您当前的位置:商助贸易宝 » 贵港商助贸易宝 »贵港产品 » 不锈钢复合管厂家发货迅速
不锈钢复合管厂家发货迅速
更新时间:2025-09-05 01:08:26 ip归属地:贵港,天气:雾转多云,温度:25-35 浏览:2次

- 发布企业
- 茂硕钢铁 (贵港市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
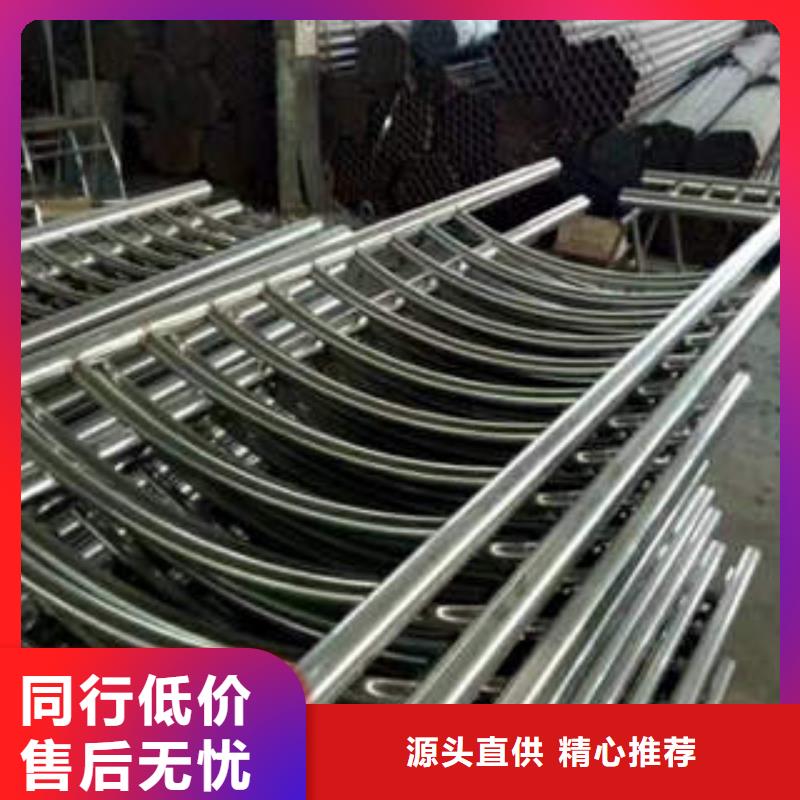
- 不锈钢碳素钢复合管护栏厂家
- 所在地
- 开发区新区天津路18号
- 联系电话
- 13258995901
- 手机
- 13258995901
- 联系人
- 付经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:广西省贵港市不锈钢复合管厂家发货迅速的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 不锈钢复合管供应范围覆盖广西省、桂林市、南宁市、柳州市、梧州市、北海市、钦州市、贵港市、玉林市、百色市、贺州市、河池市、来宾市、崇左市、防城港市 港北区、港南区、覃塘区、平南县、桂平市等区域。 |
【茂硕 】以匠心打造多元场景产品,涵盖桂平不锈钢碳素钢复合管护栏厂家厂家直销售后完善、平南不锈钢碳素钢复合管护栏厂家诚信经营现货现发、梧州不锈钢碳素钢复合管护栏厂家多种规格可选、北海不锈钢碳素钢复合管护栏厂家专业供货品质管控、崇左不锈钢碳素钢复合管护栏厂家严格把控质量、钦州不锈钢碳素钢复合管护栏厂家专业厂家等。不锈钢复合管厂家发货迅速,茂硕钢铁 (贵港市分公司)为您提供不锈钢复合管厂家发货迅速的资讯,联系人:付经理,电话:【13258995901】、【13258995901】。 广西壮族自治区,贵港市 贵港市,古称贵州、贵县,别称荷城,位于中华人民共和国广西壮族自治区东南部,广西壮族自治区辖地级市,西江流域中游,浔郁平原中部,是珠江—西江经济带重要节点城市,大西南出海通道的重要门户,中缅油气管道天然气管道终点。贵港港为中国西部地区内河大港,智慧城市试点城市,西江黄金水道流经市境。东临梧州、南临玉林和钦州、西接南宁、北邻来宾。总面积10602平方千米。截至2022年末,贵港市常住人口435.56万人。
想要更直观地了解不锈钢复合管厂家发货迅速产品吗??产品视频,带你走进产品世界
以下是:广西贵港不锈钢复合管厂家发货迅速的图文介绍

