不锈钢复合管多规格可选择
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 不锈钢复合管多规格可选择供应范围覆盖安徽省、合肥市、马鞍山市、蚌埠市、黄山市、阜阳市、亳州市、六安市、巢湖市、铜陵市、淮北市、淮南市、芜湖市、安庆市、滁州市、宿州市、宣城市、池州市 埇桥区、砀山县、萧县、灵璧县、泗县等区域。 |
安徽宿州茂硕钢铁 有限公司坚持“以诚信树品牌,以创新求发展”,通过不断的创新与超越,在 不锈钢碳素钢复合管护栏厂家产品创新、管理创新、公司发展上实现与时代同步,成为行业的典范,铸造于 不锈钢碳素钢复合管护栏厂家“的可持续发展的美好愿景。公司组建了由不同地区、不同城市近50位人才构成的好的设计与施工团队; 不锈钢碳素钢复合管护栏厂家成功案例遍及北京、天津、河北、山西、江苏、浙江、云南、湖南等多个城市。


不锈钢复合管的含义是什么?不锈钢管材料为铁管,铁管的外包裹着不锈钢层,比较坚固,在管口封闭良好的情况下可以确保防锈期和纯不锈钢一样。
防止不锈钢复合管焊接起裂纹的办法?首先在焊接前期要选择跟不锈钢复合管材质一样的焊条来焊接,一定要确定你的不锈钢复合管的材质规格,不一样的材质焊接到一起肯定会起反应的,焊材使用错误就会导致不锈钢复合管有裂纹现象出现,稀释率高也能导致裂纹,不锈钢复合管的焊接层面不应高于150度以上。你可以让电弧热量偏向不锈钢复合管侧。层间温度能够控制150度左右。
所谓不锈钢无缝钢管与碳钢无缝钢管的差异,主要是指在不锈钢和碳钢的设计规则的差异,也就是说这两种钢的设计规则不能通用。这些差异如下:
不锈钢设计规则不能用于碳钢是因为有3个根本区别,不锈钢和碳钢:,冷加工不锈钢硬化,例如,当弯曲是各向异性的,即:水平和垂直的性能差异。可以使用通过冷加工和增加强度,但如果与弯区总面积小,可以忽略不计的增加相比,增加了强度系数有一定程度的增加。第二,不同的应力-应变曲线的形状,不锈钢产量应力弹性极限约为50%,小值的情况下,标准中所规定的,屈服应力值低于产量碳钢的应力值。第三,不锈钢无屈服点,通常由ó0.2代表屈服应力被认为是相等的值。



