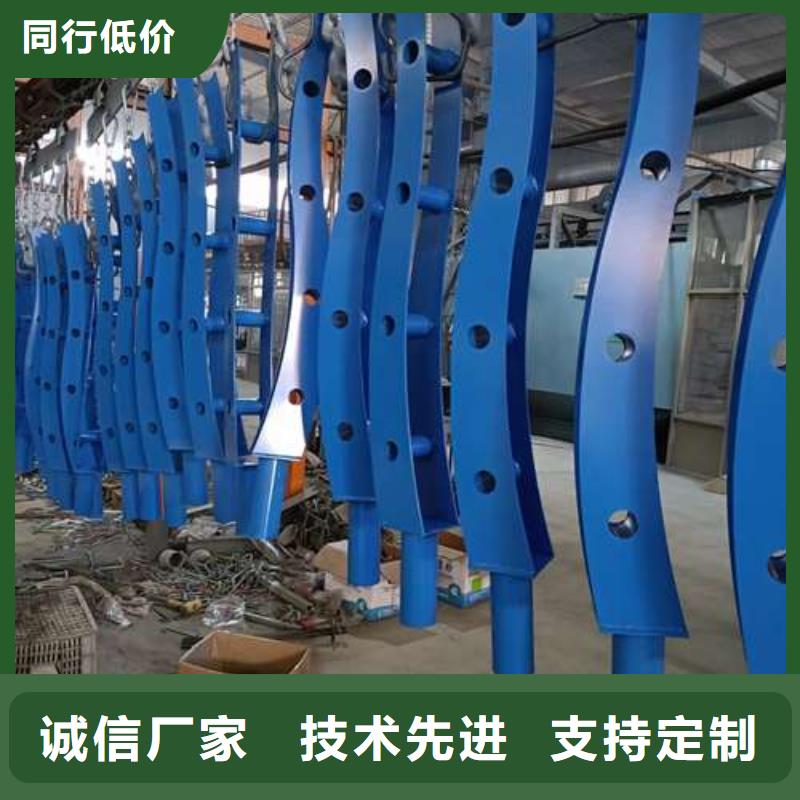
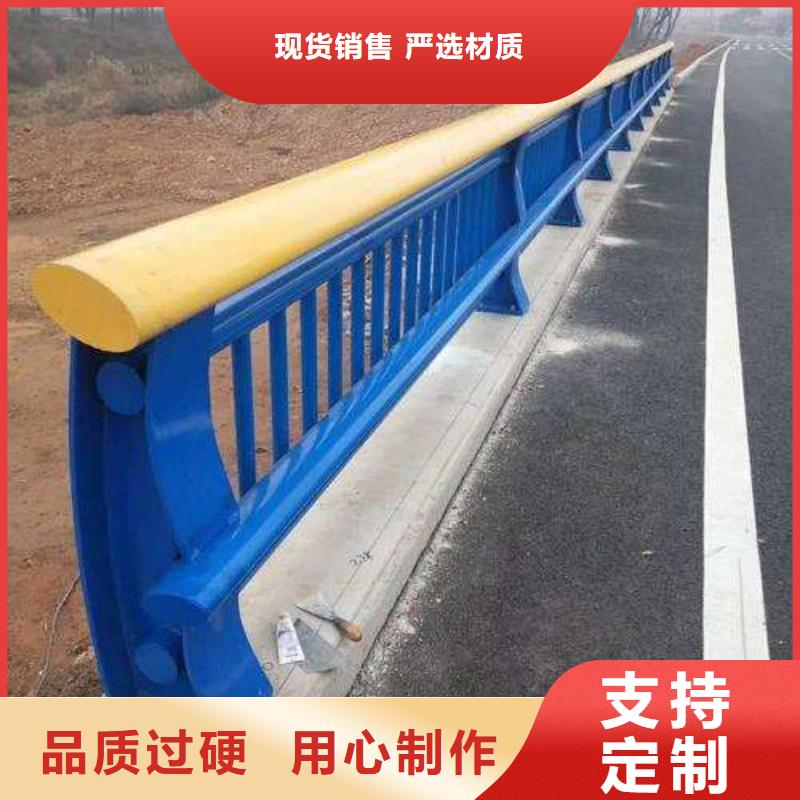
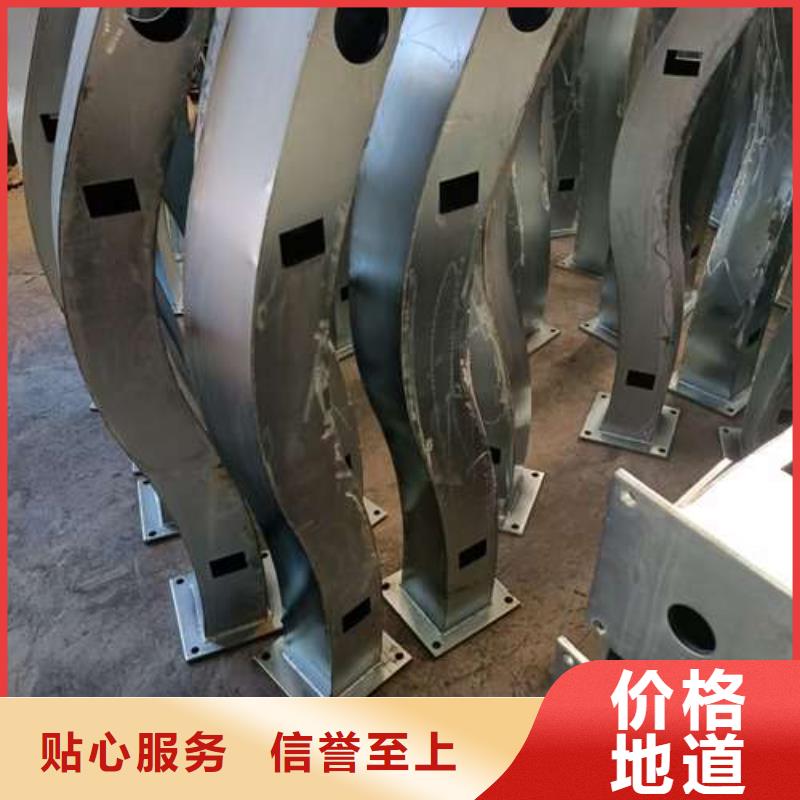
护栏性能可靠
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 品牌 | 鑫海达 |
| 可定制 | 是 |
| 长度 | 定制 |
| 高度 | 定制 |
| 是否进口 | 否 |
| 范围 | 护栏性能可靠供应范围覆盖湖南省、郴州市、临武县、北湖区、苏仙区、桂阳县、宜章县、永兴县、嘉禾县、汝城县、桂东县、安仁县、资兴市等区域。 |
郴州临武鑫海达不锈钢复合管护栏厂凭借良好的信誉,雄厚的实力,优质的产品,低廉的价格,周到的服务赢得了广大客户的信赖。我们在“诚信务实,追求卓越”的经营理念指导下,不断进步。主营产品:(郴州临武) 本地 桥梁护栏厂家。本公司在长期的经营业务中与各大厂建立了长期稳固的业务合作关系。



