等区域。 |

地质管是我国开发专用无缝钢管早的品种之一,1955年6月鞍钢无缝钢管厂,按照原苏联标准ГОСТ 6238-1952“用内接头连接的地质钻探岩芯管及其套管”,生产出了我国批Φ146mm×4.5mm和Φ146mm×7.5mm地质套管。1954年鞍钢参照ГОСТ 6238-1952标准,制定了鞍钢企业标准437-1954。接着原冶金部颁布了部颁标准“用内接头连接的地质钻探岩芯管及其套管”冶标19-1957,并于1963年修订为YB 236-1963。
1956年鞍钢无缝钢管厂按照原苏联标准ЧMTY 3343-1953“地质钻探杆管”生产出我国批地质钻杆管,1957年鞍钢参照ЧMTY 3343-1953,制定了企业标准鞍标438-1957;1960年上海钢管厂开始生产地质管(45钢),1957年原冶金部颁布了部颁标准“地质钻探杆管”冶标21-1957,1963年修订为YB 235-1963。1970年原冶金部将两个标准经过修改合并为1个标准“地质钻探用钢管”YB 235-1970。
标准公布后,鞍钢无缝钢管厂、成都无缝钢管厂、上海钢管厂、北京钢厂等无缝钢管生产厂普遍按此标准生产DZ40、DZ50和DZ55钢级的中小直径地质管,并开始研制生产供应DZ60、DZ65钢级的地质钻探管。大直径地质管主要由成都无缝钢管厂生产供应。
20世纪70年代中期,随着金刚石钻井技术的引进,原冶金部以瑞典CMS和日本JIS标准为蓝本,制订了YB 848-1975“小口径钻井用钢管”标准,并于1975年正式颁布实施。随着我国金刚石钻井技术的发展,YB 848-1975标准已不适应生产要求,为与国际标准相适应,借鉴美国DCDMA标准,制定了“金刚石岩芯钻采用无缝钢管”标准GB 3423-1982,取代YB 848-1975。
1982年无锡钢厂开始试制、生产供应DZ75钢级的地质钻探用冷拔钢管,生产规格为Φ55.5mm×4.75mm、Φ73mm×5mm和Φ88.5mm×5.5mm。
1987年成都无缝钢管厂根据国内对热轧大中直径地质钻探管的需要,制定了“地质钻探用无缝钢管”企业标准Q/CG 51-1987(1999年修改为“地质钻探用光管”Q/CG 51-1999),该标准中增加了部分大直径钢管规格(YB 235-1970中没有的),使地质钻探管的外径系列、壁厚和技术要求与API标准基本一致,填补了冶标YB 235-1970的不足,满足了我国地质钻探用管的需要。
1993年对标准的管理进行了调整,将标准“金刚石岩芯钻采用无缝钢管”GB/T 3423-1982调整为行业标准,原冶金部对其进行了修订并公布为部颁标准YB/T 5052-1993。