内衬不锈钢复合管。优点:承载强度高 刚性支撑好 耐酸碱腐蚀 卫生性好 安装方便 使用寿命长;缺点:一次性投资成本略高于镀锌管 钢塑管 PVC管
PPR单材质塑料管道。优点:价格适中 耐腐蚀 内壁光滑 重量轻 使用寿命一般;缺点:承载强度低 刚性支撑差 施工技术要求高 耐高低温性差。
PVC纯塑料管道。优点:轻便 安装方便 成本低廉;缺点:容易脆裂 耐高低温性差 有害。
镀锌管。优点:品种齐全 管件配套多;缺点:易腐蚀生锈 导致水流不畅 极易造成二次污染 长期使用漏损严重。
无缝管。优点:承载强度高 刚性支撑好 抗压强度大;缺点:极易生锈 使用寿命短。
铜管。优点:承载强度高 刚性支撑好 卫生性好 不易腐蚀;缺点:价格高 施工难度大 承压强度低。
纯不锈钢管。优点:承载强度高 刚性支撑好 耐酸碱腐蚀 卫生性好 安装方便 使用寿命长;缺点:价格远远高于内衬不锈钢复合管。
内衬不锈钢复合钢管现场施工注意事项:管道切割时管端的不锈钢层易受碳钢腐蚀所以切割后端部,用不锈钢半圆锉刀或圆锉刀进行打磨处理使切口部位齐整,不锈钢层紧贴碳钢。管道切割或套丝完成后,应将管端的毛刺油渍清理干净,以免出现堵塞出黄水的现象;管道的端头及开口断面处必须打SL-1食品级防腐密封胶;焊接时管道与管道的对接、管道与管件的对接通过分层焊接,以保证内层不锈钢层完整性和外层碳钢层的强度;螺纹连接时管道外螺纹长度必须大于管件的内螺纹长度,使管道管件紧密连接,整个管路系统形成一个防腐性能良好的整体。沟槽连接时管道输送热水的沟槽式管接头应采用耐温型橡胶密封圈。
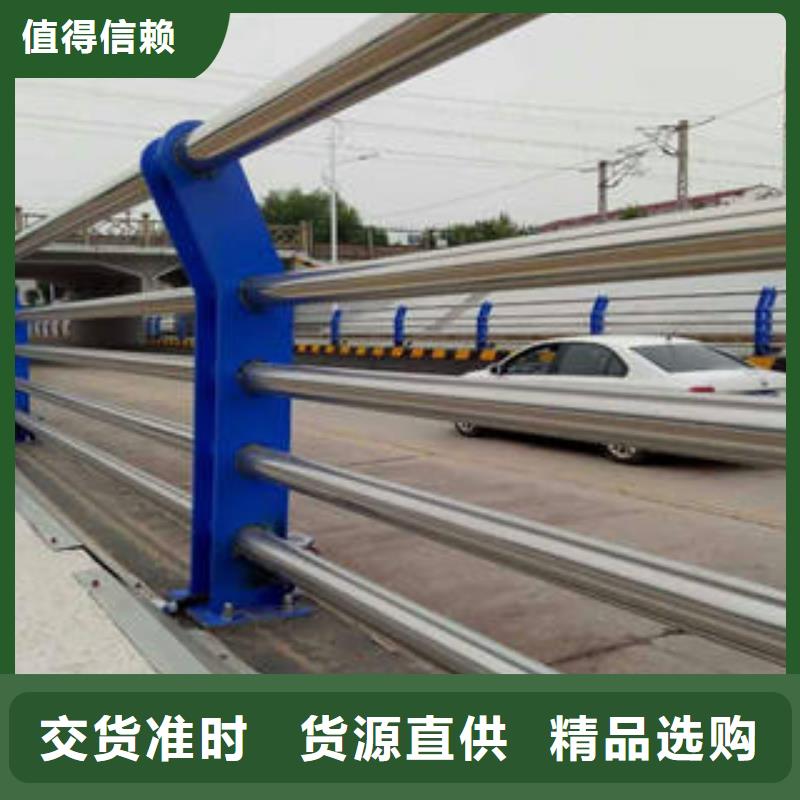
不锈钢复合管护栏具有特殊性能如耐蚀性,耐热性,耐磨损性两个包层的材料,并在基层与结构强度和刚度要求。


