公司新闻
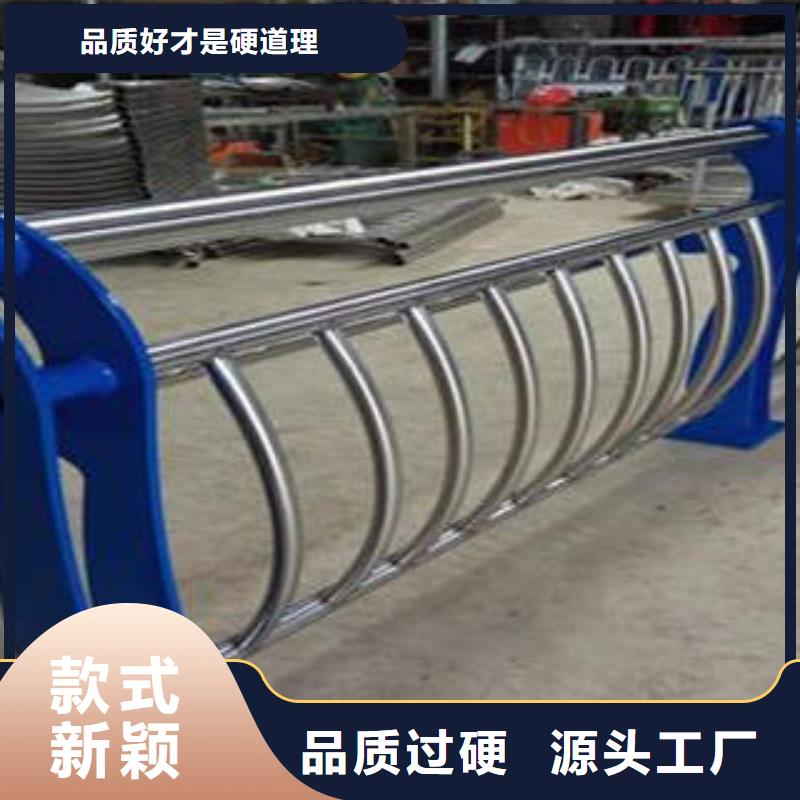
销售不锈钢复合管的厂家
更新时间: 2025-10-22 15:48:57 ip归属地:青海,天气:多云转小雨,温度:3-14 浏览:5次
以下是:青海省销售不锈钢复合管的厂家的产品参数
【茂硕 】以匠心打造多元场景产品,涵盖海东不锈钢碳素钢复合管护栏厂家诚信厂家、果洛不锈钢碳素钢复合管护栏厂家当地货源等。销售不锈钢复合管的厂家,茂硕钢铁 (青海省分公司)专业从事销售不锈钢复合管的厂家,联系人:付经理,电话:【13258995901】、【13258995901】,以下是销售不锈钢复合管的厂家的详细页面。 青海省 2022年,青海省生产总值3610.07亿元,按可比价格计算,比上年增长2.3%;人均生产总值为60724元,比上年增长2.1%。
走进真实的场景,感受产品的独特魅力!我们的销售不锈钢复合管的厂家视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。
以下是:青海销售不锈钢复合管的厂家的图文介绍


青海茂硕钢铁 有限公司主营产品有 不锈钢碳素钢复合管护栏厂家,本公司库存量充足,品种齐全,并且可以根据客户要求加工定做。公司历经几年的发展,现已成为行业领先、工艺技术装备水平高、品种规格齐全的射线防护生产销售于一体的企业,并与各大厂商组建联合销售。我公司以“雄厚的技术力量、高品质的产品、合理的价格及周到快捷的服务作为不懈进取的准则;不断的向新老客户提供更好、更新、更的技术支持。诚信为根,质量为本、价格合理是我们的宗旨。青海茂硕钢铁 有限公司欢迎新老客户来公司参观指导或来电、来函洽淡业务。服务三保:保证质量、保证时间、保证数量服务宗旨:雄厚的实力、优质的产品、低廉的价格、的服务。郑重承诺:保证以优质的质量、良心的价格、完善的服务来答谢新老顾客的信赖!


