您当前的位置:商助贸易宝 » 弥渡商助贸易宝 »弥渡产品 » 优质自动包装流水线库存充足
优质自动包装流水线库存充足
更新时间:2025-10-27 07:55:58 ip归属地:大理,天气:多云转阴,温度:9-23 浏览:1次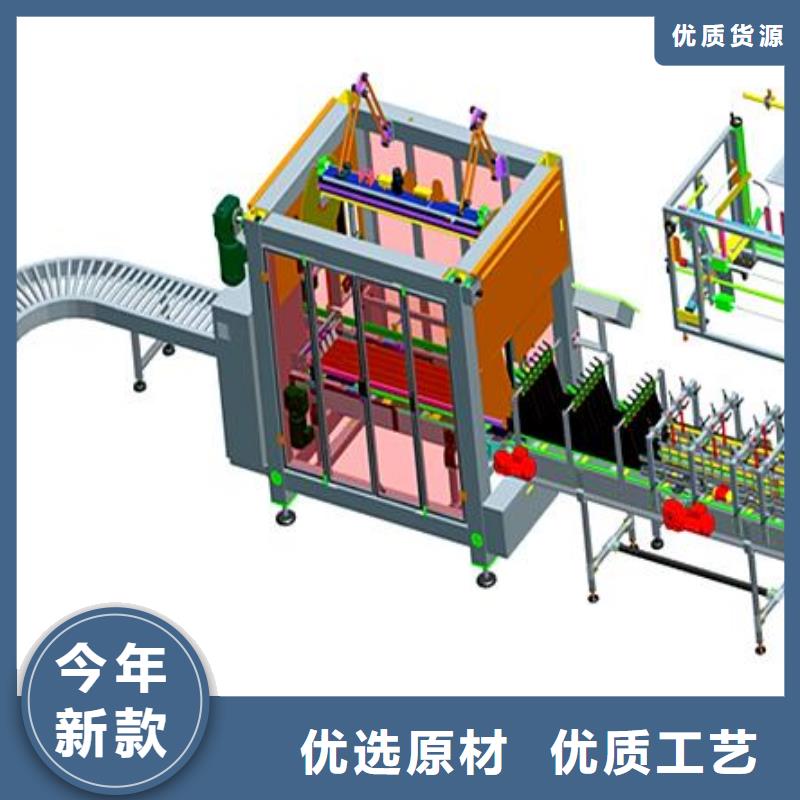



- 发布企业
- 依利达包装器材(大理市弥渡县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 热收缩包装机
- 所在地
- 佛山市禅城区南庄镇商业广场二座
- 联系电话
- 0757-85395000
- 手机
- 13927785571
- 联系人
- 陆经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:大理市弥渡县优质自动包装流水线库存充足的产品参数
【依利达】以匠心打造多元场景产品,涵盖鹤庆热收缩包装机价格地道、洱源热收缩包装机拒绝伪劣产品、剑川热收缩包装机用品质说话等。优质自动包装流水线库存充足,依利达包装器材(大理市弥渡县分公司)为您提供优质自动包装流水线库存充足,联系人:陆经理,电话:【0757-85395000】、【13927785571】。 云南省,大理白族自治州,弥渡县 2020年,弥渡县完成地区生产总值85.99亿元、增长5.1%,一般公共财政预算收入4.8亿元、增长6%,一般公共财政预算支出27.81亿元、增长2.8%,规模以上固定资产投资36.47亿元、增长4.9%,规模以上工业增加值10.79亿元、增长13.9%,城镇居民人均可支配收入36285元、增长4.1%,农村居民人均可支配收入11981元、增长8.2%。
为了让您更地了解我们的优质自动包装流水线库存充足,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:大理弥渡优质自动包装流水线库存充足的图文介绍


克服自动包装流水线里的输送带打滑现象,首先要找到打滑原因,方可采取有效解决措施。?? 在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:1、?检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。2、检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。 3、?检查物料在输送带上的位置。?物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置??



大理弥渡依利达包装器材有限公司于2017年正式注册成立,注册资本300万元。位于大理弥渡经济区,是一家设计、生产、销售 热收缩包装机为一体的制造型企业。公司现有专业的设计及生产团队,完善的制作工艺,大幅提高了 热收缩包装机产品的生产效率和质量。我们致力于以专业的制作和完善的质量以及售后,满足广大客户要求,欢迎来厂参观考察!


