不锈钢复合管报价资讯
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 不锈钢复合管报价资讯供应范围覆盖河南省、新乡市、封丘县、红旗区、卫滨区、凤泉区、牧野区、获嘉县、原阳县、延津县、长垣市、卫辉市、辉市等区域。 |
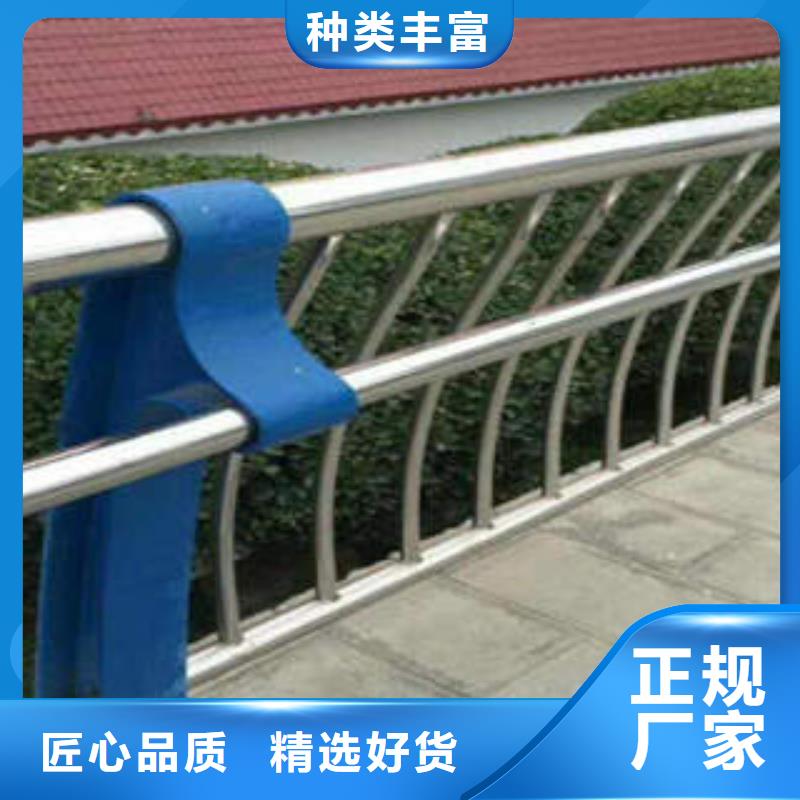
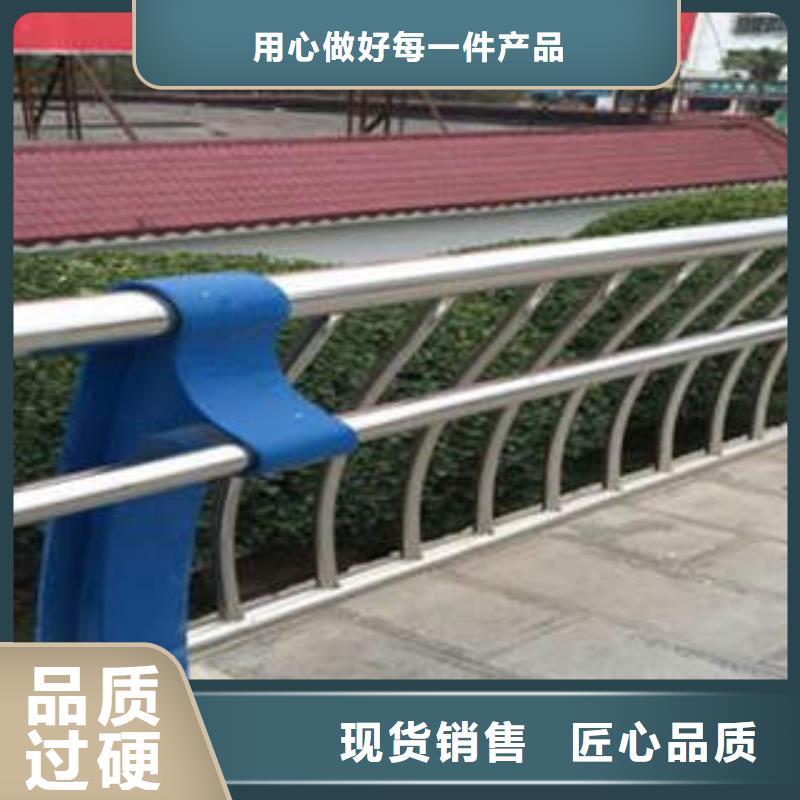
新乡封丘茂硕钢铁 有限公司实力雄厚,重信用、守合同,生产的 不锈钢碳素钢复合管护栏厂家拥有质量保证,逐步朝着具有实力、更专业、更现代化的企业前进,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。如果您对我们的 不锈钢碳素钢复合管护栏厂家感兴趣,请随时拨打新乡封丘茂硕钢铁 有限公司热线电话详细了解。


金属表面特种合金催化技术应用领域很广泛。和电镀相比,对环境的污染小,镀层性能好。经处理后,工件的硬度和抗磨损能力大大提高,在整个工件上镀层分布均匀,只要镀液到达之处,都能够镀上镀层,而且镀层厚度均匀,不存在电镀特有的边角效应问题。这对于形状复杂及有小孔的零件,电镀方法难以解决,而化学镀能够很方便地解决这个问题。
化学镀将以其低能耗、低污染、工艺简单、使用方便和质优价廉取代高能耗,高污染的传统电镀工艺,并在一定的领域替代不锈钢复合管。催化合金工艺适用于各种金属材料,广泛用于粉末冶金、铸钢、铸铁、钢管、钢板、铜等材料的催化处理。
特种合金催化液在航空、机械、电子、化工、五金等各个领域具有广阔的市场和极大的需求量。具有极大的市场发展潜力,生产投资小、见效快,可以走先小投入、小规模,根据市场需求再扩大规模的滚动发展道路。
在注重时间、效率、经济效益的今天,不仅可为各种金属制品厂降低成本,并可大大缩短金属产品表面处理的时间,更为一些小型五金厂,零件厂解决了因产品批量小,大型电镀厂不愿为其加工的难题。