冷成型法:冷成型制造工艺的基本特征是将预加工好的薄壁不锈钢管套入碳钢管中,然后通过机械方法使不锈钢管紧紧贴合在碳钢管内壁上。薄壁不锈钢管有两种获得途径:一种是通过选择合适规格的无缝不锈钢管,通过旋压的方法使之变薄,达到要求的外径和厚度;另一种是用薄的不锈钢板或钢带在专用的制管机上用tig焊接成直缝或螺旋缝不锈钢管。采用拉拔、胀接、旋压和滚压等方法使不锈钢管紧紧贴合在碳钢管内壁上,其中拉拔和胀接为常用。拉拔是取两根分别制成的无缝钢管,将一根套在另一根外面,然后将两管通过一模具同时进行拉拔,从而实现紧密配合的机械结合。这种管的优点是生产工艺比较简单,价格较便宜。缺点是界面非扩散结合,只是依靠对外层进行的冷加工来获得紧密配合,因此冷加工复合管如果遭遇高温就有分层倾向,复合管会因应力释放而失效。这就限制了冷加工管的使用环境和应用领域。胀接分机械胀接和液压胀接两种。机械胀接是目前生产不锈钢复合管的一种主要方法,它是利用滚胀芯轴回转挤压使复合管内管发生塑性变形,外管发生弹性变形,从而使复合管的外管对内管产生接触压力,以达到复合管内外壁的紧密贴合。液压胀接原理与机械胀接相同,只是用管内高压水施压代替滚胀芯轴回转挤压。机械胀接时胀接力大小难以确定,易发生欠胀或过胀,且多次滚胀易造成衬里开裂。液压胀接时胀接力均匀且大小可进行计算,因此更具优越性。两种胀接法的共同缺点是内外层只是机械结合,和拉拔成型一样,在高温环境下会因应力松弛而分层失效。
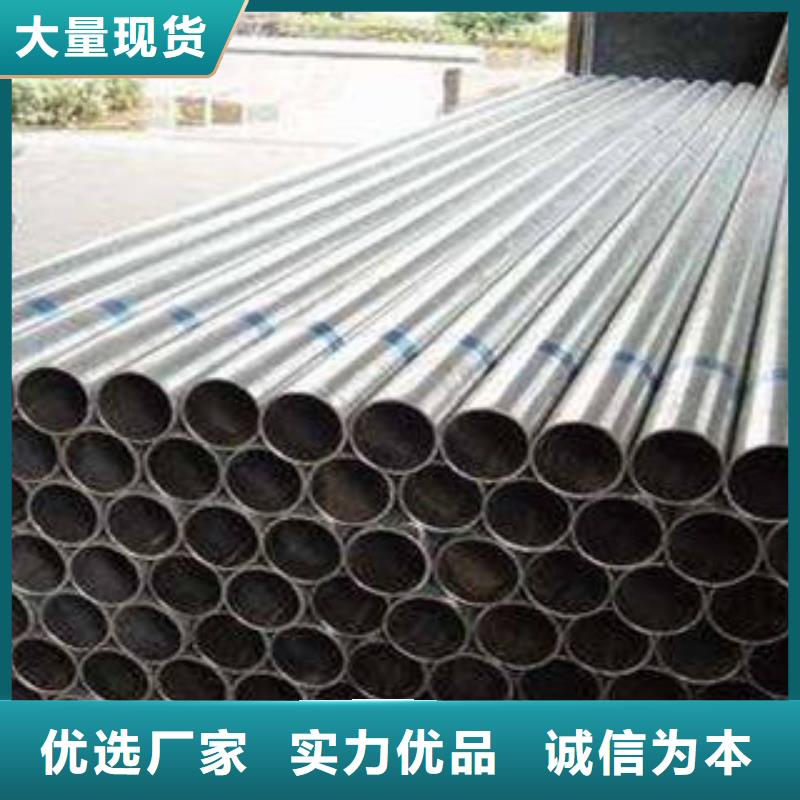
目前金属复合无缝管冷成型法大致有以下两种:内扩涨型和外减径型。① 内扩涨型,即:采用两种材质的无缝管相互穿套(如外管采用一般普碳钢无缝钢管,内穿一薄壁不锈钢管作为内层金属管),在内管中施以高压,使内层无缝管发生塑性变形外层无缝管仅产生弹性变形,从而使内管与外管紧密结合,形成双金属复合无缝管。② 外减径型,即:仍采用两种材质的无缝管相互穿套,对外层管进行减径拉拔或轧制,使内管与外管紧密结合,形成双金属复合无缝管。以上两种工艺生产的金属复合无缝管的不足之处在于:生产成本高昂,内外管均必须采用现成的热轧或冷拔无缝管,加上其后的内涨或减径工序使其制造成本大幅度上升;以上两种类型的无缝管并非完全意义上的金属复合,两层金属相互间并无冶金熔合,在受轴向力的情况下内外两层金属难以传递和均衡外力,在需要热传递的应用领域,由于内外两层金属间存在间隙,热阻必将大幅度增加。
目前金属复合无缝管冷成型法大致有以下两种:内扩涨型和外减径型。① 内扩涨型,即:采用两种材质的无缝管相互穿套(如外管采用一般普碳钢无缝钢管,内穿一薄壁不锈钢管作为内层金属管),在内管中施以高压,使内层无缝管发生塑性变形外层无缝管仅产生弹性变形,从而使内管与外管紧密结合,形成双金属复合无缝管。② 外减径型,即:仍采用两种材质的无缝管相互穿套,对外层管进行减径拉拔或轧制,使内管与外管紧密结合,形成双金属复合无缝管。以上两种工艺生产的金属复合无缝管的不足之处在于:生产成本高昂,内外管均必须采用现成的热轧或冷拔无缝管,加上其后的内涨或减径工序使其制造成本大幅度上升;以上两种类型的无缝管并非完全意义上的金属复合,两层金属相互间并无冶金熔合,在受轴向力的情况下内外两层金属难以传递和均衡外力,在需要热传递的应用领域,由于内外两层金属间存在间隙,热阻必将大幅度增加。




不锈钢复合管怎么焊接?
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。


选购销售不锈钢复合管的厂家来青海省找茂硕钢铁 (青海省分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:付经理-【13258995901】,地址:[开发区新区天津路18号]。
其他新闻
- ##法兰源头厂家##有限集团 2025-10-22
- 耐候板今日报价 2025-10-22
- 封箱机市场批发价 2025-10-22
- 工字钢角钢槽钢承接公司 2025-10-22
- 不锈钢复合管栏杆先考察在购买 2025-10-22
- 封口机价格便宜 2025-10-22
- 出货快的不锈钢板厂家 2025-10-22
- 无缝钢管先考察在购买 2025-10-22
- #玻璃钢采光板#-重信誉厂家 2025-10-22
- 不锈钢复合管1_服务优质 2025-10-22
- 合金管厂家数十年行业经验 2025-10-22
- 众点物流批发_众点物流公司 2025-10-22
- 有现货的景区护栏供应商 2025-10-22
- 玻璃钢采光板加工厂家 2025-10-22
- 无缝钢管、无缝钢管厂家直销-库存充足 2025-10-22
产品分类
产品









联系方式