全自动粉末包装流水线通过更换螺旋附件能适应奶粉、味精、固体饮料、白糖、葡萄糖、咖啡、固体yiayo、浓要、粉粒状添加剂、染料、兽要等各种包装规格的粉剂/颗粒物料的包装。
结构特点全自动粉末包装流水线是粉末充填封口旋盖贴标喷码生产线,由XH-LA2半自动粉末充填包装机、自动旋盖机、三型电磁感应铝箔封口机、立式圆瓶贴标机、小字符喷码机组成
在自动包装流水线中,装箱机是整线系统运行的核心,包装机械虽不是产品直接生产机械,但它却是实现生产自动化所必需的。虽然装箱机的一次性投入较大,但从长远的生产成本核算及企业形象的等方面考虑还是用户企业必须选择的二次包装设备。? ?????当前,国内已有越来越多的厂家使用自动装箱设备对产品进行装箱。装箱机的选择一般可从以下四个方面考虑:? ????1.机械结构:产品的收集、整理、集束排列是装箱机的关键,所以用户在选购前应该注意装箱机的机械结构部分是否能满足用户的生产需要。另外,根据产品的不同装箱方式,一般有抓、夹、吸、推四种可选择的装箱方式,用户选购前应该根据需要选择至佳的装箱方式。? 2.自动控制:控制系统是所有功能正常运行的保证,也是对故障和出现意外时的自动保护,所以用户在选择时要详细了解控制系统是如何设置的。?3.生产速度:能否达到生产要求。4.内部配置:好的配置才能保证有好的产品,所以用户在选购装箱机时要注意其内部的配置是否选用了品质较好的配件。?



日前,我国重卡领域首条大型机器人全自动化大冲生产线在中国重型汽车集团公司全线调试成功并正式投入使用。它的研制成功,一举改写了自动化冲压线仅应用于轿车行业的历史,是国产重型卡车产品技术的一次重大飞跃。
自动包装流水线集合了目前国内、国际的自动化控制技术。其中,自动化送料系统环节由7台ABB冲压专用机器人、德国先进清洗、涂油系统组成,确保了钢板拆包、清洗、均匀涂油等冲压作业前处理工序流程通畅;液压金属打包系统则采用地坑式结构,5台压力机产生的工艺废料直接滑入地坑输送带至打包机压实打包,清运出场。整条生产线先进的控制系统使上下料更智能、轨迹更柔和、运动精度更高。该系统采用世界先进的图像识别系统
对板料进行对中定位,由视觉对中系统采集板料图像,以调整板料在压力机中的放置方位,保证产品件成型质量;配置了ABB公司专门为冲压自动化开发的全线监控系统,将自动化大冲线所有装置集中在一个点进行配置,并通过先进软件系统定期将机器人程序备份保存到服务器的数据库内,在保证设备PLC程序的同时,可实现压力机、机器人的自动化并行作业;双工作台和控制柜模具数据存储功能加快了模具更换速度,全线自动换模,使边生产边换模成为可能。
该自动化大冲线以其率、高精度、柔性化、全自动化、化的优良特性同样引领着中国重卡领域走向前沿科技化发展道路。



自动化流水线的需求进一步加剧了市场竞争,为了降低生产成本,包装企业纷纷考虑建设柔性化自动包装流水线,完成企业柔性化制造少不了的伺服控制系统提供支持。在包装生产流水线的发展中,控制跟集成产品/技术发挥着越来越重要的作用。
完成柔性化生产,意味着控制系统实时数据应这个集成跟工厂生产信息管理系统的关系型数据库的双向通讯的能力。也就是说,从订单始生成及生产调度管理软件中的生产控制指令要能及时地传递给自动包装流水线控制系统;而且自动包装流水线控制系统将运行状态跟生产状态要能及时地送回给生产信息管理系统。
为了完成柔性化生产,要求自动包装流水线中的各工艺段设备相互之间紧密耦合,要求自动包装流水线跟别的生产流水线相互联动。因为不一样控制器分别控制不一样工艺段或者自动包装流水线,这就带来了不一样控制器之间相互协调的问题。所以,国际包装协会用户组织(OMAC/PACML)表态了对象封装的结构化、标准化的机器状态管理功能,相应地,集成这一功能的控制系统能够保证用户以更少的时间跟成本完成整线、甚至整厂生产的协同。
具体来讲,要使自动包装流水线包装机械拥有良好的自动化跟灵活性,并自动化程度,就需要采纳微电脑技术、功能模块技术,同时监控多个机械手的工作,使产品改变的要求只需调动程序即可。
今年在大理市弥渡县本地购买优质自动包装流水线库存充足有了新选择,依利达包装器材(大理市弥渡县分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的优质自动包装流水线库存充足产品。如需购买或咨询,请随时联系我们,联系人:陆经理-【13927785571】,地址:佛山市禅城区南庄镇商业广场二座。
我们的其他产品