金属表面的防锈问题,是一个世界性的难题。传统的金属表面处理技术主要以电镀为主,但由其产生的高能耗、高污染等负面影响也越来越大,加之电镀厂投资大,技术稳定性差,加工产品价格昂贵,一般投资者也只能望而却步,开发一种先进的金属表面处理技术替代传统电镀工艺是大势所趋,必将为投资商,生产商带来巨大的经济效益和社会效益。
利用焊剂进行焊接的工艺有手工焊,带焊剂芯电弧焊和埋弧焊,这些焊接工艺都会在表面留下细小的焊剂颗粒,普通的清理方法无法将它们掉。这此颗粒将是缝隙腐蚀的腐蚀源,必须采用机械清理方法去除这些残留焊剂。



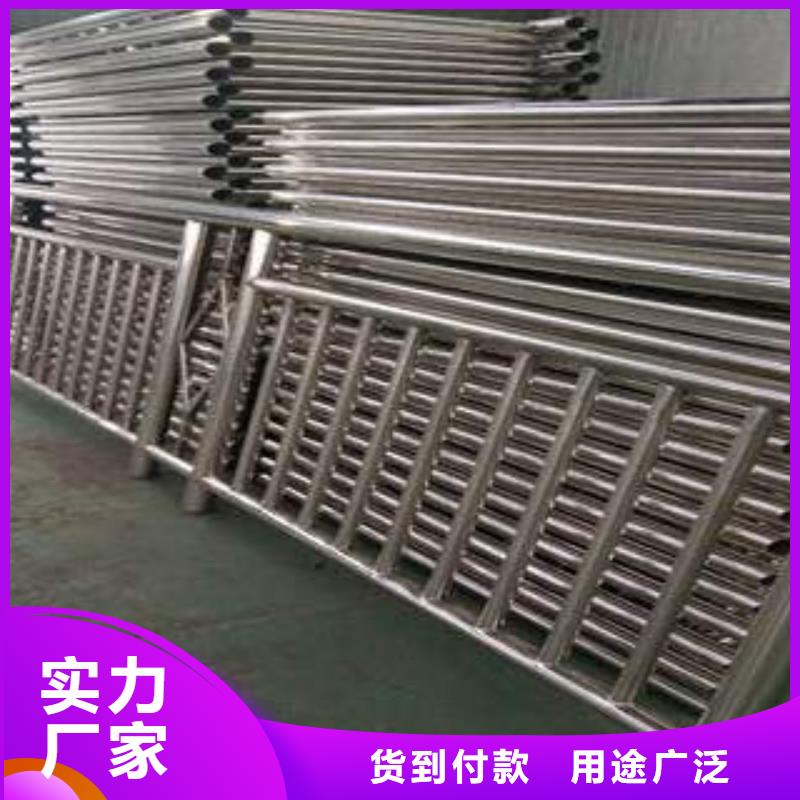
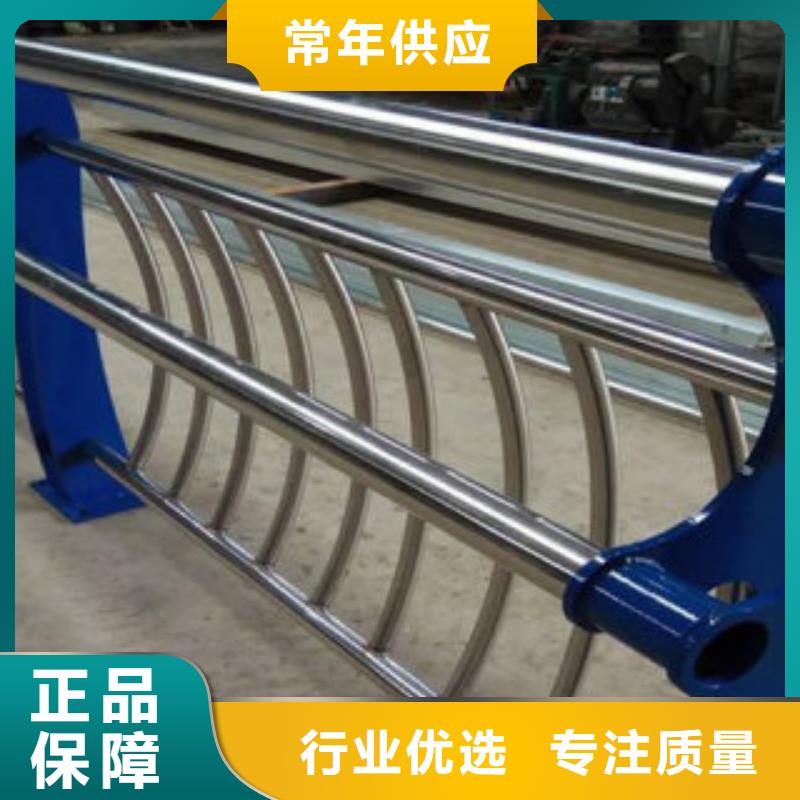
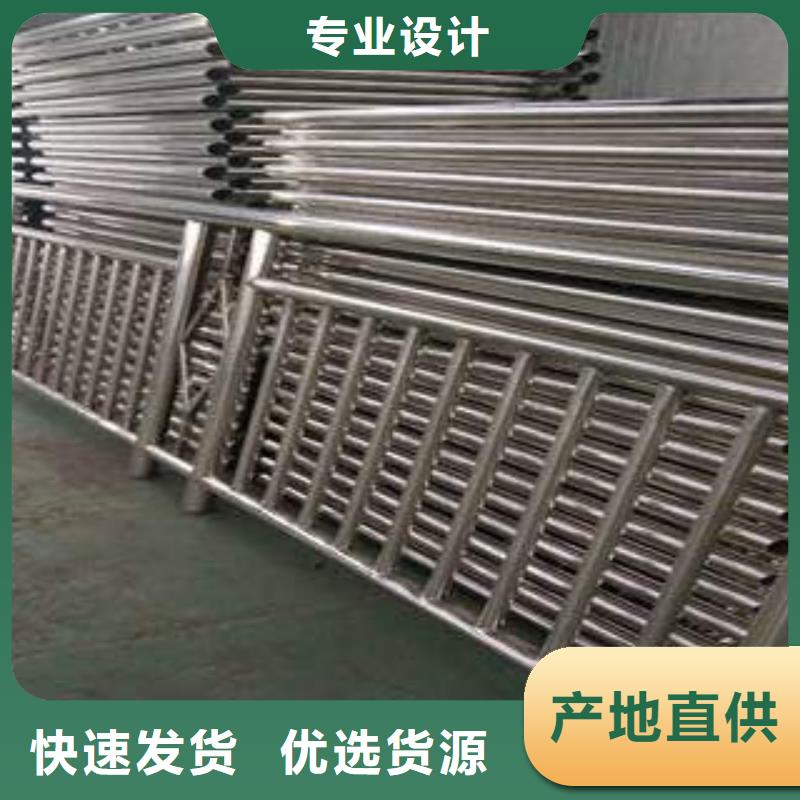
双金属复合管能实现材料的优势互补,节省合金元素,降低工程费用,在保证原基管各项性能的基础上,提高了管道的耐腐蚀性、耐磨性,延长了管道的使用寿命,是纯不锈钢管、铜管或其他耐腐蚀性合金管的替代产品。
由于复合钢管具有优良的综合性能,因此自20世纪60年代起,日、美、德、英和前苏联等都很重视复合钢管的开发及使用,从生产工艺、使用性能、检验方法等方面进行了大量的研究。目前双金属复合钢管的生产工艺已日趋完善,日本、美国、英国、瑞典、德国等处于好水平。复合管已经在腐蚀性较强的石油、石化企业、核工业以及医药、食品加工等领域获得广泛认同,也可通过内层复合耐磨金属,从而满足电厂粉煤、矿山矿粉和尾矿浆输送等高磨损工作环境的要求。而起步较晚,技术水平相对落后。
复合管是近10年发展较快的一种工程管道,品种、功能繁多,性能优越,形成了比较成熟的工艺技术,并且已经投产。主要的工艺方法很多比如热轧复合方法、热挤压复合法、铸造复合方法、爆炸焊接复合方法、组合式双金属复合管生产方法、激光包覆法等。在技术开发方面日本后来居上。据文献报道,日本在80年代初就陆续研制和开发了多种复合工艺。其中典型的热轧或热轧加冷成型工艺可以实现包覆材料与基材界面的冶金结合,质量优良。其产品广泛用于石油化工、化工行业、石油及天然气工业等。
