滚丝机现货全国配送
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 滚丝机全国配送供应范围覆盖海南省 海口市、三亚市 秀英区、龙华区、琼山区、美兰区等区域。 |


宝欣机械设备有限公司是济南的高新技术企业。我公司技术力量雄厚,加工设备齐全,检测手段完善,公司产品均通过微机优化设计,达到国内先进水平。目前主要生产多个品种的建筑钢筋连接设备及链接套筒,为您提供钢筋连接套筒,滚丝机,滚丝轮和工作扳手等。
在建筑施工过程中加工钢筋连接丝头用的建筑钢筋滚丝机许多只会用不保养,从而缩短机器寿命,滚丝机使用过程中一定要注意以下几点:
1)无冷却液时严禁滚轧加工螺纹。
2)冷却液务必用水溶性切削液,严禁使用油性溶液,更不可用油代替。?钢筋连接套筒厂家?天气寒冷地区在施工完后应将切削液放出,冻坏冷却系统。
3)待加工的钢筋端部应平整,必须用无齿据下料。且在端部500mm长度范围内应圆直,不允许弯曲,不允许将气割或钢筋切断机下料的端头直接加工。
4)在初始切削时进给应均匀,切勿猛进,以防刀刃崩裂。
5)滑杆及滑板应经常清理并涂机械润滑油。
6)铁屑应及时清理干净。(应在断电状态下清理)。
7)冷却液应半月清理一次。
8)减速机应保持润滑良好,加注机械润滑油。
9)滚丝机应定期进行保养。包括清洁机器、填加润滑油脂、紧固各处螺丝、钢筋连接套筒厂家修复受损部位等,可按一般机械产品保养程序进行。
10)机壳必须可靠接零或接地。
我公司奉行“以质量求生存,以科技求发展”的发展原则,坚持以客户为中心的服务理念。公司愿与社会各界通力合作,共创“钢筋连接”事业的绚丽未来,为您的工程创优夺标再立新功。



海南海口禁用主要生产经营: 禁用我公司为使产品更加符合客户需求,公司实行一套完整标准的售前,售中,售后服务。公司为客户提供定制化服务。我们公司始终遵循“质量为主,客户至上,诚信为本”的经营理念。致力于提供高品质的产品,完善的售后服务,快捷的供货。无论您身处何方,都能感受到我们专业技术人员迅捷优良的服务。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户依赖。欢迎新老客户来电垂询。


滚压加工螺纹的综合机械性能优于切削加工螺纹,其强度高、硬度高、组织严密、耐腐蚀、节约材料、生产率高。ZB28系列滚丝机是目前国内广泛应用的专用外螺纹滚压机床。本文针对ZB28-6.3型滚丝机设备常见的故障现象、原因及应对措施进行了分析探讨。
1 液压系统噪声大及活动主轴座进退速度缓慢
在使用一段时间后,特别是在环境温度较低的情况下,滚丝机常出现以下异常情况:液压系统噪声大大增加;活动主轴座进退速度明显低于正常速度;进给速度调节阀旋钮调节失灵;液压油箱内的液压油中充满细小气泡;压力表指针振动。
ZB28系列滚丝机活动主轴座进退由液压系统实现,油泵的吸油回路简化示意图见图1。出现上述故障的原因是发生了油泵气蚀现象,主要有以下3方面原因:①该油泵吸油管路中包含一个90°直角弯头,而且由于直角弯头内孔孔径尺寸较小,无疑会大大增加油泵的吸油阻力,该结构形式本身就容易产生气蚀现象;②长期使用后,油箱内机油杂质含量增加,大量聚集在吸油滤油器上,堵塞滤油器;③环境温度较低,机油黏度增大,流动性变差,加大了油泵的吸油阻力。
另外,还应定期更换新液压油或定期用专用过滤机对油箱内的液压油进行彻底的过滤,并彻底清洗吸油滤油器或更换油缸内活塞密封;可选用低温流动性更好的液压油。采取上述针对性措施后故障排除。
2 滚压螺纹出现乱扣或畸变
ZB28系列滚丝机活动主轴是由活动轴座的运动来实现其前进后退功能的。在活动主轴座底部的燕尾导轨中有一调整燕尾导轨间隙的斜铁,出现滚压螺纹畸变或乱扣的原因是调整斜铁用的紧固螺钉松动,导致燕尾导轨间隙过大;或者使用时间较长,由于磨损而导致燕尾导轨间隙过大。适当调整紧固螺钉,使燕尾导轨间隙合适可此故障。
3 浮动主轴出现窜轴故障
为保证正常的滚压加工,其固定主轴在结构设计上是一根浮动轴,主轴在两个弹簧一定的预应力作用下实现前后微动,即该轴滚压加工中可以在工作需要时向前或向后自动微量移动一定的距离,并且在工件滚压完成后又能自动复位,这属于正常情况。所谓的窜轴故障是指不正常的前后移动或超距离的前后移动,这必然会造成被滚压工件螺纹乱扣,工件报废,甚至造成滚丝轮损坏报废。固定主轴实现浮动功能的局部结构简图见图3。出现窜轴故障的主要原因如下:
(1)该机蜗轮直接安装在固定主轴上,传动路线是:蜗杆→蜗轮→主轴→滚丝轮。正常情况下,蜗轮齿面上的作用力必然要产生一个轴向分力,此轴向分力就有使主轴产生轴向移动的趋势,而且该分力也会使蜗轮产生向一侧倾斜的作用。在长期使用中,往往会由于各种因素导致蜗轮一端磨损较重,而另一端磨损较轻,形成不均衡的磨损状态,造成蜗轮弧面磨偏。磨偏后,工作中由于受力后蜗轮产生的轴向分力会越来越大,当其大到一定程度时终导致主轴发生窜轴故障,因此可更换新蜗轮并尽量减小蜗轮与主轴的配合间隙。



