供应紫铜管的厂家
更新时间:2025-11-03 05:29:20 ip归属地:铜仁,天气:小雨,温度:12-14 浏览:1次

- 发布企业
- 阔恒兴旺国际贸易(铜仁市德江县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 镀锌槽钢
- 所在地
- 天津市北辰区韩家墅钢材市场
- 联系电话
- 022-26808329
- 手机
- 15802234444
- 联系人
- 杨经理 请说明来自商助贸易宝,优惠更多
详细介绍

紫铜管焊接用碳化火焰。其焊接顺序为:
(1)加热前,先将助焊剂涂在待焊部位.
(2)加热插入紫铜管和套管,将火焰嘴在两点间连续往返移动。不可将火焰直接遇到助焊剂。加热钢管时温度要比加热铜管时略高一些。
(3)当紫铜管加热完毕,助焊剂熔化成液体时,立刻将预热过的焊条放在焊点上,焊条一开始熔化,就使火焰嘴在间往返移动,直至焊料流入两管间缝隙内。
(4)将火焰移开,让焊料与焊接点接触,维持几秒钟后再拿开。假如怀疑或查出两管间仍有旷地空闲.可再次加热,使火焰嘴在两点连续移动。必要时可添加少量焊料。
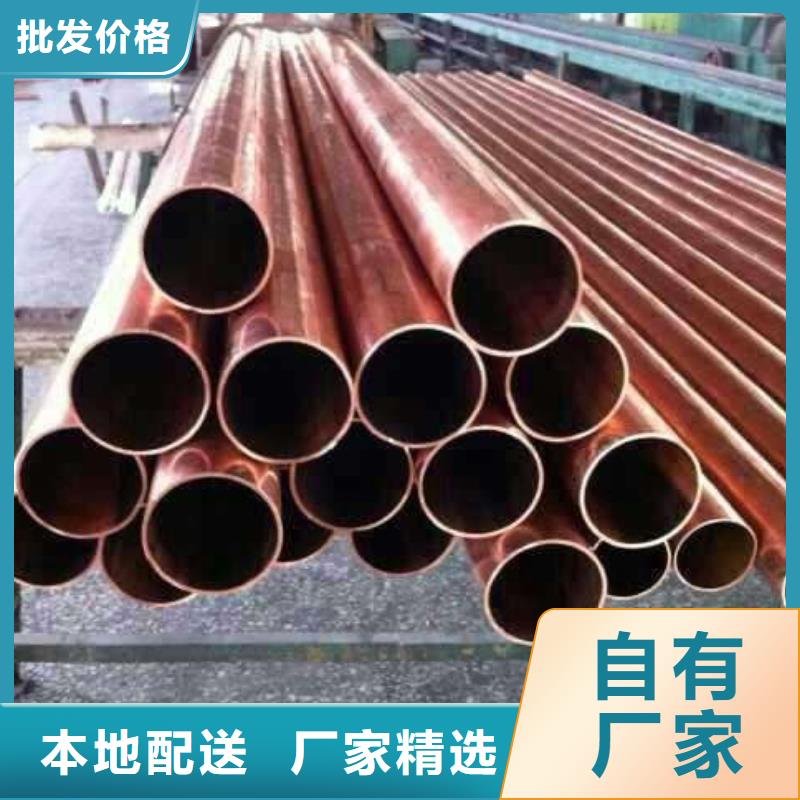
我公司经营的紫铜板优势:高纯度,组织细密,含氧量极低。无气孔、疏松,导电性能 ,电蚀出的模具表面精度高,经热处理工艺,电极无方向性,适合精打,细打,具有良好的热电道性、加工性、延展性、防蚀性及耐候性等。有良好的导电、导热、耐蚀和加工性能,可以焊接和钎焊,产品畅销全国各地,热诚欢迎广大新老客户来人来电咨询!
公司经营理念:以客户为中心,质量为根本,信誉为生命
公司经营方针:拾遗补缺诚实守信争市场,塑造自己竞争之中求发展