目前双金属复合管的生产方法主要包括冷成型法、热成型法、离心铸造法、离心铝热剂法、爆炸焊成型法、电磁成型法等等。
复合管的热成型法:热成型制造工艺包括热轧和热挤压两种方法,前者主要适用于有缝复合管的生产,后者适用于无缝复合管的生产。
复合管的爆炸焊成型法:爆炸焊成型工艺是靠爆炸产生的冲击波,使内管发生塑性变形,紧贴外管,从而形成复合管。利用爆炸成型,覆层可小于0.2mm,熔合比小可达到5%;覆层紧密,产品适用性广。另外,利用爆炸焊可实现多种金属间的连接,有些是采用其他方法不能实现的。该方法的主要缺点是,界面非扩散冶金结合,对尺寸较长的复合管量很难准确确定,而且具有一定的危险性。


常用不锈钢复合钢管的几种焊接方式方法,常用的不锈钢复合钢管的焊接方法是手工焊(MMA),其次是金属极气体保护焊(MIG/MAG)和钨极惰性气体保护焊(TIG)。虽然这些焊接方法对不锈钢工业的大多数人而言是熟悉的,但是小编认为对于不锈钢复合钢管的焊接方式值得深入探讨。
:手工焊(MMA):手工焊是一种非常普遍的、易于使用的焊接方法.电弧的长度靠人的手进行调节,它决定于电焊条和工件之间缝隙的大小.同时,当作为电弧载体时,电焊条也是焊缝填充材料。这种焊接方法很简单,可以用来焊接几乎所有材料.对于室外使用,它有很好的适应性,即使在水下使用也没问题。大多数电焊机可以TIG焊接.在电极焊中,电弧长度决定于人的手:当你改变电极与工件的缝隙时,你也改变了电弧的长度.在大多数情况下,焊接采用直流电,电极既作为电弧载体,同时也作为焊缝填充材料.电极由合金或非合金金属芯丝和焊条药皮组成.这层药皮保护焊缝不受空气的侵害,同时稳定电弧.它还引起渣层的形成,保护焊缝使它成型.电焊条即可是钛型焊条,也可是缄性的,这决定于管材的厚度和成分.钛型焊条易于焊接,焊缝扁平美观.此外,焊渣易于去除.如果焊条贮存时间长,必须重新烘烤.因为来自空气的潮气会很快在焊条中积聚。
