钢管应用范围广
更新时间:2025-10-14 12:54:30 ip归属地:济宁,天气:多云转阴,温度:12-23 浏览:4次


- 发布企业
- 明上钢管(济宁市任城区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 冷拔圆钢
- 所在地
- 开发区大东钢管市场
- 联系电话
- 0635-8800445
- 手机
- 18462266662
- 联系人
- 邓培胜 请说明来自商助贸易宝,优惠更多
详细介绍



济宁任城明上钢管有限公司-产品理念专业:专业设计制造生产 冷拔圆钢多个系列,50余种产品。设计:高级工程师设计制造,专业力学设计计算,可根据客户要求定做特种型号 冷拔圆钢。制造:国际先进制造工艺,质保体系完备,通过ISO9001质量体系认证,A级制造资质,保证品质卓越。安装:具有10年 冷拔圆钢的安装维修经验的专业团队,专业化科学化,所有安装人员持证上岗。服务:24小时应急服务电话,随时解答疑难问题,全国34个专业维修服务网点。产品:以“品质”“”“信心”“保险”为服务宗旨。承诺:所有 冷拔圆钢产品均有品质保证,为了让客户更加放心使用产品,我们努力做到尽善尽美。

服务三保:保证质量、保证时间、保证数量
服务宗旨:雄厚的实力、优质的产品、低廉的价格、 的服务。
郑重承诺:保证以好的产品、优的质量、低的价格、竭诚的服务来答谢新老顾客的信赖。
经营原则:顾客至上、质量优良、品种齐全、价格合理。
经营理念:“同样的产品比质量、同样的质量比价格、同样的价格比服务、 同样的服务比信誉”。
经营宗旨:质量 ,信誉 ,诚信待客,将各类优质产品给全社会,服务于各企业。
服务承诺:提供优质的合金管及有关产品,遵守高道德标准,努力提供独特的产品和高水平服务。
质量承诺:随时为客户提品和服务,充分领会客户要求,尽职尽责,永无例外,竭尽全力,持续发展。


