高质量无缝钢管供应商
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 高质量无缝钢管供应范围覆盖辽宁省、沈阳市、大连市、鞍山市、抚顺市、本溪市、丹东市、锦州市、营口市、阜新市、辽阳市、盘锦市、铁岭市、朝阳市、葫芦岛市 双台子区、兴隆台区、大洼区、盘山县等区域。 |


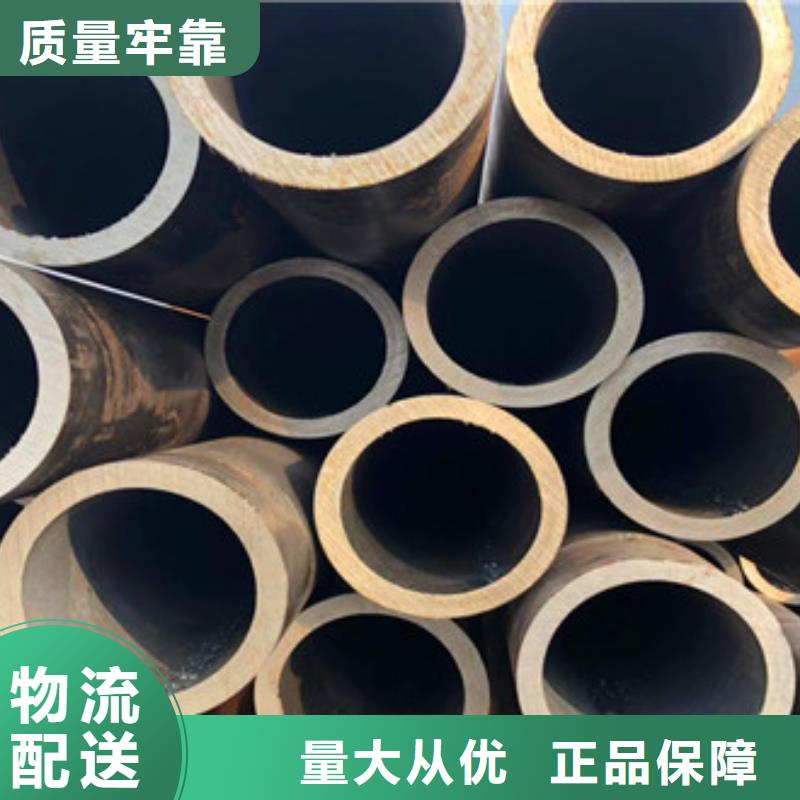
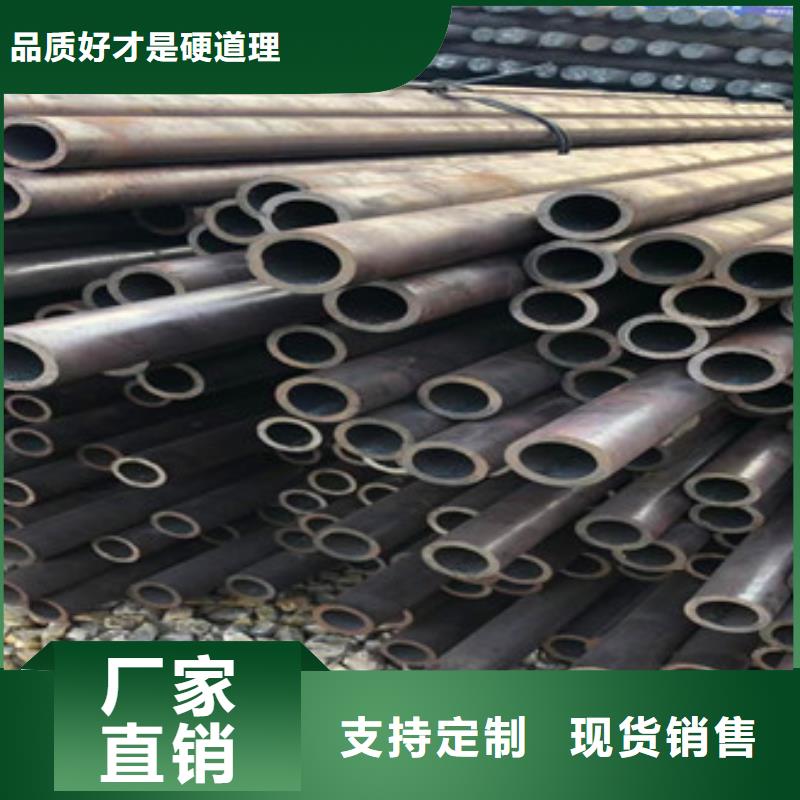
精密钢管也叫冷轧精密钢管,是无缝钢管的一种生产工艺。
精轧钢管的特点:
3.精密无缝管的推广应用可以节约钢材,提高加工功效,减少加工工序和设备投资,可以节约费用和大大节约机械加工工时,提高生产量和材料利用率,同时有利于提高产品质量,降低成本。
聊城泰祥钢管有限公司是一家专业销售无缝钢管,高压无缝钢管,合金钢管的企业。适用于:机械加工,钢结构,石油化工,锅炉化肥,等行业。目前我公司产品已销往全国各地。
聊城泰祥钢管有限公司为满足广大客户的需求现可销售:上海宝钢,天津钢管集团,攀钢,包钢,冶钢,鞍钢,华菱衡钢的无缝钢管产品。弥补了各钢厂规格生产不全的缺陷,为广大客户提供一站式服务。
本公司销售以上钢厂及本土钢厂生产的GB/T8162结构管,GB/T8163输送流体管,液压支柱管,GB/T3087低中压锅炉管,GB/T5310高压锅炉管,GB/T6479化肥专用管,GB/T9948石油裂化用管,,GB/T5312船舶专用管,GB3639冷拔冷轧精密钢管。材质为:10# 20# 45# 16MN 27SIMN 20G 40Cr 42CrMo 15CrMoG 12Cr1MoVG 1Cr5Mo 10CrMo910 T91 P91等。



