您当前的位置:商助贸易宝 » 洛阳商助贸易宝 »洛阳产品 » 生产珩磨管_诚信企业
生产珩磨管_诚信企业
更新时间:2025-10-11 07:10:44 ip归属地:洛阳,天气:小雨,温度:11-15 浏览:1次


- 发布企业
- 九冶管业(洛阳市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 精密管
- 所在地
- 经济技术开发区汇通物流园
- 联系电话
- 15192183985
- 手机
- 15192183985
- 联系人
- 李经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:河南省洛阳市生产珩磨管_诚信企业的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 生产珩磨管_诚信企业供应范围覆盖河南省、郑州市、开封市、洛阳市、焦作市、新乡市、平顶山市、鹤壁市、安阳市、濮阳市、许昌市、三门峡市、南阳市、漯河市、信阳市、周口市、驻马店市、商丘市 西工区、涧西区、吉利区、洛龙区、孟津区、新安县、栾川县、嵩县、汝阳县、宜阳县、洛宁县、伊川县、偃师区等区域。 |
【九冶】业务覆盖多领域场景,主营吉利精密管售后服务完善、伊川精密管价格实惠、焦作精密管就近发货、三门峡精密管助您降低采购成本、商丘精密管严格把关质量放心等产品服务。生产珩磨管_诚信企业,九冶管业(洛阳市分公司)为您提供生产珩磨管_诚信企业的资讯,联系人:李经理,电话:【15192183985】、【15192183985】。 河南省,洛阳市 2022年,洛阳市实现地区生产总值5675.2亿元,按可比价计算,比上年增长3.0%。人均生产总值80226元,增长2.8%。
我们精心制作的生产珩磨管_诚信企业产品视频已经准备就绪,探寻生产珩磨管_诚信企业产品背后的故事,视频带你走进精彩世界!
以下是:河南洛阳生产珩磨管_诚信企业的图文介绍
产品优势图


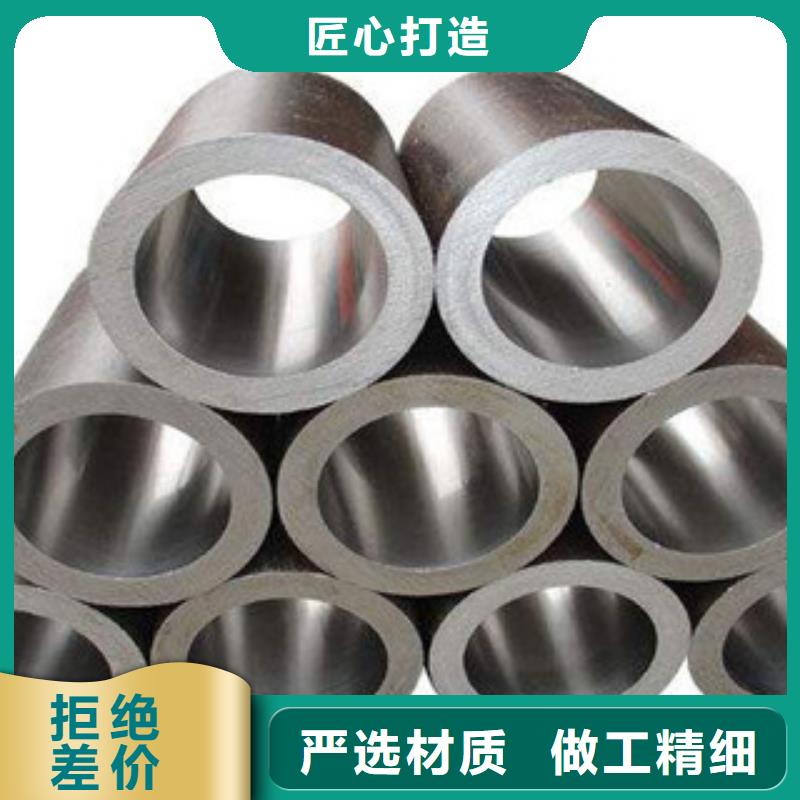
珩磨管的基本构成
液压油缸缸筒是珩磨管的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。
端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后需要更换端盖。



珩磨管是通过珩磨工艺制作成型的,在对管材进行珩磨的时候,砂条上的磨粒会以一定的压力、较低的速度对工件表面进行磨削、挤压和刮擦,使得砂条作旋转运动和上下往复运动,这样砂条上的磨粒就会在孔表面所形轨迹成为交叉而不重复的网纹。
与内孔磨削相比,珩磨参加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨过程中又旋转加大量的冷却液,使工件表面得到充分冷却,不易烧伤,加工变形层薄,所以能得到较细表面粗糙度。
为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。 要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。
产品案例

公司实力

怎样修复珩磨管的表面缺陷
1、加大冷拔变形量
增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。
2、优选热轧管坯料
冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。
3、热轧管内孔缺陷清理
珩磨管的基本构成
液压油缸缸筒是珩磨管的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。
端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后需要更换端盖。

河南洛阳九冶管业有限公司是专业研发、生产、销售量【精密管】产品的企业之一,厂家位于经济技术开发区汇通物流园,厂家自创立以来,始终秉持专业、专注、专一的经营理念,全力开发满足各领域需求的高品质【精密管】产品,在国内【精密管】产品领域拥有很高的声誉。

在河南省洛阳市采购生产珩磨管_诚信企业请认准九冶管业(洛阳市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-【15192183985】)。
我们的其他产品