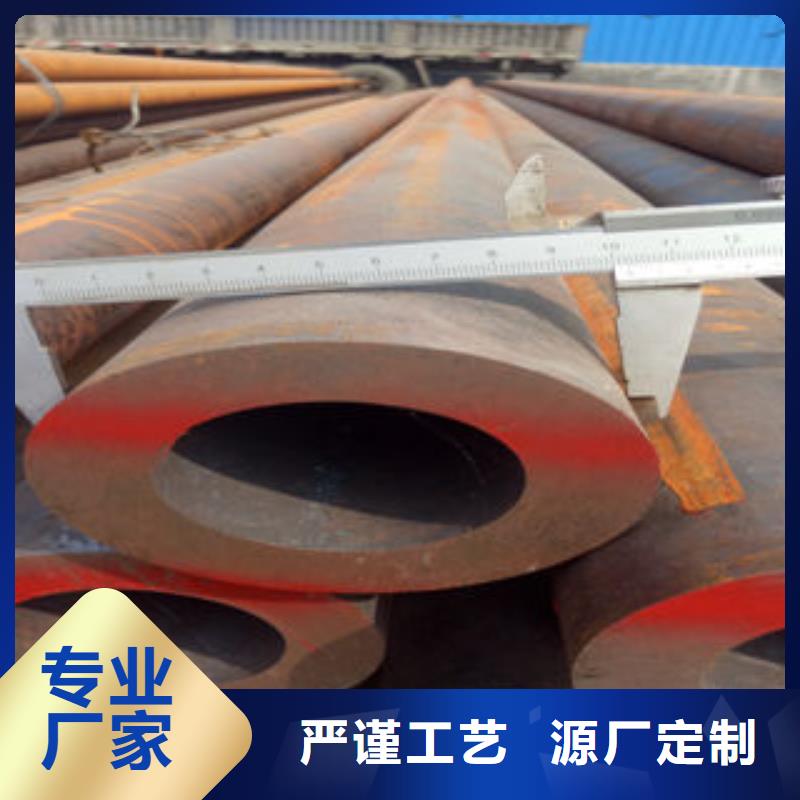
精密钢管高尺寸精度高、管内外表面光洁度, 钢管热处理后内外表面均无氧化膜,钢管扩口、压扁无裂痕、冷弯不变形,并能承受高压,能作各种复杂变形及机械深加工处理。
主要生产钢管牌号:10、20、35、45 、40cr、42crmo等
经协商,也可供应其它牌号的精密无缝钢管。
主要生产基地:山东、江苏、成都、天津、河北等。
精密钢管的标准;GB/T699-2008,精密钢管的标准;GB/T3639-2008,另外可能也还有应用GB/T8162-2008结构用精密钢管的。精密钢管欧标为:DIN2391基本用途精密钢管广泛用于汽车、摩托车、电动车、石化、电力、船只、航天、轴承、气动元件、中低压锅炉 无缝钢管等范畴,也可适用于 钢筋套筒、轴承、液压、机械加工等领域真空淬火真空淬火炉按冷却方法分为油淬和气淬两类,按工位数分为单室式和双室式,904山\畏嘲均属周期式作业炉。真空油淬炉都是双室的,后室置电加热元件,前室的下方置油槽。工件完成加热、保温后移入前室,关闭中门后向前室充入惰性气至大约2.66%26times;lO ~1.01%26times;10 Pa(200~760mm汞柱),入油。油淬易引起工件表面变质。由于表面活性大,在短暂的高温油膜作用下即可发生显著薄层渗碳,此外,碳黑和油在表面的粘附对简化热处理流程很不利。真空淬火技术的发展主要在于研制性能优良、工位单一的气冷淬火炉。前述双室式炉亦可用于气淬(在前室喷气冷却),但双工位式的操作使大批量装炉的生产发生困难,也易在高温移动中引起工件变形或改变工件方位增加淬火变形。单一工位的气冷淬火炉是在加热保温完成后在加热室内喷气冷却。气冷的冷速不如油冷快,也低于传统淬火法中的熔盐等温、分级淬火。因而,不断提高喷冷室压力,增大流量,以及采用摩尔质量比氮和氩小的惰性气体氦和氢,是当今真空淬火技术发展的主流。70年代后期将氮气喷冷的压力从(1~2)%26times;10Pa提高到(5~6)%26times;10Pa,使冷却能力接近于常压下的油冷。80年代中期出现超高压气淬,用(10~20)%26times;10Pa的氦,冷却能力等于或略高于油淬,已进入工业实用。90年代初采用40%26times;10Pa的氢气,接近水淬的冷却能力,尚处于起步阶段。工业发达已进展到以高压(5~6)%26times;10。Pa气淬为主体,而中国产气淬一些金属的蒸气压(理论值)与温度的关系则尚处于一般加压气淬(2%26times;10Pa)型阶段。
结果真空渗碳为真空渗碳一淬火工艺曲线。在真空中加热到渗碳温度并保温使表面净化、活化之后,通入稀薄渗碳富化气(见控制气氛热处理),在大约1330Pa(10T0rr)负压下进行渗入,然后停气(降压)进行扩散。渗碳后的精密钢管淬火采用一次淬火法,即先停电,通氮冷却工件至临界点A,、以下,使内部发生相变,再停气、开泵,升温到Ac1,~Accm之间。淬冷方法可采用气冷或油冷。后者为奥氏体化后移入前室,充氮至常压,入油。真空渗碳的温度一般高于普通气体渗碳,常采用920~1040℃渗入和扩散可按所示分两阶段,也可用脉冲式通气、停气,多段式的渗一扩相间,效果更好。由于温度高,尤其表面洁净、有活性,真空渗碳层形成速度比普通气体、液体和固体渗碳快,如要求渗层为1mm时,在927℃只需5h,而1033℃仅需1h。