常用不锈钢复合钢管的几种焊接方式方法,常用的不锈钢复合钢管的焊接方法是手工焊(MMA),其次是金属极气体保护焊(MIG/MAG)和钨极惰性气体保护焊(TIG)。虽然这些焊接方法对不锈钢工业的大多数人而言是熟悉的,但是小编认为对于不锈钢复合钢管的焊接方式值得深入探讨。
:手工焊(MMA):手工焊是一种非常普遍的、易于使用的焊接方法.电弧的长度靠人的手进行调节,它决定于电焊条和工件之间缝隙的大小.同时,当作为电弧载体时,电焊条也是焊缝填充材料。这种焊接方法很简单,可以用来焊接几乎所有材料.对于室外使用,它有很好的适应性,即使在水下使用也没问题。大多数电焊机可以TIG焊接.在电极焊中,电弧长度决定于人的手:当你改变电极与工件的缝隙时,你也改变了电弧的长度.在大多数情况下,焊接采用直流电,电极既作为电弧载体,同时也作为焊缝填充材料.电极由合金或非合金金属芯丝和焊条药皮组成.这层药皮保护焊缝不受空气的侵害,同时稳定电弧.它还引起渣层的形成,保护焊缝使它成型.电焊条即可是钛型焊条,也可是缄性的,这决定于管材的厚度和成分.钛型焊条易于焊接,焊缝扁平美观.此外,焊渣易于去除.如果焊条贮存时间长,必须重新烘烤.因为来自空气的潮气会很快在焊条中积聚。
第二:MIG/MAG焊接:这是一种自动气体保护电弧焊接方法.在这种方法中,电弧在保护气体屏蔽下在电流载体金属丝和工件之间烧接.机器送入的金属丝作为焊条,在自身电弧下融化.由于MIG/MAG焊接法的通用性和特殊性的优点,至今她仍然是世界上为广泛的焊接方法.它使用于钢、非合金钢、低合金钢和高合金为基的材料.这使得它成为理想的生产和修复的焊接方法.当焊接钢时,MAG可以满足只有0.6mm厚的薄规格钢板的要求。这里使用的保护气体是活性气体,如二氧化碳或混合气体.的限制是当进行室外焊接时,必须保护工件不受潮,以保持气体的效果。
第三:TIG焊接:电弧在难熔的钨电焊丝和工件之间产生.这里使用的保护气体是纯氩气,送入的焊丝不带电.焊丝既可以手送,也可以机械送.也有一些特定用途不需要送入焊丝.被焊接的材料决定了是采用直流电还是交流电.采用直流电时,钨电焊丝设定为负极.因为它有很深的焊透能力,对于不同种类的钢是很合适的,但对焊缝熔池没有任何“清洁作用”. TIG焊接法的主要优点是可以焊接大材料范围广.包括厚度在0.6mm及其以上的工件,材质包括合金钢、铝、镁、铜及其合金、灰口铸铁、普通干、各种青铜、镍、银、钛和铅.主要的应用领域是焊接薄的和中等厚度的工件,在较厚的截面上作为焊根焊道使用。


