您当前的位置:商助贸易宝 » 光明商助贸易宝 »光明产品 » 在销售镀锌管的厂家地址
在销售镀锌管的厂家地址
更新时间:2025-10-21 15:53:05 ip归属地:深圳,天气:阵雨,温度:19-22 浏览:1次


- 发布企业
- 星腾伟业金属材料(深圳市光明区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 无缝钢管
- 所在地
- 开发区汇通物流园B115
- 联系电话
- 0635-8885600
- 手机
- 18865278086
- 联系人
- 任威 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:深圳市光明区在销售镀锌管的厂家地址的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 在销售镀锌管的地址供应范围覆盖广东省、深圳市、光明区、罗湖区、福田区、南山区、宝安区、龙岗区、盐田区、横岗街道、平湖街道、南山区、坂田街道、观澜街道、西丽街道、龙岗区、民治街道、沙井街道、石岩街道、公明街道、坪山区、松岗街道、梅林街道、蛇口街道、罗湖区、龙华街道、福永街道、大浪街道、福田区、南头镇、东门街道、布吉街道、坑梓街道、大梅沙社区、沙头角街道、宝安区、西乡街道等区域。 |
【星腾伟业】持续拓展产品矩阵,现有福永无缝钢管N年生产经验、坂田无缝钢管真正的源头厂家等,满足不同场景需求。在销售镀锌管的厂家地址,星腾伟业金属材料(深圳市光明区分公司)为您提供在销售镀锌管的厂家地址产品案例,联系人:任威,电话:【0635-8885600】、【18865278086】。 广东省,深圳市,光明区 光明区,隶属于广东省深圳市,位于深圳市西北部,东至观澜、西接松岗、南抵石岩、北与东莞市接壤。光明区下辖光明、公明、新湖、凤凰、玉塘、马田6个街道,辖区总面积156.1平方千米,区人民政府驻光明街道广场路1号。截至2022年末,光明区常住人口为115.09万人。
想要了解在销售镀锌管的厂家地址产品吗?我们的视频介绍将为您展现产品的每个细节和特点,快来观看吧!
以下是:深圳光明在销售镀锌管的厂家地址的图文介绍
星腾伟业金属材料有限公司
包退换货厂家新品信誉保证
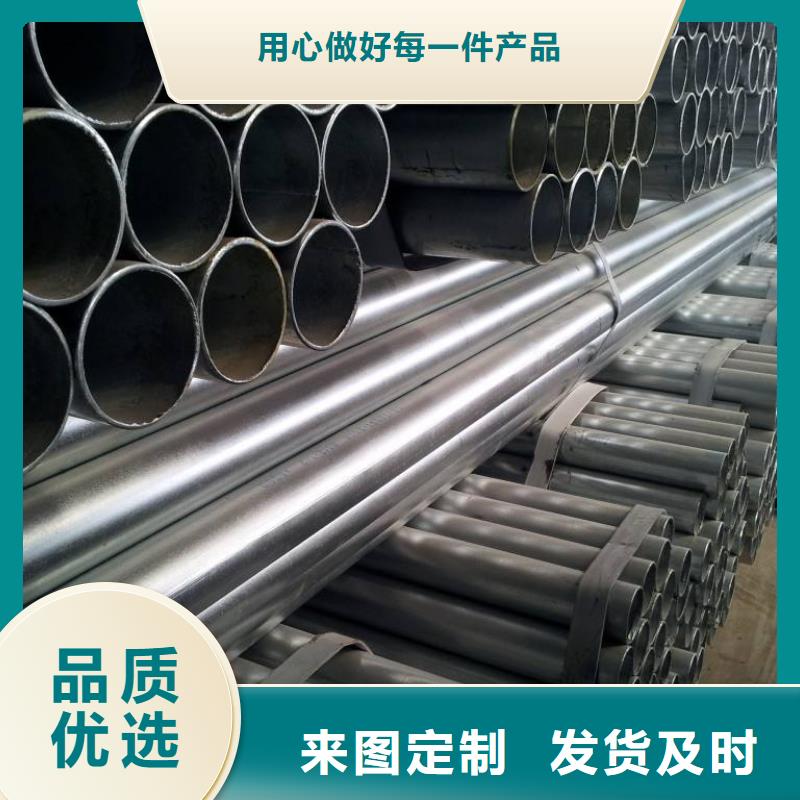
深圳光明无缝钢管

深圳光明无缝钢管的详细介绍
匠心打造物有所值

镀锌钢管,它有着耐腐蚀性能和使用寿命长的双重优点,并且价格相应比较低廉,所以现在它的使用率也是越来越高了,但是有的使用者在焊接镀锌管时不注意,导致了一些不必要的麻烦,那么镀锌管在焊接时都应该注意哪些问题呢? 01 前提是要打磨
必须把焊接处的镀锌层打磨掉,否则会产生气泡、沙眼、假焊等。还会使焊缝变脆,刚性下降。
02 镀锌钢的焊接特点
镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°C,沸点908°C左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位置。锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成“液体金属脆化”。同时,锌与铁可形成金属间脆性化合物,这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。如果焊接角焊缝,尤其是T形接头的角焊缝容易产生穿透裂纹。镀锌钢焊接时,坡口表面及边缘处的锌层,在电弧热作用下,产生氧化、熔化、蒸发以至挥发出白色烟尘和蒸汽,极易引起焊缝气孔。由于氧化而形成的ZnO,其熔点较高,约1800°C以上,若在焊接过程中参数偏小,将引起ZnO夹渣,同时。由于Zn成为脱氧剂。产生FeO-MnO或FeO-MnO-SiO2低熔点氧化物夹渣。其次,由于锌的蒸发,挥发出大量的白色烟尘,对人体有刺激、伤害作用,因此,必须把焊接处的镀锌层打磨处理掉。 03 焊接工艺控制
镀锌钢的焊前准备与一般的低碳钢是相同的,需要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊透,坡口尺寸要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,在焊之前,可将坡口内的镀锌层以后再焊。
在实际工作中,采用了集中打坡口,不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透的可能性。焊条应根据镀锌刚管的基体材质选用,一般低碳钢由于考虑易操作性,选用J422较为普遍。
焊接手法:在焊多层焊的 层焊缝时,尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。在焊角焊缝时,同样在 层尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,其方法是先将焊条端部向前移出约5~7mm左右,当使锌层熔化后再回到原来位置继续向前施焊。再横焊和立焊时,如选用短渣焊条如J427,咬边倾向会很小;如果采用前后往返运条技术,更可以得到无缺陷的焊接质量。

匠心制作
微观细节见品质






面向未来,深圳光明星腾伟业金属材料有限公司将继续以为用户创造价值为己任,以【无缝钢管】产品质量为核心、以优质服务为重点,以精细化管理为保障,以创新驱动为动力,追求市场较大化,与海内外客商一道,携手并进,在发展中共赢,在共赢中发展,努力实现融通天下!

今年在深圳市光明区购买在销售镀锌管的厂家地址有了新选择,星腾伟业金属材料(深圳市光明区分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的在销售镀锌管的厂家地址产品。如需购买或咨询,请随时联系我们,联系人:任威-【18865278086】,地址:开发区汇通物流园B115。
我们的其他产品