穿孔毛管的质量对无缝钢管的质量影响很大。穿孔不良质量主要表现在毛管壁厚不均、内拆、外折等缺陷存在及其表现程度上。为改善穿孔质量,必须对这些缺陷加以控制。
1 毛管壁厚不均
造成毛管不均的主要原因有管坯加热不均、顶杆弯曲、轧制线不正、定心辊调整不当、定心孔不正及导入套选择不当等。
2 内折
穿孔机穿孔所产生的内折原因较多,主要可分为钢质内折与操作内折两大类。
(1)钢质内折。
主要是由管坯质量不良引起的,如连铸坯低倍不合(残余缩孔、内裂纹,非金属夹杂等),铸坯内部严重疏松;柱状晶过发达及难变形的合金钢穿孔时也容易产生内折。
(2)操作内折。
造成的原因主要有调整不当(如顶头前压下率过大或过小;轧辊转速过高;送进角过小;椭圆度过大等)以及管坯加热温度不均等;顶头磨损过大或破裂、粘钢等。穿尾端的破尾被芯棒插入时也会造成内折。
3 外折
造成外折的主要原因有钢质外折和操作内折。
(1)钢质外折。如管坯裂纹、连铸坯严重划痕、耳子、钢锭结疤、翻皮及皮下气泡等。
(2)操作外折。工具(轧辊、导板或导盘)粘钢划痕,严重的螺旋道、轧辊刻槽或堆焊不当等。
穿孔机孔型调整主要参数有:轧辊距离、导盘(导板、导辊)距离、椭圆度、送进角、辗轧角,顶头直径,顶头前压下率、轧辊与导盘速度等。
(1)轧辊距离是指左右或上下两个轧辊辊喉处的短距离。轧辊距离通常由坯料直径和总压下量来决定,是主要的调整参数。
(2)导盘(导板、导辊)距离是指上下2个导盘(导板、导辊)根部处的短距离。导盘(导板、导辊)对穿孔变形起到横向限制和引导作用。导盘(导板、导辊)距离直接影响椭圆度的变化。
(3)椭圆度是导盘(导板、导辊)距离与轧辊距离之比。表示孔型调整后的椭圆程度。调整椭圆度使轧件截面保持一定的椭圆形状,可改变轧件的横向变形程度,控制截面周长,实现扩径、等径轧制。过大的椭圆度加大了横向变形,对产品质量不利。
(4)辗轧角是Φ轧辊轴线与轧制线在水平面上投影的夹角。桶形辊的辗轧角一般小于5°。Φ250 mm精密轧管机组的锥形辊穿孔机的辗轧角为10°~15°。
轧辊的“锥形”程度与辗轧角的大小有关。辗轧角越大,轧辊直径从小端(咬入端)到大端(抛出端)的变化就越大,辊面圆周速度和沿轧制线方向分速度的递增亦越大。一方面,沿轧制线方向分速度的递增,对提高变形速度和加强金属的延伸变形有利;另一方面,辊面圆周速度的递增,对轧件扭转的影响也增大。这两个方面的因素要在辊型设计时综合考虑。同时,过大的辗轧角,对设备设计也会增加困难。
(5)送进角是轧辊轴线与轧制线在垂直面上投影的夹角。Φ250 mm精密轧管机组的锥形辊穿孔机的送进角为5°~12°。送进角越大,轧辊速度在前进方向的分量也越大,即钢管前进越快,但斜轧延伸的螺距也越大,穿孔机负荷也越大。
(6)顶头直径与穿孔毛管的内径有关。一般来讲,顶头直径越大,穿孔毛管的内径也越大。
(7)导盘速度指导盘工作面的纵向线速度。主动旋转导盘,其工作面的纵向线速度应大于轧件纵向前进速度,因而对轧件作用有纵向曳入摩擦力,加强了金属的纵向流动。导盘速度一般控制在轧制速度的 1.5~3.0倍。
(8)顶前压下率
指坯料在顶头前端(鼻部)处的直径压下率,用百分率来表示。
顶前压下率=(坯料直径一顶头前端横截面的轧辊距离)/坯料直径
顶前压下率愈大,则金属变形的不均匀程度也愈大,导致管坯中心区在旋转过程中交变的切应力和拉应力增加,从而容易促使孔腔形成,造成内折缺陷。顶前压下率愈小,则管坯咬入愈困难(尤其是二次咬入)。因此工艺上调整的原则是,在保证咬入的条件下,顶前压下率愈小愈好,通常采用的顶前压下率为4%~7%。
(9)理论上穿孔速度通常指毛管出口处的轧辊辊面纵向分速度,但实际穿孔速度由于受金属滑移的影响,要比理论计算的辊面纵向分速度低。但锥形穿孔机的金属滑移比桶式穿孔机要小,故其实际穿孔速度相对较高,因而穿孔效率也较高。



石家庄赵县天祥钢管有限公司是一家集 无缝钢管销售与加工的综合性公司。主要经营 无缝钢管等。公司位于大东钢管城嫩江路6号。区域优越、交通方便。我厂秉承“以信誉赢客户,以质量占市场,以新品谋发展,以科技创未来”的经营理念,以务实求真,互惠双赢”为宗旨,对内弘扬企业文化,对外传播企业精神,不断优化企业管理,不断提高产品质量,不断品牌形象,积j i打造j i具江山特色的不锈钢精品。竭诚欢迎新老客户前来指导与洽谈。公司一贯坚持以“价格合理、质量可靠、交货准时、售后积j i”为基本准则,努力成为您忠实的合作伙伴,互惠双赢!