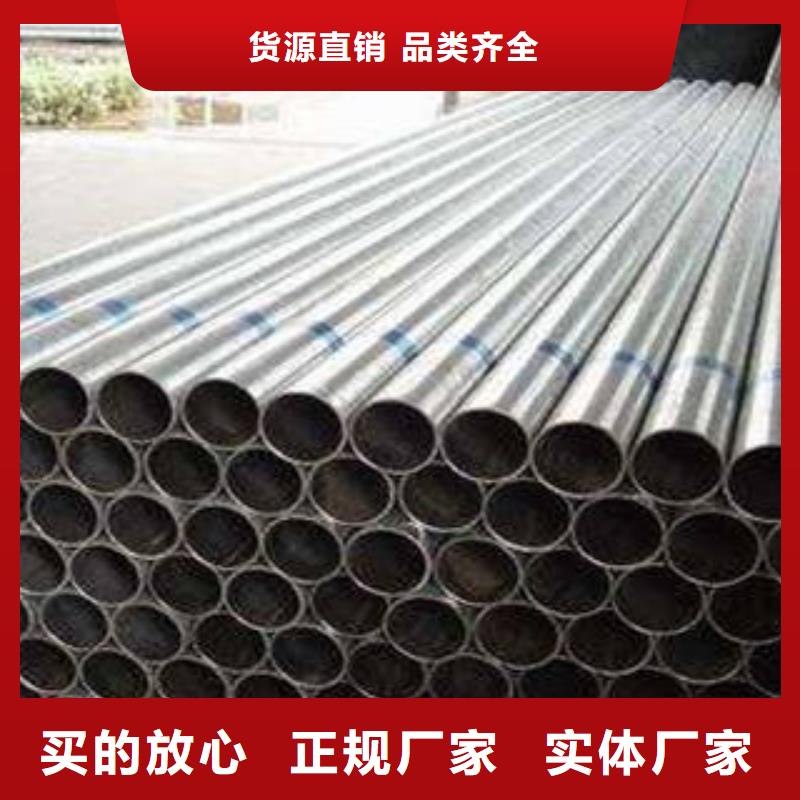
什么是不锈钢复合管?不锈钢复合管由不锈钢和碳素结构钢两种金属材料使用压力同步复合材料新的无损,两个不锈钢耐腐蚀耐磨损和美丽的外表,以及碳钢良好的抗弯强度和抗冲击性。符合节能和普遍原则。不锈钢复合管在2002年正式颁布的标准GB / t18704 - 2002,从材料选择、质量检验等有一套严格的管理,由于外形美观,其价格低的优点。
不锈钢复合管的含义是什么?不锈钢管材料为铁管,铁管的外包裹着不锈钢层,比较坚固,在管口封闭良好的情况下可以确保防锈期和纯不锈钢一样。
防止不锈钢复合管焊接起裂纹的办法?首先在焊接前期要选择跟不锈钢复合管材质一样的焊条来焊接,一定要确定你的不锈钢复合管的材质规格,不一样的材质焊接到一起肯定会起反应的,焊材使用错误就会导致不锈钢复合管有裂纹现象出现,稀释率高也能导致裂纹,不锈钢复合管的焊接层面不应高于150度以上。你可以让电弧热量偏向不锈钢复合管侧。层间温度能够控制150度左右。
所谓不锈钢无缝钢管与碳钢无缝钢管的差异,主要是指在不锈钢和碳钢的设计规则的差异,也就是说这两种钢的设计规则不能通用。这些差异如下:
不锈钢设计规则不能用于碳钢是因为有3个根本区别,不锈钢和碳钢:,冷加工不锈钢硬化,例如,当弯曲是各向异性的,即:水平和垂直的性能差异。可以使用通过冷加工和增加强度,但如果与弯区总面积小,可以忽略不计的增加相比,增加了强度系数有一定程度的增加。第二,不同的应力-应变曲线的形状,不锈钢产量应力弹性极限约为50%,小值的情况下,标准中所规定的,屈服应力值低于产量碳钢的应力值。第三,不锈钢无屈服点,通常由ó0.2代表屈服应力被认为是相等的值。
不锈钢复合管的含义是什么?不锈钢管材料为铁管,铁管的外包裹着不锈钢层,比较坚固,在管口封闭良好的情况下可以确保防锈期和纯不锈钢一样。
防止不锈钢复合管焊接起裂纹的办法?首先在焊接前期要选择跟不锈钢复合管材质一样的焊条来焊接,一定要确定你的不锈钢复合管的材质规格,不一样的材质焊接到一起肯定会起反应的,焊材使用错误就会导致不锈钢复合管有裂纹现象出现,稀释率高也能导致裂纹,不锈钢复合管的焊接层面不应高于150度以上。你可以让电弧热量偏向不锈钢复合管侧。层间温度能够控制150度左右。
所谓不锈钢无缝钢管与碳钢无缝钢管的差异,主要是指在不锈钢和碳钢的设计规则的差异,也就是说这两种钢的设计规则不能通用。这些差异如下:
不锈钢设计规则不能用于碳钢是因为有3个根本区别,不锈钢和碳钢:,冷加工不锈钢硬化,例如,当弯曲是各向异性的,即:水平和垂直的性能差异。可以使用通过冷加工和增加强度,但如果与弯区总面积小,可以忽略不计的增加相比,增加了强度系数有一定程度的增加。第二,不同的应力-应变曲线的形状,不锈钢产量应力弹性极限约为50%,小值的情况下,标准中所规定的,屈服应力值低于产量碳钢的应力值。第三,不锈钢无屈服点,通常由ó0.2代表屈服应力被认为是相等的值。