第二:MIG/MAG焊接:这是一种自动气体保护电弧焊接方法.在这种方法中,电弧在保护气体屏蔽下在电流载体金属丝和工件之间烧接.机器送入的金属丝作为焊条,在自身电弧下融化.由于MIG/MAG焊接法的通用性和特殊性的优点,至今她仍然是世界上为广泛的焊接方法.它使用于钢、非合金钢、低合金钢和高合金为基的材料.这使得它成为理想的生产和修复的焊接方法.当焊接钢时,MAG可以满足只有0.6mm厚的薄规格钢板的要求。这里使用的保护气体是活性气体,如二氧化碳或混合气体.的限制是当进行室外焊接时,必须保护工件不受潮,以保持气体的效果。
第三:TIG焊接:电弧在难熔的钨电焊丝和工件之间产生.这里使用的保护气体是纯氩气,送入的焊丝不带电.焊丝既可以手送,也可以机械送.也有一些特定用途不需要送入焊丝.被焊接的材料决定了是采用直流电还是交流电.采用直流电时,钨电焊丝设定为负极.因为它有很深的焊透能力,对于不同种类的钢是很合适的,但对焊缝熔池没有任何“清洁作用”. TIG焊接法的主要优点是可以焊接大材料范围广.包括厚度在0.6mm及其以上的工件,材质包括合金钢、铝、镁、铜及其合金、灰口铸铁、普通干、各种青铜、镍、银、钛和铅.主要的应用领域是焊接薄的和中等厚度的工件,在较厚的截面上作为焊根焊道使用。



不锈钢表面损伤和夹带外来物的清洗方法如下:
不锈钢的制作经常是在有粉尘的场地进行,空气中常带有许多粉尘,它们不断地落在设备表面。它们可以用水或碱性溶液去除掉。不过,有附着力的尘垢需要高压水或蒸气进行清理。除粉尘外,表面铁的来源很多,其中包括用普通碳钢钢丝刷清理和用以前在普碳钢,低合金钢或铸铁件上使用过的砂子、玻璃珠或其它磨料进行喷丸处理,或在不锈钢部件及设备附近对前面提到的非不锈钢制品进行修磨。
在下料或吊过过程中如果不对不锈钢采取保护措施,钢丝绳、吊具和工作台面上的铁很容易嵌入或玷污表面。制作前或制作过程中有时会看到不锈钢产品或设备上生锈,这说明表面受到严重污染。