常用不锈钢复合钢管的几种焊接方式方法,常用的不锈钢复合钢管的焊接方法是手工焊(MMA),其次是金属极气体保护焊(MIG/MAG)和钨极惰性气体保护焊(TIG)。虽然这些焊接方法对不锈钢工业的大多数人而言是熟悉的,但是小编认为对于不锈钢复合钢管的焊接方式值得深入探讨。
:手工焊(MMA):手工焊是一种非常普遍的、易于使用的焊接方法.电弧的长度靠人的手进行调节,它决定于电焊条和工件之间缝隙的大小.同时,当作为电弧载体时,电焊条也是焊缝填充材料。这种焊接方法很简单,可以用来焊接几乎所有材料.对于室外使用,它有很好的适应性,即使在水下使用也没问题。大多数电焊机可以TIG焊接.在电极焊中,电弧长度决定于人的手:当你改变电极与工件的缝隙时,你也改变了电弧的长度.在大多数情况下,焊接采用直流电,电极既作为电弧载体,同时也作为焊缝填充材料.电极由合金或非合金金属芯丝和焊条药皮组成.这层药皮保护焊缝不受空气的侵害,同时稳定电弧.它还引起渣层的形成,保护焊缝使它成型.电焊条即可是钛型焊条,也可是缄性的,这决定于管材的厚度和成分.钛型焊条易于焊接,焊缝扁平美观.此外,焊渣易于去除.如果焊条贮存时间长,必须重新烘烤.因为来自空气的潮气会很快在焊条中积聚。
第二:MIG/MAG焊接:这是一种自动气体保护电弧焊接方法.在这种方法中,电弧在保护气体屏蔽下在电流载体金属丝和工件之间烧接.机器送入的金属丝作为焊条,在自身电弧下融化.由于MIG/MAG焊接法的通用性和特殊性的优点,至今她仍然是世界上为广泛的焊接方法.它使用于钢、非合金钢、低合金钢和高合金为基的材料.这使得它成为理想的生产和修复的焊接方法.当焊接钢时,MAG可以满足只有0.6mm厚的薄规格钢板的要求。这里使用的保护气体是活性气体,如二氧化碳或混合气体.的限制是当进行室外焊接时,必须保护工件不受潮,以保持气体的效果。
第三:TIG焊接:电弧在难熔的钨电焊丝和工件之间产生.这里使用的保护气体是纯氩气,送入的焊丝不带电.焊丝既可以手送,也可以机械送.也有一些特定用途不需要送入焊丝.被焊接的材料决定了是采用直流电还是交流电.采用直流电时,钨电焊丝设定为负极.因为它有很深的焊透能力,对于不同种类的钢是很合适的,但对焊缝熔池没有任何“清洁作用”. TIG焊接法的主要优点是可以焊接大材料范围广.包括厚度在0.6mm及其以上的工件,材质包括合金钢、铝、镁、铜及其合金、灰口铸铁、普通干、各种青铜、镍、银、钛和铅.主要的应用领域是焊接薄的和中等厚度的工件,在较厚的截面上作为焊根焊道使用。



优点:生产率高、质量好、成本低,并可大量节省金属材料的损耗,因此是目前应用极为广泛的复合材料生产技术。轧制结合的复合板占复合板总产量的90%,而且经常应用于壁厚小于32mm的管材的加工。
缺点:一次性投资大,而且很多材料组合不能通过轧制复合实现。目前应用广泛的还是利用轧制工艺进行碳钢、不锈钢有缝复合管的制造。
热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。复合挤压的优缺点分别为:
优点:界面为冶金结合;挤压过程中涉及的力完全是压应力,因此特别适合于热加工性不好、塑性低的高合金金属的加工。
缺点:由于结合决定于挤压过程中极短时间内的元素界面扩散,通常会因氧化物膜的存在而受到影响,因此目前复合挤压仅限于碳钢、不锈钢和高镍合金间的复合。需要指出的是,热挤压的变形抗力小,允许每次变形程度大,导致表面粗糙度较高,因此也有先热挤压再进行冷轧(或冷拔)制造复合管的方法。

产品




- 劈裂机-好品质、放心买 2025-11-11
- 无缝钢管快速下单 2025-11-11
- PPT质量上乘厂家 2025-11-11
- 不锈钢板可定制厂家 2025-11-11
- 镀锌管、镀锌管生产厂家 2025-11-11
- 耐磨钢板质量优良 2025-11-11
- 不锈钢板行情 2025-11-11
- 不锈钢复合管1_保障 2025-11-11
- 生产H型钢的公司 2025-11-11
- 广受好评防伪厂家 2025-11-11
- H型钢弯曲机实体大厂可放心采购 2025-11-11
- 无缝管上门施工 2025-11-11
- 诚信供应保温管的厂家 2025-11-11
- 劈裂棒-热线开通中 2025-11-11
- 常年供应不锈钢复合管护栏2-靠谱 2025-11-11
联系方式