关于 无缝钢管产品图片: 本 无缝钢管产品图片依照实际产品拍摄,因相机拍摄与实际产品难免有成色误差,一切以实物为准。


辽宁盘锦天祥钢管有限公司是一家专注从事 无缝钢管的企业。主营: 无缝钢管。公司以优良的技术实力、高素质的人才队伍,完善的服务能力深受广大客户的信赖与赞扬,公司深受社会各界的支持与厚爱,已在 无缝钢管取得良好成绩。我们公司会在您的鼓励与支持中不断发展壮大,公司有完善周到的售前售后服务团队,为客户解决问题以及提供合适的行业解决方案。公司总经理及全体员工期待您的莅临指导!



穿孔毛管的质量对无缝钢管的质量影响很大。穿孔不良质量主要表现在毛管壁厚不均、内拆、外折等缺陷存在及其表现程度上。为改善穿孔质量,必须对这些缺陷加以控制。
1 毛管壁厚不均
造成毛管不均的主要原因有管坯加热不均、顶杆弯曲、轧制线不正、定心辊调整不当、定心孔不正及导入套选择不当等。
2 内折
穿孔机穿孔所产生的内折原因较多,主要可分为钢质内折与操作内折两大类。
(1)钢质内折。
主要是由管坯质量不良引起的,如连铸坯低倍不合(残余缩孔、内裂纹,非金属夹杂等),铸坯内部严重疏松;柱状晶过发达及难变形的合金钢穿孔时也容易产生内折。
(2)操作内折。
造成的原因主要有调整不当(如顶头前压下率过大或过小;轧辊转速过高;送进角过小;椭圆度过大等)以及管坯加热温度不均等;顶头磨损过大或破裂、粘钢等。穿尾端的破尾被芯棒插入时也会造成内折。
3 外折
造成外折的主要原因有钢质外折和操作内折。
(1)钢质外折。如管坯裂纹、连铸坯严重划痕、耳子、钢锭结疤、翻皮及皮下气泡等。
(2)操作外折。工具(轧辊、导板或导盘)粘钢划痕,严重的螺旋道、轧辊刻槽或堆焊不当等。
穿孔机孔型调整主要参数有:轧辊距离、导盘(导板、导辊)距离、椭圆度、送进角、辗轧角,顶头直径,顶头前压下率、轧辊与导盘速度等。
(1)轧辊距离是指左右或上下两个轧辊辊喉处的短距离。轧辊距离通常由坯料直径和总压下量来决定,是主要的调整参数。
(2)导盘(导板、导辊)距离是指上下2个导盘(导板、导辊)根部处的短距离。导盘(导板、导辊)对穿孔变形起到横向限制和引导作用。导盘(导板、导辊)距离直接影响椭圆度的变化。
(3)椭圆度是导盘(导板、导辊)距离与轧辊距离之比。表示孔型调整后的椭圆程度。调整椭圆度使轧件截面保持一定的椭圆形状,可改变轧件的横向变形程度,控制截面周长,实现扩径、等径轧制。过大的椭圆度加大了横向变形,对产品质量不利。
(4)辗轧角是Φ轧辊轴线与轧制线在水平面上投影的夹角。桶形辊的辗轧角一般小于5°。Φ250 mm精密轧管机组的锥形辊穿孔机的辗轧角为10°~15°。
