您当前的位置:商助贸易宝 » 乐至商助贸易宝 »乐至产品 » 买钢结构必看-售后保障
买钢结构必看-售后保障
更新时间:2025-10-11 23:59:13 ip归属地:资阳,天气:阴转小雨,温度:17-24 浏览:1次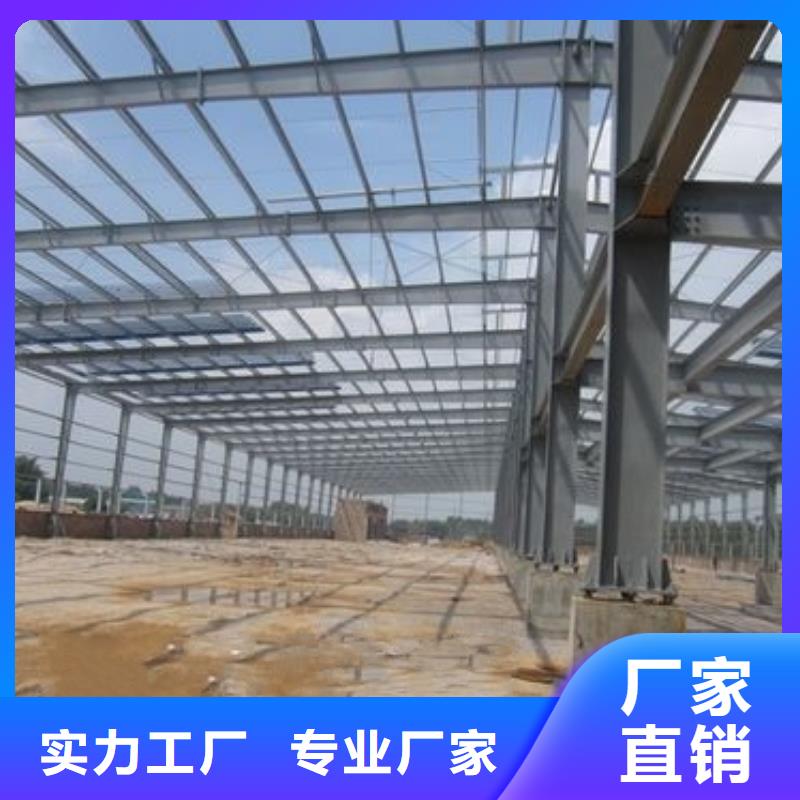


