直缝焊管工厂-厂家
更新时间:2025-09-06 17:42:15 ip归属地:吕梁,天气:晴,温度:11-25 浏览:1次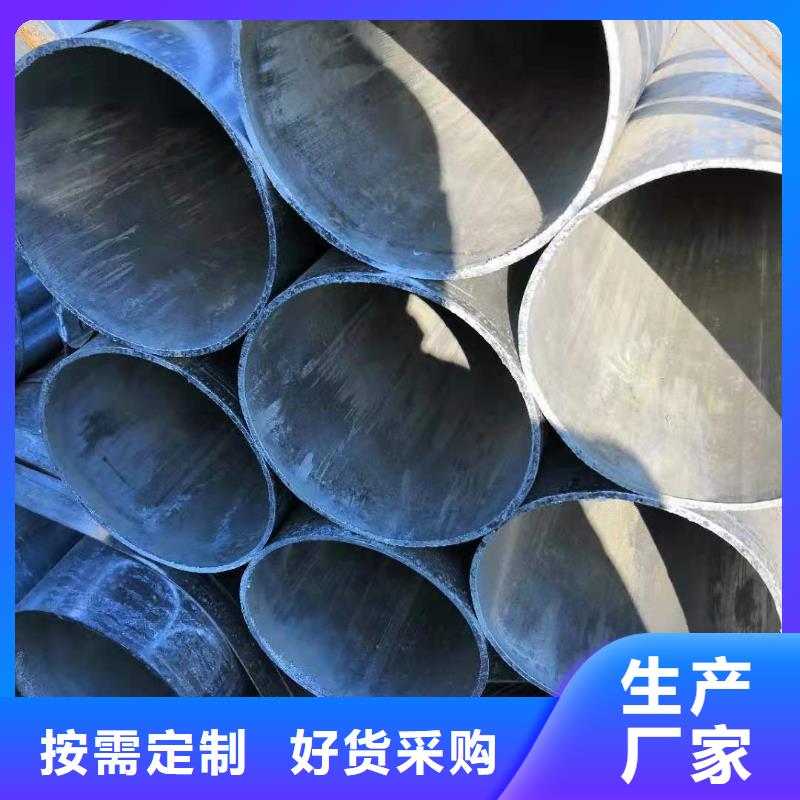


- 发布企业
- 恒鑫达钢管(吕梁市石楼县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 方矩管、直缝焊管
- 所在地
- 静海区大邱庄镇静王路500米
- 联系电话
- 15122786894
- 手机
- 15222754782
- 联系人
- 周金福 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:吕梁市石楼县直缝焊管工厂-厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 直缝焊管工厂-供应范围覆盖山西省、吕梁市、石楼县、离石区、文水县、交城县、兴县、临县、柳林县、岚县、方山县、中阳县、交口县、孝义市、汾阳市等区域。 |
【恒鑫达】业务覆盖多元场景,提供以下产品和服务:孝义方矩管、直缝焊管匠心制造、兴县方矩管、直缝焊管批发供应等。直缝焊管工厂-厂家,恒鑫达钢管(吕梁市石楼县分公司)专业从事直缝焊管工厂-厂家,联系人:周金福,电话:【15122786894】、【15222754782】,以下是直缝焊管工厂-厂家的详细页面。 山西省,吕梁市,石楼县 石楼县隶属于山西省吕梁市,位于吕梁山西麓,黄河东岸。地理坐标为东经110°28′~111°06′,北纬36°51′~37°16′。总面积1734平方千米。石楼县属暖温带大陆性气候。截至2021年10月,石楼县辖5个镇、4个乡。县人民政府驻灵泉镇。截至2021年7月,石楼县总人口达12.1万。
为了给您提供更的直缝焊管工厂-厂家产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:吕梁石楼直缝焊管工厂-厂家的图文介绍
吕梁石楼恒鑫达钢管有限公司还拥有一支高素质、高技术、高水准的专业技术团队,秉承“品质优先,客户至上”的经营理念和“团结、开拓、务实、求精”的管理机制,凭借上乘的质量、优良的服务和良好的信誉,和众多企业达成良好的合作关系。不断进取,努力做好 方矩管,直缝焊管产品。