轧辊的“锥形”程度与辗轧角的大小有关。辗轧角越大,轧辊直径从小端(咬入端)到大端(抛出端)的变化就越大,辊面圆周速度和沿轧制线方向分速度的递增亦越大。一方面,沿轧制线方向分速度的递增,对提高变形速度和加强金属的延伸变形有利;另一方面,辊面圆周速度的递增,对轧件扭转的影响也增大。这两个方面的因素要在辊型设计时综合考虑。同时,过大的辗轧角,对设备设计也会增加困难。
(5)送进角是轧辊轴线与轧制线在垂直面上投影的夹角。Φ250 mm精密轧管机组的锥形辊穿孔机的送进角为5°~12°。送进角越大,轧辊速度在前进方向的分量也越大,即钢管前进越快,但斜轧延伸的螺距也越大,穿孔机负荷也越大。
(6)顶头直径与穿孔毛管的内径有关。一般来讲,顶头直径越大,穿孔毛管的内径也越大。
(7)导盘速度指导盘工作面的纵向线速度。主动旋转导盘,其工作面的纵向线速度应大于轧件纵向前进速度,因而对轧件作用有纵向曳入摩擦力,加强了金属的纵向流动。导盘速度一般控制在轧制速度的 1.5~3.0倍。
(8)顶前压下率
指坯料在顶头前端(鼻部)处的直径压下率,用百分率来表示。
顶前压下率=(坯料直径一顶头前端横截面的轧辊距离)/坯料直径
顶前压下率愈大,则金属变形的不均匀程度也愈大,导致管坯中心区在旋转过程中交变的切应力和拉应力增加,从而容易促使孔腔形成,造成内折缺陷。顶前压下率愈小,则管坯咬入愈困难(尤其是二次咬入)。因此工艺上调整的原则是,在保证咬入的条件下,顶前压下率愈小愈好,通常采用的顶前压下率为4%~7%。
(9)理论上穿孔速度通常指毛管出口处的轧辊辊面纵向分速度,但实际穿孔速度由于受金属滑移的影响,要比理论计算的辊面纵向分速度低。但锥形穿孔机的金属滑移比桶式穿孔机要小,故其实际穿孔速度相对较高,因而穿孔效率也较高。
- 绳钜机专业生产厂家 2025-10-17
- 采购H型钢必看-规格全 2025-10-17
- 桥梁护栏发货及时 2025-10-17
- 红富士苹果信誉为重 2025-10-17
- 优惠的耐磨钢板实力厂家 2025-10-17
- 可定制的通风天窗本地厂家 2025-10-17
- 快速接头-接受定制 2025-10-17
- 滚动灯箱发货快品质高 2025-10-17
- 定制泥浆泵_精选厂家 2025-10-17
- 耐磨版现货直发 2025-10-17
- 聚合氯化铝厂家设备齐全 2025-10-17
- 单立柱厂家_精益求精 2025-10-17
- 生产伸缩楼梯的销售厂家 2025-10-17
- 现货供应不锈钢井盖_批发不锈钢井盖 2025-10-17
- 性价比高的型钢销售厂家 2025-10-17
产品


联系方式