- 发布企业
- 阔恒兴旺国际贸易(资阳市乐至县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 镀锌槽钢
- 所在地
- 天津市北辰区韩家墅钢材市场
- 联系电话
- 022-26808329
- 手机
- 15802234444
- 联系人
- 杨经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:资阳市乐至县买钢结构必看-售后保障的产品参数
【阔恒兴旺】为您提供安岳镀锌槽钢用心做好每一件产品、雁江镀锌槽钢每个细节都严格把关、简阳镀锌槽钢优选原材等多元产品与服务。买钢结构必看-售后保障,阔恒兴旺国际贸易(资阳市乐至县分公司)为您提供买钢结构必看-售后保障的资讯,联系人:杨经理,电话:【022-26808329】、【15802234444】。 四川省,资阳市,乐至县 乐至县,隶属四川省资阳市,位于四川盆地中部,地处沱江和涪江分水岭上,介于北纬30°0′2″—30°30′4″、东经104°45′2″—105°15′2″之间。东邻遂宁市安居区,南连安岳县、雁江区,西界成都市简阳市,北接成都市金堂县、德阳市中江县、遂宁市大英县;距离省会成都仅77公里。截至2022年末,乐至县户籍人口为77.44万人。总面积1425平方公里,2019年辖1个乡、18个镇、2个街道。
想要更直观地了解买钢结构必看-售后保障产品的细节和特色?我们为您制作了视频,它将带您进入一个比文字更加鲜活的世界。
以下是:资阳乐至买钢结构必看-售后保障的图文介绍
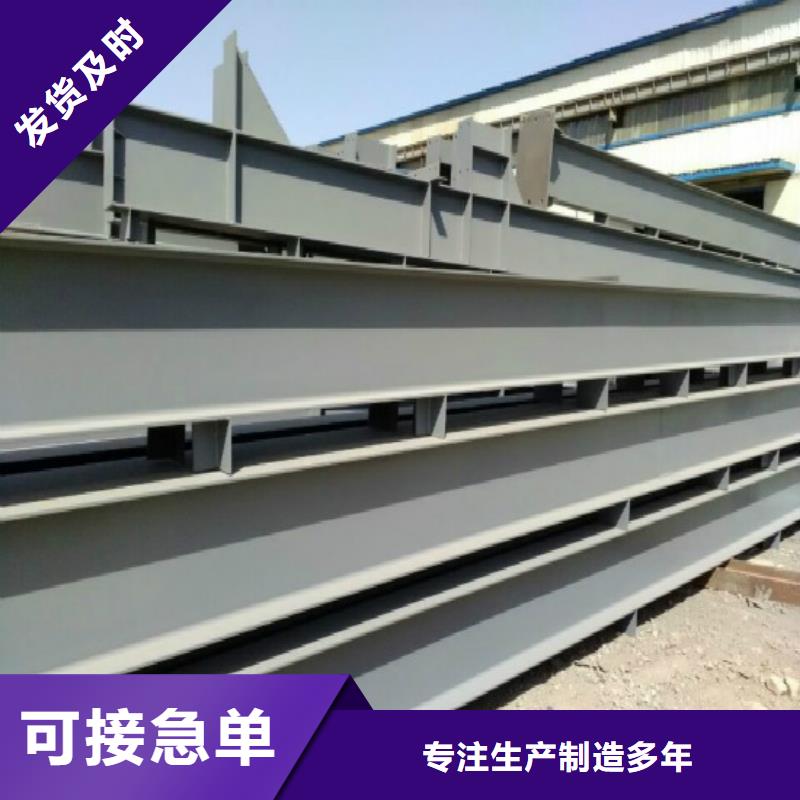
天津阔恒兴旺国际贸易有限公司销售:热轧H型钢,高频焊接H型钢,钢结构配件,焊接型钢,钢结构C型钢,钢结构柱,钢结构钢梁。
我公司加工切割、埋弧焊接、型钢校正、无损探伤、抛丸除锈、钢板滚圆、大型剪切等。能满足轻、重钢结构,住宅、桥梁钢结构和机械制造钢结构的加工、制作安装的需要。钢结构应研究高强度钢材,大大提高其屈服点强度;此外要轧制新品种的型钢,例如H型钢(又称宽翼缘型钢)和T形钢以及压型钢板等以适应大跨度结构和超高层建筑的需要。
另外还有无热桥轻钢结构体系,建筑本身是不节能的,本技术用巧妙的特种连接件解决了建筑的冷热桥问题;小桁架结构使电缆和上下水管道从墙里穿越,施工装修都方便。
1、材料强度高,自身重量轻
钢材强度较高,弹性模量也高。与混凝土和木材相比,其密度与屈服强度的比值相对较低,因而在同样受力条件下钢结构的构件截面小,自重轻,便于运输和安装,适于跨度大,高度高,承载重的结构。
2、钢材韧性,塑性好,材质均匀,结构可靠性高
适于承受冲击和动力荷载,具有良好的抗震性能。钢材内部组织结构均匀,近于各向同性匀质体。钢结构的实际工作性能比较符合计算理论。所以钢结构可靠性高。
提供:本公司可代加工除锈、喷漆、喷砂、数控切割、打孔等。友情提示:由于规格品种太多,无法一一列出,可咨询。
特殊尺寸图纸可定做,免费提供样品。



天津阔恒兴旺国际贸易有限公司销售:热轧H型钢,高频焊接H型钢,钢结构配件,焊接型钢,钢结构C型钢,钢结构柱,钢结构钢梁。
友情提示:由于规格品种太多,无法一一列出,可咨询。
四、典形节点的焊接顺序和工艺参数
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;
提供:本公司可代加工除锈、喷漆、喷砂、数控切割、打孔等。友情提示:由于规格品种太多,无法一一列出,可咨询。



资阳乐至阔恒兴旺国际贸易有限公司总部坐落于坐落在闻名的 镀锌槽钢之乡资阳乐至,这里风景秀丽,美丽富饶,占地面积6000余平方米,厂房面积6000平方米,城市]及标准设备80余台,是城市] 镀锌槽钢的专业生产厂家,。本厂 镀锌槽钢产品生产已有20余年历史,积累了丰富的经验技术,性能一直处于同行业中较高地位。20余年来,公司秉承现代企业的科学管理模式,精工制造、锐意进取、开拓创新、快速崛起成为国内 镀锌槽钢业专业厂家。


买钢结构必看-售后保障_阔恒兴旺国际贸易(资阳市乐至县分公司),固定电话:【15802234444】,移动电话:【022-26808329】,联系人:杨经理,天津市北辰区韩家墅钢材市场。