无论是电话或在线咨询,只要您需要铜仁德江阔恒兴旺国际贸易有限公司会及时给予专业的答疑指导,我们为您提供专业的 镀锌槽钢解决方案。


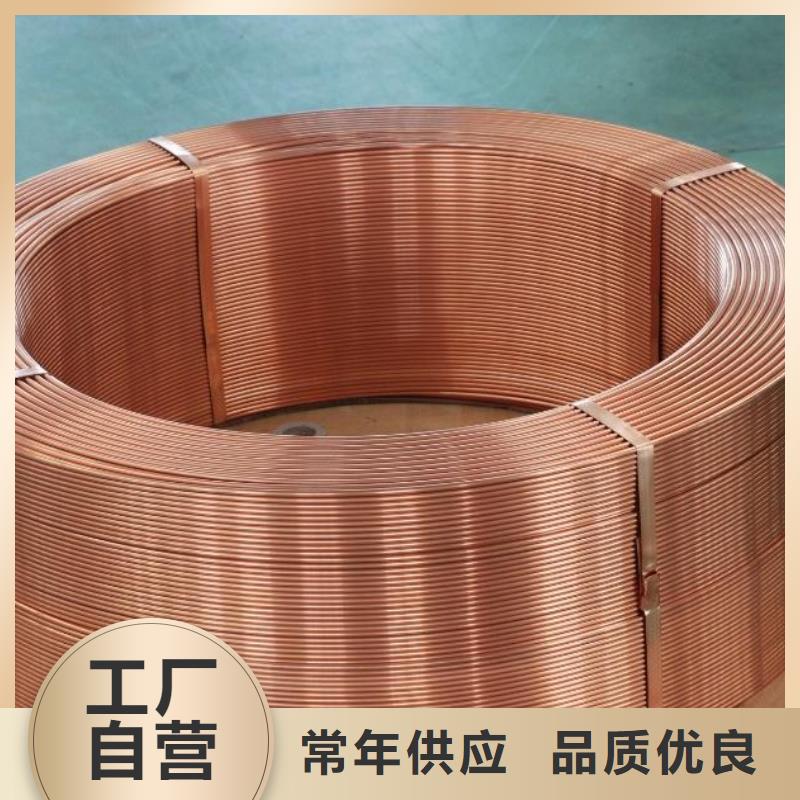
紫铜是较为纯净的铜。它充分表现了金属铜的延展性、导电性和耐腐蚀性,其中延展性是铜饰的重要特征。紫铜的熔点很高,不易铸造,而良好的延展性弥补了这一缺点,因此能够很容易地加工成各种造型图案。暗红的金属光泽使其在表达现代感的同时还具有沉稳、高贵的品质,是铜饰中常使用的材料。
高纯度,组织细密,含氧量极低。无气孔、沙眼、疏松,导电性能 ,电蚀出的模具表面精度高,经热处理工艺,电极无方向性,适合精打,细打,具有良好的热电道性、加工性、延展性、防蚀性及耐候性等。有良好的导电、导热、耐蚀和加工性能,可以焊接和钎焊。
有良好的导电.导热.耐蚀和加工性能,可以焊接和纤焊。含降低导电.导热性的杂质较少,微量的氧对导电.导热和加工等性能影响不大,但易引起“氢病”,不宜在高温(如>370°)还原性气氛中加工(退火.焊接等)和使用
化学成分
Cu+Ag:99.90 Bi: 0.001
Sb:0.002
As:0.002
Fe:0.005
Pb:0.005
S:0.005
力学性能
抗拉强度:(Rm/MPa)≥295
洛氏硬度:(HRF)≥65
伸长率:(%)≥3


熔炼与铸造工艺优势:采用反射炉熔或工频有芯感应炉熔炼;采用铜模或铁模浇铸,熔炼过程中应尽可能减少气体来源,并使用经煅烧过的木炭作熔剂,也可用磷作脱氧剂。浇铸过程在氮气保护或复盖烟灰下进行,建议铸造温度为1150-1230℃,线收缩率为2.1%
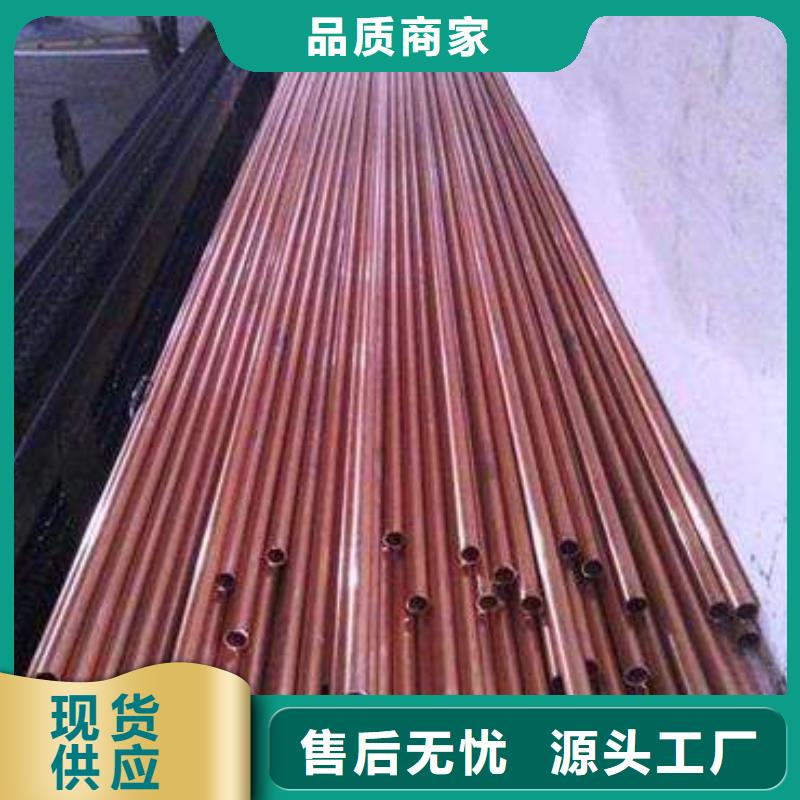
成形性能优势:有极好的冷、热加工性能,能用各种传统的加工工艺加工,如拉伸、压延、深冲、弯曲、精压和旋压等。热加工时应控制加热介质气氛,使呈微氧化性。热加工温度为800-950℃。
焊接性能优势:易于锡焊、铜焊,也能进行气体保护焊、闪光焊、电子束焊和气焊,但不宜进行接触点对焊和埋弧焊。
可切削性(HPb63-3的切削性为)/%:20
2、磷脱氧铜管的工艺优势:
熔炼与铸造工艺优势:使用工频有芯感应电炉熔炼。高温下纯铜吸气性强,熔炼时应尽量减少气体来源,并使用经煅烧过的木炭作熔剂,也可用磷做脱氧剂,浇铸过程在氮气保护或复盖烟灰下进行,铸造温度为1150-1180℃。