设备投入使用前必须把锈掉,彻底清理过的表面应通过铁试验和/或水试验进行检验。 研磨和机加工都会造成表面粗糙,留有凹槽,重叠和毛刺等缺陷。
现在的公路护栏板通常采用镀锌钢板,由此产生的问题包括:钢板易氧化生锈、容易刮伤汽车、生产成本比较高、较轻的冲击力容易造成护栏变形、生产过程容易产生污染。
高速公路防撞护栏是重要的交通基础设施,我国高速公路是从80年代发展起来的,它对国民经济和社会的发展起着重要的影响作用。是高速公路重要维护和保障设施。
高速公路防撞护栏是典型的冷弯型钢产品,精密送料冲孔,18道轧辊缓慢成型,计算机定尺切断等先进的工艺条件,限度保证了防撞护栏板的形位尺寸和线形度。其截面尺寸完全符合YB4081-92标准要求。产品用途:广泛用于高速公路。材质:不锈钢复合管。
PVC高速公路新型防撞护栏与现有技术相比,具有抗冲击性好、成本低、寿命长、性更高、绿色环保等优点 栏板的宽度310MM,厚度:3MM、4MM。 1吨护栏板可铺:3MM厚的80米,4MM厚的61米 。每公里3MM厚的重12.3吨,4MM厚的重16.388吨。
- 多年专注不锈钢护栏生产的厂家 2025-09-04
- 优质不锈钢复合管库存充足 2025-09-04
- 不锈钢井盖-不锈钢井盖现货供应 2025-09-04
- 球墨铸铁管-全国发货 2025-09-04
- 实力雄厚的不锈钢复合管栏杆供应商 2025-09-04
- 复合管防撞护栏厂家直售 2025-09-04
- 聚氨酯保温管生产厂家 支持定制 2025-09-04
- 不锈钢厂家质优价廉 2025-09-04
- 合金管 2025-09-04
- 伸缩楼梯技术参数 2025-09-04
- 价格合理的不锈钢复合管经销商 2025-09-04
- 不锈钢板-生产基地-可全国发货 2025-09-04
- H型钢弯曲机厂家现货直发 2025-09-04
- 实验台型号款式按需定制 2025-09-04
- 防撞护栏-防撞护栏货源足 2025-09-04
产品






联系方式