轧制是一种传统的制备复合金属的方法。热轧复合实质上属于压力焊,如果变形量足够大,轧辊施加的压力就会破坏金属表面的氧化膜,使表面达到原子接触,从而使两表面焊在一起。轧制的优缺点分别为:
优点:生产率高、质量好、成本低,并可大量节省金属材料的损耗,因此是目前应用极为广泛的复合材料生产技术。轧制结合的复合板占复合板总产量的90%,而且经常应用于壁厚小于32mm的管材的加工。
缺点:一次性投资大,而且很多材料组合不能通过轧制复合实现。目前应用广泛的还是利用轧制工艺进行碳钢、不锈钢有缝复合管的制造。
热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。复合挤压的优缺点分别为:
优点:界面为冶金结合;挤压过程中涉及的力完全是压应力,因此特别适合于热加工性不好、塑性低的高合金金属的加工。
缺点:由于结合决定于挤压过程中极短时间内的元素界面扩散,通常会因氧化物膜的存在而受到影响,因此目前复合挤压仅限于碳钢、不锈钢和高镍合金间的复合。需要指出的是,热挤压的变形抗力小,允许每次变形程度大,导致表面粗糙度较高,因此也有先热挤压再进行冷轧(或冷拔)制造复合管的方法。
优点:生产率高、质量好、成本低,并可大量节省金属材料的损耗,因此是目前应用极为广泛的复合材料生产技术。轧制结合的复合板占复合板总产量的90%,而且经常应用于壁厚小于32mm的管材的加工。
缺点:一次性投资大,而且很多材料组合不能通过轧制复合实现。目前应用广泛的还是利用轧制工艺进行碳钢、不锈钢有缝复合管的制造。
热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。复合挤压的优缺点分别为:
优点:界面为冶金结合;挤压过程中涉及的力完全是压应力,因此特别适合于热加工性不好、塑性低的高合金金属的加工。
缺点:由于结合决定于挤压过程中极短时间内的元素界面扩散,通常会因氧化物膜的存在而受到影响,因此目前复合挤压仅限于碳钢、不锈钢和高镍合金间的复合。需要指出的是,热挤压的变形抗力小,允许每次变形程度大,导致表面粗糙度较高,因此也有先热挤压再进行冷轧(或冷拔)制造复合管的方法。



广西贵港茂硕钢铁 有限公司是一家主要生产 不锈钢碳素钢复合管护栏厂家的大型企业。多年来凭借雄厚的技术实力,优质成熟的产品,完善的服务体系,取得了迅猛的发展,广西贵港茂硕钢铁 有限公司将充分发挥自身优势,秉承“科技领先,服务市场,诚信待人,追求完美”的宗旨和“产 品就是人品”的企业理念,不断进行技术创新、设备创新、服务创新、和管理方式创新来继续研发出更多满足未来发展需要的产品,推动我们 不锈钢碳素钢复合管护栏厂家事业的发展。


不锈钢复合管怎么焊接?
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。


选购不锈钢复合管厂家发货迅速来广西省贵港市找茂硕钢铁 (贵港市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:付经理-【13258995901】,地址:[开发区新区天津路18号]。
我们的其他产品