滚丝机操作工是指使用滚丝机及相关设备,对钢筋进行除锈、调直、连接、切断、成型、骨架安装的人员。该职业共设4个等级,分别为初级( 职业资格五级)、中级( 职业资格四级)、高级( 职业资格三级)、技师( 职业资格二级).该职业要求从业者手指、手臂灵活,具有较好的身体素质。
职称鉴定
1.适用对象
从事或准备从事滚丝机操作的人员。
2.申报条件
初级(具备以下条件之一者)
(1)经该职业初级正规培训达规定标准学时数,并取得毕(结)业。
(2)该职业学徒期满。
(3)在该职业连续见习工作2年以上。
中级(具备以下条件之一者)
(1)取得该职业初级职业资格后,连续从事滚丝机操作工作3年以上,经该职业中级正规培训达规定标准学时数,并取得毕(结)业。
(2)取得该职业初级职业资格后,连续从事该职业工作5年以上。
(3)连续从事该职业工作6年以上。
(4)取得经劳动保障行政部门审核认定的、以中级技能为培养目标的中等以上职业学校该职业(专业)毕业。
高级(具备以下条件之一者)
(1)取得该职业中级职业资格后,连续从事滚丝机操作工作4年以上,经该职业高级正规培训达规定标准学时数,并取得毕(结)业。
(2)取得该职业中级职业资格后,连续从事该职业工作7年以上。
(3)取得高级技工学校或经劳动保障行政部门审核认定的、以高级技能为培养目标的高等职业学校该职业(专业)毕业。
技师(具备以下条件之一者)
(1)取得该职业高级职业资格后,连续从事滚丝机操作工作5年以上,经该职业技师正规培训达规定标准学时数,并取得毕(结)业。
(2)取得该职业高级职业资格后,连续从事该职业工作7年以上。
(3)取得该职业高级职业资格的高级技工学校毕业生,连续从事该职业工作2年以上。