在链式冷拔管机上采用浮动顶头拔制中小直径薄壁管,由于浮动顶头轴向没有固定,从而使拔制力显著降低,道次变形量提高,能抖纹,提高钢管精度。因此国内20世纪80年代起在一些钢管厂开始应用此工艺拔制钢管。
1985年常熟无缝钢管厂在分析和总结用浮动顶头拔制直径30~50mm各种规格钢管的经验以及试验结果后,确定了浮动顶头锥角,锥形与圆锥形部分长度,芯棒、材料、外模设计和工艺参数的选择等方法。
1989年上海第五钢铁厂总结用浮动顶头拔制小直径厚壁合金钢管的经验时指出,浮动顶头要想稳定拔制,需要有相宜的外模配合,外模材质要能承受较大的拔制应力和冲击负荷,耐磨性要好,锥角要与浮动顶头相匹配,外模的喇叭口要大,以保证可加大减径量,利于咬入和稳定变形。
1986年用半浮动顶头进行了拔制厚壁管的试验研究。半浮动顶头拔管与浮动顶头拔管的根本区别是圆锥段锥角及半浮动顶头的锥角小于摩擦角,而浮动顶头锥角大于摩擦角。通过实验得出,半浮动顶头与圆柱短顶头拔制厚壁管相比,半浮动顶头锥角较小,拔制力显著下降,减少了拔制道次,减小了芯杆和连接螺丝的拉力,避免了螺丝拉断;与浮动顶头拔制厚壁管相比,半浮动顶头拔制降低了道次所需的小减径量,相应地增加了道次减壁量,改善了钢管表面质量,提高了尺寸精度;与空拔相比,能减少钢管爆裂。
(1)主要优点:
① 生产率高。连轧管机的延伸系数可达7,轧出速度达7 m/s,机组年产量可达96万t。
②钢管表面质量好。由于采用研磨、镀铬处理的长芯棒进行轧制,钢管内表面质量好,平滑程度可达4~6μ,自动轧管机为12~15μ,周期轧管机为20~25μ。
③钢管长度长。连轧管机轧出的钢管长度一般为30 m左右,长可达50 m。
④生产成本低。因机组产量高,金属消耗低,生产成本大大低于其他轧管机组。
⑤机械化、自动化程度高。
(2)主要缺点:设备多,厂房大,电气装机容量大,设备控制复杂,一次建设投资高。
连轧管生产机组命名特点(方式)。连轧管机组均以轧机型式和芯棒操作方式及机组设计合理生产的规格外径尺寸命名。



产品







- 高品质精密钢管厂商 2025-11-12
- #紫薯苗#-价格优惠 2025-11-12
- 圆管热卖中 2025-11-12
- 南瓜粉型号汇总 2025-11-12
- 劈裂机厂家定制 2025-11-12
- 伸缩楼梯合作厂家 2025-11-12
- 生产天沟 2025-11-12
- 卖热镀锌方管1的生产厂家 2025-11-12
- 不锈钢板放心选择 2025-11-12
- 不锈钢板全国供货 2025-11-12
- 精密管企业-实力大厂 2025-11-12
- 电动洒水车-您身边的电动洒水车厂家 2025-11-12
- 不锈钢复合管甄选厂家 2025-11-12
- 价格实惠的钢板生产厂家 2025-11-12
- 精密管-精密管价格实惠 2025-11-12
联系方式