不锈钢复合管护栏是比较熟悉的,由于不锈钢复合管护栏的应用性能比较广泛,各种地效率也是比较高的,因此的话要进行不断地去把握住不锈钢复合管护栏的使用,规范它的制作,实现它的更大的优势和使用, 山东不锈钢复合管规范要求知识保证不锈钢复合管护栏的规范建设,这样的话不锈钢复合管护栏的使用更加有效率。关于不锈钢复合管护栏规范建设和实现地标准我们还是和大家进行一起来看一下吧:
不锈钢复合管护栏是一种新型实用的装饰工程材料,其产品具有与碳素钢管和不锈钢管无可比拟的优点。普通碳素钢管存在着易腐蚀、易生锈外形不美观、 山东不锈钢复合管规范要求知识使用寿命短等缺点,但由于其整体强度及抗冲击性较差,且不锈钢中镍元素在我国严重缺乏,整体成本高,费用昂贵。



不锈钢复合管护栏的工艺性能有几点呢?
不锈钢复合管护栏兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。 不锈钢复合管
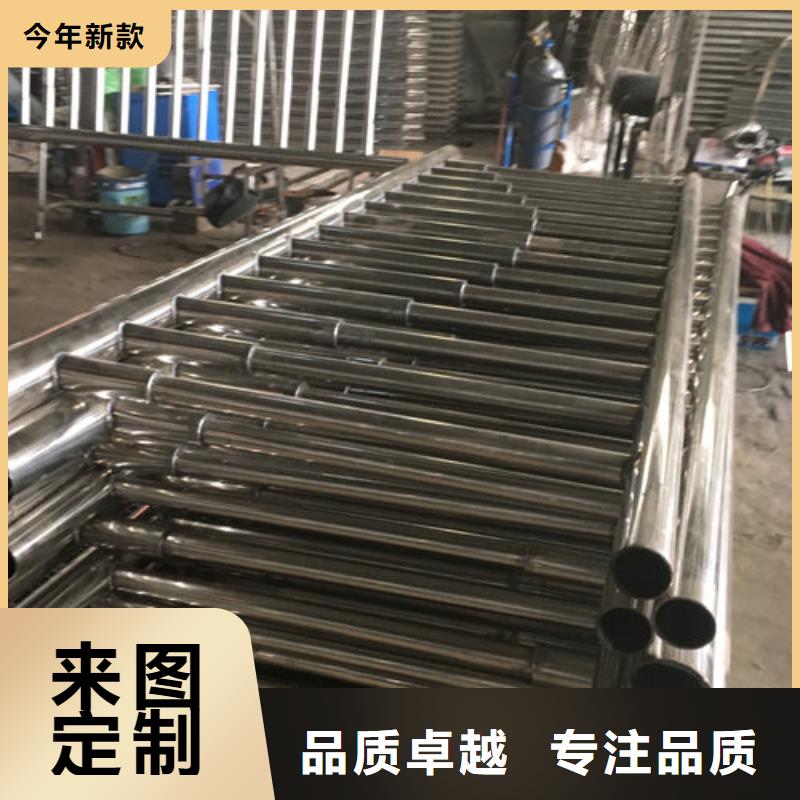
护栏的表面质量:
1、复合管基材应包覆紧密、匀称。
2、复合管的外表面应清洁,不得有裂纹、折叠、分层、划伤、氧化皮和明显的焊道缺陷。
3、复合管表面粗糙度 A、圆管外径小于等于63.5毫米时,其表面粗糙度不低于400号。B、圆管外径大于63.5
毫米时,其表面粗糙度不低于320号。C、方形管和矩形管的表面粗糙度不低于320号。
不锈钢复合管护栏的工艺性能有:
1、弯曲试验 弯曲角度为90度,弯心半径为复合管外径的3-5倍,复合管试样弯曲处内侧面不得有皱褶。
2、扩口试验 顶心锥度为60度,将复合管试样的外径扩至管径的6%时,不得有裂纹和裂口。
3、压扁试验 将复合管试样的外径压扁至管径的1/3时,试样不得有裂纹和裂口。



了解下不锈钢复合管护栏的不同之处?
不锈钢复合管护栏和不锈钢碳素复合管护栏的区别,主要在于不锈钢跟碳钢的区别:不锈钢:不锈耐酸钢简称不
锈钢,它是由不锈钢和耐酸钢两大局部组成的,简言之,能抵御大气腐蚀的钢叫不锈钢,而能抵御化学介质腐蚀的钢
叫耐酸钢。
普通说来,含硌量Wcr大于12%的钢就具有了不锈钢的特性 不锈钢按热处置后的显微组织又可分为五大类:即
铁素体不锈钢、马氏体不锈钢、奥氏体不锈钢、奥氏体-铁素体不锈钢及沉淀碳化不锈钢文字碳钢主要指力学性能取
决于钢中的碳含量。
而普通不添加大量的合金元素的钢,有时也称为普碳钢或碳素钢,碳钢也叫碳素钢,指含炭量WC小于2%的铁
碳合金,碳钢除含碳外普通还含有少量的硅、锰、硫、磷。按用处能够把碳钢分为碳素构造钢、碳素工具钢和易切削
构造钢三类。
碳素构造钢又分为建筑构造钢和机器制造构造钢两种;按冶炼办法可分为平炉钢、转炉钢和电炉钢;按脱氧办法
可分为沸腾钢(F)、镇静钢(Z)、半镇静钢(b)和特殊镇静钢(TZ);按含碳量能够把碳钢分为低碳钢(WC ≤
0.25%)。


如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。


- 弯头、弯头生产厂家-质量保证 2025-11-02
- 精密管-我公司资质齐全 2025-11-02
- 周边法兰片厂家 2025-11-02
- 厂家热线不锈钢复合管 2025-11-02
- 订购不锈钢护栏怎么选? 2025-11-02
- 服务周到的不锈钢管公司 2025-11-02
- 生产不锈钢复合管的经销商 2025-11-02
- 精密钢管现货长期供应 2025-11-02
- 精密管-精密管货比三家 2025-11-02
- 扬尘监测系统厂家批发 2025-11-02
- 优质铝板的基地 2025-11-02
- 价格合理的工字钢厂家 2025-11-02
- k9球墨铸铁管质量优质 2025-11-02
- 精密钢管质保时间长 2025-11-02
- 波形护栏优选商家 2025-11-02
产品








联系方式