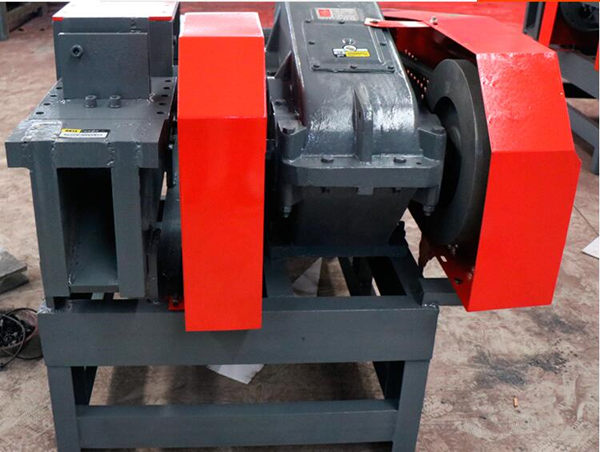
本机主要特点:
*设计合理,使用维护方便,更换刀具仅需 5分钟。
*刀具采用自动开合结构,钢筋一次装夹, 30秒 完成丝头加工,效率高。
*采用滚丝轮冷轧工艺,钢筋丝头加工“ 模具化 ”,精度高,合格率 。
*不切削钢筋母材,丝头强度高于钢筋母材强度。
*适用范围广, 可加工 φ16 - φ40mm 的 HRB335 级和 HRB400 级带肋钢筋。
主要技术参数
1、主电机功率:4KW 8A
2、配用电源:三相380V 50Hz
3、减速机速比17、23 {出轴转速(82—48)r/min}
4、加工钢筋直径范围:Φ16—Φ40mm(HRB335、HRB400、500)
5、 加工长度:100mm
6、重量:450kg
使用方法:
(一)加工前的准备
1.按要求接好电源线和接地线,接通电源。电源为三相380V 50Hz的交流电源,为保证人身请使用带漏电保护功能的自动开关。
2.冷却液箱中,加足溶性冷却液(严禁加油性冷却液)。
(二)空车试转
1.接通电源。检查冷却水泵工作是否正常。
2.操作按钮,检查电器控制系统工作是否正常。
(三)加工前的调整
1.根据所加工钢筋的直径,调换与加工直径相适应的滚丝轮。滚丝轮与加工钢筋直径的关系见表一:
2.调换滚丝轮的同时,调换与滚丝轮螺距相适宜的垫圈,以保证螺距的正确性。
3.滚丝轮与加工直径相适应后,将与钢筋相适应的对刀棒插入滚轧头中心,调整滚丝轮使之与对刀棒相接触,抽出对刀棒,拧紧螺钉,压紧齿圈,使之不得移动。
4.对于固定定位盘的设备根据所加工钢筋直径,调换与加工直径相适应的定位盘(定位盘上打印有加工直径)。对于可调整定位盘的设备按定位盘刻度调整到相应的刻度,当剥肋刀磨损时还需要进行微调。
5.根据所加工钢筋规格,调整剥肋行程档块的位置,保证剥肋长度达到要求值。
6.根据所加工钢筋规格,调整行程开关压块的位置,保证滚轧螺纹有效长度达到要求值。
(四)工件装夹
将待加工的钢筋装卡在定心钳口上,伸出长度应与起始位置的滚轧头剥刀片端面对齐,然后扳动手柄夹紧。
(五)操作过程
1.接通电源,打开冷却水阀门,按下正转起动按钮,即可转动进给手柄,向工件方向进给实现切削,当剥肋长度达到要求时,剥肋刀自动张开,转动手柄继续进给,即可实现滚轧螺纹,当滚丝轮与钢筋接触时一定要用力,并使主轴旋转一周。轴向进给一个螺距长度,当进给到一定程度后,即可实现自动进给,直到整个滚轧过程完成后自动停车,按下反转起动按钮,即可实现自动退刀。
2.当自动退刀结束后顺时针转动进给手柄,将滚轧头退回到初始位置,此时剥肋刀自动复位。卸下加工完成的工件即可。
3.用环规检查螺纹长度,误差在范围内为合格;同时用螺纹通止规检查丝头尺寸,通规能旋入,止规不能旋入或不能完全旋入为合格。
(五)刀具重磨与更换
1.剥肋刀切削一定数量钢筋,刀刃会变钝,此时应将剥肋刀拆下,将刀具的前刃面磨去0.2-0.3mm(严禁磨刀刃顶面),安装后即可重新使用。
2.剥肋刀刃口崩裂不能正常切削时,可更换新刀片。
3.滚丝轮滚轧一定数量的丝头后,因磨损牙形损坏,不能滚轧出合格丝头时,应该及时更换新滚丝轮。
4.在更换新的滚丝轮时,调整螺距的垫圈必须安装正确,否则不能正常工作



产品











- 弯管机-诚信立足 2025-09-02
- 钢板本地供应商 2025-09-02
- 高品质不锈钢板_不锈钢板厂商 2025-09-02
- 单立柱直供 2025-09-02
- 球墨铸铁管便宜耐用 2025-09-02
- 买的放心-H型钢弯曲机厂家 2025-09-02
- 不锈钢板价格行情走势 2025-09-02
- 珩磨管大品牌放心购 2025-09-02
- 耐候板厂家规格齐全 2025-09-02
- 支持定制的返空车公司 2025-09-02
- 采购愚公斧必看-专业品质 2025-09-02
- 不锈钢板-不锈钢板基地 2025-09-02
- 无缝钢管工厂货源 2025-09-02
- 无缝钢管提供定制 2025-09-02
- 本地槽钢厂商 2025-09-02
联系方式