直缝焊管和螺旋焊管都是焊接钢管的一种,它们在国民生产建设中应用广泛,直缝焊管和螺旋焊管因生产工艺不同因此具有许多不同之处,下面具体讨论下直缝焊管和螺旋焊管的区别。直缝焊管生产工艺相对简单,主要生产工艺有高频焊直缝焊管和埋弧焊直缝焊管,直缝管生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,主要生产工艺是埋弧焊,螺旋焊管能用同样宽度的坯料生产管径不同的焊管,还可以用较窄的坯料生产管径较大的焊管。螺旋焊管与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。在业内生产较大口径直缝焊管时会使用丁字焊技术,即将一段段短的直缝焊管再进行对接,接成符合工程需要的长度,丁字焊直缝焊管缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。
钢管承压能力强,塑性好,便于焊接和加工成型;经过各种严格和科学检验和测试,使用可靠,钢管口径大,输送效率高,并可节省铺设管线的投资。主要用于铺设输送石油、天然气等的管线。一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
大口径钢管冷却时,当冷却速度愈快,含碳量和合金成分愈高,冷却过程中在热应力作用下产生的不均匀塑性变形愈大, 形成的残余应力就愈大。另一方面钢在热处理过程中由于组织的变化即奥氏体向马氏体转变时,因比容的增大会伴随工件体积的膨胀,工件各部位先后相变,造成体积长大不一致而产生组织应力。组织应力变化的终结果是表层受拉应力,心部受压应力,恰好与热应力相反。
钢管的类别有很多种,按不同的方法分为不同的类型,今天我们按照生产方法给大家介绍几种类型。焊接钢管因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管,因其焊接形式的不同分为直缝焊管和螺旋焊管两种,因其端部形状又分为圆形焊管和异型(方、扁等)焊管。无缝钢管按生产方法可分为:热轧无缝管、冷拔管、精密钢管、热扩管、冷旋压管和挤压管等。根据生产方法,大致可以分为以上这些类型,我公司是钢管生产厂家,拥有多年的经验,欢迎新来客户前来选购。
钢管承压能力强,塑性好,便于焊接和加工成型;经过各种严格和科学检验和测试,使用可靠,钢管口径大,输送效率高,并可节省铺设管线的投资。主要用于铺设输送石油、天然气等的管线。一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
大口径钢管冷却时,当冷却速度愈快,含碳量和合金成分愈高,冷却过程中在热应力作用下产生的不均匀塑性变形愈大, 形成的残余应力就愈大。另一方面钢在热处理过程中由于组织的变化即奥氏体向马氏体转变时,因比容的增大会伴随工件体积的膨胀,工件各部位先后相变,造成体积长大不一致而产生组织应力。组织应力变化的终结果是表层受拉应力,心部受压应力,恰好与热应力相反。
钢管的类别有很多种,按不同的方法分为不同的类型,今天我们按照生产方法给大家介绍几种类型。焊接钢管因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管,因其焊接形式的不同分为直缝焊管和螺旋焊管两种,因其端部形状又分为圆形焊管和异型(方、扁等)焊管。无缝钢管按生产方法可分为:热轧无缝管、冷拔管、精密钢管、热扩管、冷旋压管和挤压管等。根据生产方法,大致可以分为以上这些类型,我公司是钢管生产厂家,拥有多年的经验,欢迎新来客户前来选购。



直缝焊管,用热轧或冷轧钢板或钢带卷焊制成的钢管在焊接设备上进行直缝焊接得到的管子都叫直缝焊管。(由于钢管的焊接处成一条直线故而得名其中按照用途不同,又不同的后道生产工序,.(大致可分为脚手架管,流体管,电线套管,支架管,护栏管等几种)。直缝焊管标准 GB/T3091-2008而低压流体焊管是直缝焊管的一种,一般用水,煤气的输送, 在焊接完毕后比普通焊管多加以一道水压测试,当前低压流体管比普通直缝焊管价格高出一点(按当前的市场价来说,大概高出80元左右) 例如:焊接钢管流体管1寸(DN25)(就是Φ33.5*3.25) 价格大概在4300每吨,而普通直缝焊管在4200左右。大口径直缝焊管主要生产流程说明:


焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。
除尘器吸入的风量要大于等离子切割所产生的烟尘和管道内部空气的总量,应该是在焊管内部形成一定量的负压腔,而且尽量不让外界的空气大量进入焊管,才能有效地将烟尘吸进除尘器。在焊管切割点以后的位置将烟尘堵住,吸入口处尽量避免冷空气进入焊管内部,在焊管内部空间形成一个负压腔,使烟尘不至于冒出,关键是挡烟尘的设施要设计制作得可靠,不影响正常生产且方便使用。
为了提高高频焊管的使用寿命,国外已在大力发展焊管内外表面的金属镀层和非金属涂层技术。钢管表面覆层的经济效果是显而易见的。高级焊管的质量在很大程度上依赖于无损探伤技术的发展而得到保证。采用无损探伤,一方面可以检查出管子的缺陷,保证焊管使用的可靠性;另一方面还可以通过检测结果的信息反馈系统,对焊管生产过程进行质量控制。因此,发展无损探伤是提高焊管质量 和生产水平的重要技术措施。
通过对焊管废品因果分析资料中了解到,其中轧辊调节工艺在整个生产过程中起到了非常重要的作用。也就是说,在生产过程中,如果轧辊损坏或磨损严重时,那么就需要及时在机组上需要更换部分轧辊,或某一类型焊管连续生产了足够的数量,需要更换整套的轧辊。在更换的过程中,同时还需要对轧辊进行相应的调节,才能够获得良好的焊管质量。反之,如果轧辊调节得不好,那么很可能会导致焊管管缝出现扭转、搭焊、边缘波浪、鼓包及管体表面有压痕或划伤,甚至是椭圆度大等缺陷。
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。
除尘器吸入的风量要大于等离子切割所产生的烟尘和管道内部空气的总量,应该是在焊管内部形成一定量的负压腔,而且尽量不让外界的空气大量进入焊管,才能有效地将烟尘吸进除尘器。在焊管切割点以后的位置将烟尘堵住,吸入口处尽量避免冷空气进入焊管内部,在焊管内部空间形成一个负压腔,使烟尘不至于冒出,关键是挡烟尘的设施要设计制作得可靠,不影响正常生产且方便使用。
为了提高高频焊管的使用寿命,国外已在大力发展焊管内外表面的金属镀层和非金属涂层技术。钢管表面覆层的经济效果是显而易见的。高级焊管的质量在很大程度上依赖于无损探伤技术的发展而得到保证。采用无损探伤,一方面可以检查出管子的缺陷,保证焊管使用的可靠性;另一方面还可以通过检测结果的信息反馈系统,对焊管生产过程进行质量控制。因此,发展无损探伤是提高焊管质量 和生产水平的重要技术措施。
通过对焊管废品因果分析资料中了解到,其中轧辊调节工艺在整个生产过程中起到了非常重要的作用。也就是说,在生产过程中,如果轧辊损坏或磨损严重时,那么就需要及时在机组上需要更换部分轧辊,或某一类型焊管连续生产了足够的数量,需要更换整套的轧辊。在更换的过程中,同时还需要对轧辊进行相应的调节,才能够获得良好的焊管质量。反之,如果轧辊调节得不好,那么很可能会导致焊管管缝出现扭转、搭焊、边缘波浪、鼓包及管体表面有压痕或划伤,甚至是椭圆度大等缺陷。



直缝焊管工厂-厂家_恒鑫达钢管(吕梁市石楼县分公司),固定电话:【15222754782】,移动电话:【15122786894】,联系人:周金福,静海区大邱庄镇静王路500米。